![BY 6906 U 2010.12.30
2
2. Фреза-протяжка по п. 1, отличающаяся тем, что вдоль передней поверхности чи-
стовых кромок имеется сквозной паз для удаления стружки.
(56)
1. Малышев В.В. Проектирование дереворежущих цельных и составных фасонных
фрез. - М.: Лесная промышленность, 1963. - C. 74.
2. Дальский А.М. Технология конструкционных материалов. - М.: Машиностроение,
2005. - С. 407-412.
3. Морозов В.Г. Дереворежущий инструмент: Справочник - М.: Лесная промышлен-
ность, 1988. - С. 341 (прототип).
Полезная модель относится к технологии изготовления инструмента и рекомендуется
к использованию при проектировании гантельных фрез для чистовой обработки ради-
усных пазов на изделиях из древесины и других конструкционных материалов.
Фрезерование широко применяется как при размерной обработке заготовок, так и в
декоративных целях. В последнем случае на первый план выносится качество обработан-
ной поверхности. Радиусные поверхности получают цельными гантельными фрезами и
сборными со сменными профильными пластинами [1]. В обоих случаях формирование
поверхности осуществляется одним лезвием, которое выполняет работу по снятию основ-
ного припуска на механическую обработку и одновременно формирует качество обрабо-
танной поверхности. По мере затупления инструмента качество обработки снижается, что
требует замены или заточки инструмента. Проблема повышения эффективности отдель-
ных видов инструмента решена за счет функционального разделения режущих элементов
на основные, снимающие максимальный припуск, и чистовые, калибрующие, обеспечи-
вающие качество обработанной поверхности.
По этому принципу сконструированы протяжки, на общем корпусе которых располо-
жены группы режущих элементов, выполняющие каждая свою функцию, что в совокуп-
ности обеспечивает высокую точность и качество обработки, в том числе и профильных
поверхностей [2].
Сочетание принципа фрезерования и протягивания на одном режущем элементе обес-
печивает качественно новый уровень механической обработки.
Для реализации этого принципа более близкими по назначению и техническому реше-
нию являются радиусные фрезы [3]. Их изготавливают цельными или составными. Изго-
товление цельных фрез связано с большим расходом инструментального материала,
сборные фрезы более сложны при изготовлении.
Задачей полезной модели является упрощение технологии изготовления радиусных
фрез, работающих по принципу фрезерования и протягивания, повышение качества обра-
ботки радиусных поверхностей.
Поставленная задача решается тем, что фреза-протяжка, состоящая из корпуса с поса-
дочным отверстием и режущим венцом со сменными кольцевыми режущими элементами,
имеет несколько режущих кромок - основную, работающую по принципу фрезерования и
снимающую основной припуск с заготовки, а остальные чисторежущие - одна или не-
сколько - расположены на задней поверхности режущего элемента на радиусах, превы-
шающих радиус расположения основной кромки на величину снимаемого припуска при
чистовой операции, а вдоль передней поверхности чисторежущих кромок имеются сквоз-
ные пазы для удаления стружки.
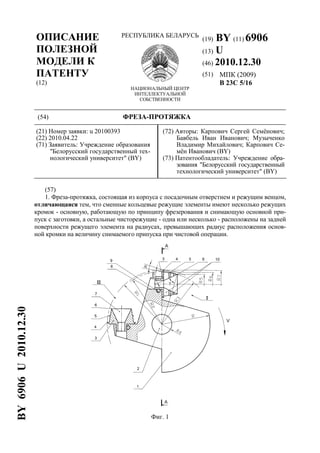
Конструкция фрезы-протяжки поясняется чертежами, где на фиг. 1 - вид сбоку, на
фиг. 2 - сечение корпуса с режущими элементами.
Фреза-протяжка состоит из корпуса 1 с посадочным отверстием 2, режущего элемента
3 с чисторежущими кромками 4, 5 и основной режущей кромкой 6, стружка от которой](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recommended
More Related Content
What's hot
What's hot (18)
Similar to 6906
6906
- 1. ОПИСАНИЕ ПОЛЕЗНОЙ МОДЕЛИ К ПАТЕНТУ (12) РЕСПУБЛИКА БЕЛАРУСЬ НАЦИОНАЛЬНЫЙ ЦЕНТР ИНТЕЛЛЕКТУАЛЬНОЙ СОБСТВЕННОСТИ (19) BY (11) 6906 (13) U (46) 2010.12.30 (51) МПК (2009) B 23C 5/16 (54) ФРЕЗА-ПРОТЯЖКА (21) Номер заявки: u 20100393 (22) 2010.04.22 (71) Заявитель: Учреждение образования "Белорусский государственный тех- нологический университет" (BY) (72) Авторы: Карпович Сергей Семёнович; Бавбель Иван Иванович; Музыченко Владимир Михайлович; Карпович Се- мён Иванович (BY) (73) Патентообладатель: Учреждение обра- зования "Белорусский государственный технологический университет" (BY) (57) 1. Фреза-протяжка, состоящая из корпуса с посадочным отверстием и режущим венцом, отличающаяся тем, что сменные кольцевые режущие элементы имеют несколько режущих кромок - основную, работающую по принципу фрезерования и снимающую основной при- пуск с заготовки, а остальные чисторежущие - одна или несколько - расположены на задней поверхности режущего элемента на радиусах, превышающих радиус расположения основ- ной кромки на величину снимаемого припуска при чистовой операции. Фиг. 1 BY6906U2010.12.30
- 2. BY 6906 U 2010.12.30 2 2. Фреза-протяжка по п. 1, отличающаяся тем, что вдоль передней поверхности чи- стовых кромок имеется сквозной паз для удаления стружки. (56) 1. Малышев В.В. Проектирование дереворежущих цельных и составных фасонных фрез. - М.: Лесная промышленность, 1963. - C. 74. 2. Дальский А.М. Технология конструкционных материалов. - М.: Машиностроение, 2005. - С. 407-412. 3. Морозов В.Г. Дереворежущий инструмент: Справочник - М.: Лесная промышлен- ность, 1988. - С. 341 (прототип). Полезная модель относится к технологии изготовления инструмента и рекомендуется к использованию при проектировании гантельных фрез для чистовой обработки ради- усных пазов на изделиях из древесины и других конструкционных материалов. Фрезерование широко применяется как при размерной обработке заготовок, так и в декоративных целях. В последнем случае на первый план выносится качество обработан- ной поверхности. Радиусные поверхности получают цельными гантельными фрезами и сборными со сменными профильными пластинами [1]. В обоих случаях формирование поверхности осуществляется одним лезвием, которое выполняет работу по снятию основ- ного припуска на механическую обработку и одновременно формирует качество обрабо- танной поверхности. По мере затупления инструмента качество обработки снижается, что требует замены или заточки инструмента. Проблема повышения эффективности отдель- ных видов инструмента решена за счет функционального разделения режущих элементов на основные, снимающие максимальный припуск, и чистовые, калибрующие, обеспечи- вающие качество обработанной поверхности. По этому принципу сконструированы протяжки, на общем корпусе которых располо- жены группы режущих элементов, выполняющие каждая свою функцию, что в совокуп- ности обеспечивает высокую точность и качество обработки, в том числе и профильных поверхностей [2]. Сочетание принципа фрезерования и протягивания на одном режущем элементе обес- печивает качественно новый уровень механической обработки. Для реализации этого принципа более близкими по назначению и техническому реше- нию являются радиусные фрезы [3]. Их изготавливают цельными или составными. Изго- товление цельных фрез связано с большим расходом инструментального материала, сборные фрезы более сложны при изготовлении. Задачей полезной модели является упрощение технологии изготовления радиусных фрез, работающих по принципу фрезерования и протягивания, повышение качества обра- ботки радиусных поверхностей. Поставленная задача решается тем, что фреза-протяжка, состоящая из корпуса с поса- дочным отверстием и режущим венцом со сменными кольцевыми режущими элементами, имеет несколько режущих кромок - основную, работающую по принципу фрезерования и снимающую основной припуск с заготовки, а остальные чисторежущие - одна или не- сколько - расположены на задней поверхности режущего элемента на радиусах, превы- шающих радиус расположения основной кромки на величину снимаемого припуска при чистовой операции, а вдоль передней поверхности чисторежущих кромок имеются сквоз- ные пазы для удаления стружки. Конструкция фрезы-протяжки поясняется чертежами, где на фиг. 1 - вид сбоку, на фиг. 2 - сечение корпуса с режущими элементами. Фреза-протяжка состоит из корпуса 1 с посадочным отверстием 2, режущего элемента 3 с чисторежущими кромками 4, 5 и основной режущей кромкой 6, стружка от которой
- 3. BY 6906 U 2010.12.30 3 удаляется через отверстие 7, цилиндрическое отверстие в корпусе для фиксации хвосто- вика режущего элемента 8, крепежный винт 9, сквозные пазы 10 вдоль передней поверх- ности чисторежущих кромок 4 и 5 (позиция I и без пазов позиция II), передний угол γ основной кромки 6, задний угол α, R - радиус корпуса фрезы, R1 - радиус вращения чи- сторежущей кромки 4, R2 - радиус вращения чисторежущей кромки 5, R3 -радиус враще- ния основной кромки 6, R4 - радиус посадочного отверстия, радиусы режущего элемента 3, R5 - основной режущей кромки, R6 - чисторежущей кромки 5, R7 - чисторежущей кромки 4. После сборки режущих элементов 3 на корпусе 1 фрезы и фиксации их с помощью крепежного винта 9 инструмент устанавливают на шпинделе станка и приступают к рабо- те. Основная режущая кромка 6 при контакте с обрабатываемым материалом срезает при- пуск с заготовки, и стружка перемещается по передней поверхности, расположенной под передним углом γ, в отверстие 7 и удаляется из зоны резания без деформации и уплотне- ния. Задняя поверхность режущего элемента 3 расположена под задним углом α. Над зад- ней поверхностью расположены чисторежущие кромки 4 и 5, которые выполняют зачистную функцию, если соблюдается условие: R1 = R2 = R3. Если R1 > R2 > R3 чисторежущие кромки 4 и 5 самостоятельно осуществляют процесс резания, величина снимаемого припуска определяется соотношением радиусов R5, R6, R7 режущего элемента 3. Снимаемый слой чисторежущими кромками 4 и 5 перемещается по их передней поверхности и через сквозные пазы 10 попадает в отверстие 7(см. позиция I). Если снимаемый чисторежущими элементами 4 и 5 припуск нулевой или незначительный, режущий элемент 3 может не иметь сквозных пазов 10 (см. позиция II). При затуплении основной режущей кромки 6 нагрузка на чисторежущие элементы 4 и 5 будет возрастать, но качество обработанной поверхности будет сохраняться более дли- тельный период. После затупления рабочей зоны, отвернув крепежный винт 9, режущий элемент 3 поворачивают вокруг собственной оси на величину затупившейся зоны и фик- сируют в новом положении. За счет количества чисторежущих кромок, регулирования величины припуска, снима- емого ими, и периодического поворота корпуса режущего элемента обеспечивается про- должительная работа инструмента без его снятия со шпинделя станка. После затупления всей режущей кромки режущие элементы снимают с корпуса и перетачивают по передним поверхностям. Предлагаемая конструкция фрезы-протяжки характеризуется простотой как при изго- товлении, так и в процессе эксплуатации, надежностью крепления режущих элементов в корпусе. Сочетание процесса стружкообразования по схеме фрезерования и принципа по- следующего калибрования радиусной поверхности чисторежущими элементами обеспе- чивает качественное проведение операции и рекомендуется к применению при проектировании радиусных фрез.
- 4. BY 6906 U 2010.12.30 4 Фиг. 2 Национальный центр интеллектуальной собственности. 220034, г. Минск, ул. Козлова, 20.