Документ описывает полезную модель устройства для выявления формы графитных включений в структуре чугуна, разработанную физико-техническим институтом национальной академии наук Беларуси. Устройство включает источник постоянного тока, блок управления и ванну для травления, где анод выполнен в форме цилиндра, а катод - в форме полого цилиндра, что позволяет снизить анизотропию электрохимического травления и улучшить анализ графитных включений. Благодаря этому достигается более полное выявление формы графитных включений и улучшение анализа качества чугуна.
![BY 10652 U 2015.04.30
2
(56)
1. Коваленко В.С. Металлографические реактивы: Справочник. - М.: Металлургия,
1981.
2. Баранова Л.В. и др. Металлографическое травление металлов и сплавов: Справоч-
ник. - М.: Металлургия, 1986.
3. Беккерт М., Клемм Х. Справочник по металлографическому травлению: Пер. с нем. -
М.: Металлургия, 1979. - С. 17.
4. Кример Б.И., Панченко Е.В., Шишко Л.А., Николаева В.Н., Авраамов Ю.С. Лабора-
торный практикум по металлографии и физическим свойствам металлов и сплавов. - М.:
Металлургия, 1966. - С. 22 (прототип).
5. ГОСТ 7293-85. Чугун с шаровидным графитом для отливок. Марки. - М.: Государ-
ственный комитет по стандартам, 1985. - 6 с.
Полезная модель относится к области металлургии, в частности к методам металло-
графического исследования структуры чугунов, и может быть использована для контроля
формы графитных включений.
Физико-механические свойства сплавов как основных конструкционных материалов,
из которых изготовлено подавляющее большинство изделий техники, определяются пре-
имущественно химическим и фазовым составом металлической матрицы. Отличительной
особенностью чугунов является наличие в металлической матрице основного материала
еще и графитных включений. Механические свойства графита очень сильно отличаются
от свойств металлической матрицы, поэтому форма, размер и характер распределения
этих включений по объему металлической матрицы оказывают существенное влияние на
свойства материала в целом. Существующие на сегодняшний день методы металлографи-
ческого анализа основаны на химическом травлении полированной поверхности иссле-
дуемого образца (т.н. шлифа) и направлены на исследование структуры в первую очередь
металлической матрицы сплавов. Их обзор приведен в ряде работ, например [1, 2]. Эти
методы реализуются с применением простейшего оборудования, в частности лаборатор-
ной посуды или специализированных ванн для травления.
Графит является химически достаточно инертным и термостойким материалом. Он
практически не взаимодействует с подавляющим большинством реагентов, применяемых
в металлографическом анализе. При химическом травлении сплавов частицы графитных
включений отделяются от поверхности и осаждаются на дне ванны, что делает невозмож-
ным дальнейший анализ их формы и тем более характера распределения по объему метал-
лической матрицы. Причиной этого является высокая изотропность процессов химичес-
кого травления. В связи с этим контроль графитных включений и карбидных фаз в
структуре сплавов осуществляется преимущественно с использованием электрохимиче-
ских приборов, в которых реализуется анодное травление.
Известно устройство для электрохимического травления низколегированных сплавов,
состоящее из источника тока напряжением 4 В, положительный полюс которого присое-
динен к платиновому стакану, заполненному электролитом, в который помещен иссле-
дуемый образец, а отрицательный полюс присоединен к катоду, также выполненному из
платины, регулировочного реостата и амперметра [3].
Существенным недостатком устройства является использование массивных изделий
из драгоценных металлов, в частности стакана для травления. Другим более важным не-
достатком аналога является невозможность приемлемого управления процессом электро-
химического травления образца. Процесс растворения металла зависит от плотности тока
вблизи поверхности этого образца. При этом токоподвод к образцу осуществляется по-
средством контакта с платиновым стаканом, который также является электропроводящим.](https://image.slidesharecdn.com/10652-151011084839-lva1-app6891/85/10652-2-320.jpg)
![BY 10652 U 2015.04.30
3
Переходное сопротивление контакта образец - стакан постоянно меняется под действием
всевозможных неконтролируемых факторов: нагрев электролита, выделение пузырьков
газа и т.п. При этом сам платиновый стакан постоянно находится под напряжением, ха-
рактеризуется большой площадью и вносит наиболее существенный вклад в протекание
тока через электролит. Контакт от платины к исследуемому образцу характеризуется пе-
ременным сопротивлением, что приводит к постоянному перераспределению преимуще-
ственного протекания тока в объеме электролита, к постоянному изменению плотности
тока у поверхности исследуемого образца и высокой неоднородности скорости травления
в ее различных областях. В результате травления графитные включения осаждаются на
дне стакана и, как в случае чисто химического травления, не могут быть подвергнуты
дальнейшему анализу их формы.
Наиболее близким к заявляемому техническому решению, его прототипом является
устройство для электрохимического травления шлифов, содержащее источник постоянно-
го тока, регулировочный реостат, амперметр, вольтметр и ванну для травления, в которой
исследуемый образец служит анодом, а катод выполнен из любого проводника [4].
Прототип не использует массивных деталей из драгоценных металлов, а измеряемые
значения тока и напряжения позволяют судить о фактическом режиме электрохимическо-
го растворения исследуемого образца. Надежный контакт образца, используемого в каче-
стве анода, с положительным полюсом источника питания обеспечивает стабилизацию
режимов процесса растворения. Однако в этом случае высокая направленность движения
ионов растворяемого металла в стабильном электрическом поле электродов приводит к
высокой степени анизотропии травления, что характерно для большинства электрохими-
ческих процессов. Электропроводность графита намного ниже, чем электропроводность
окружающей его металлической матрицы. Это приводит к тому, что в процессе растворе-
ния вследствие высокой анизотропии графитные включения играют роль маски и экрани-
руют расположенный в их "тени" материал металлической матрицы. По окончании
травления верхняя часть графитных включений, непосредственно обращенная к катоду,
освобождается от покрывающего их металла и впоследствии может быть проанализирова-
на с помощью оптического или электронного микроскопа. Области графитных включе-
ний, находящиеся в собственной "тени" и занимающие объем более 50 % от всего объема
этих включений, по-прежнему остаются заключенными в металлическую оболочку. Ана-
лиз их формы при этом невозможен, поскольку невозможно определить толщину и форму
внутренней (скрытой от наблюдения и отражающей форму контактирующей поверхности
графитных включений) поверхности маскирующего их металла.
Таким образом, прототип вследствие высокой анизотропии травления позволяет вы-
явить форму графитных включений лишь частично. Это не позволяет в полной мере оце-
нить качество исследуемого чугуна и максимально оптимизировать режимы его
обработки, обеспечивающие наилучшие технико-эксплуатационные показатели.
Задачей заявляемой полезной модели является повышение полноты выявляемой фор-
мы графитных включений.
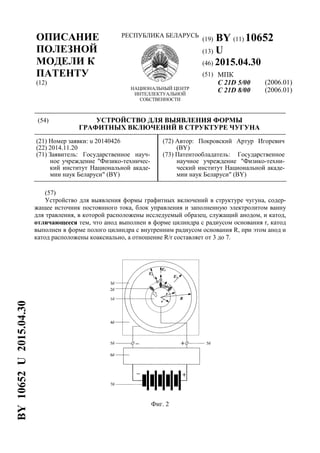
Поставленная задача решается тем, что в устройстве для выявления формы графитных
включений в структуре чугуна, содержащем источник постоянного тока, блок управления
и заполненную электролитом ванну для травления, в которой расположены исследуемый
образец, служащий анодом, и катод, анод выполнен в форме цилиндра с радиусом основа-
ния r, катод выполнен в форме полого цилиндра с внутренним радиусом основания R, при
этом анод и катод расположены коаксиально, а отношение R/r составляет от 3 до 7.
Сущность заявляемого технического решения заключается в контролируемом сниже-
нии степени анизотропии электрохимического травления.
Понижение анизотропии травления позволяет растворить металлическую матрицу, эк-
ранируемую в случае прототипа графитными включениями. В этом случае области метал-
лической матрицы, находящиеся в процессе электрохимического травления в "тени"](https://image.slidesharecdn.com/10652-151011084839-lva1-app6891/85/10652-3-320.jpg)


![BY 10652 U 2015.04.30
6
изотропным. В этом случае соотношение (2) становится справедливым практически для
всех возможных значений α от 0 до ± 90°. Ионизированный атом металлической матрицы
Me +
в этом случае одинаково легко может направиться в любую точку на поверхности ка-
тода.
Отсюда видно, что степень анизотропии управляется отношением R/r, оптимальное
значение которого при использовании заявляемого устройства находится в интервале от 3
до 7.
Для обеспечения контроля формы графитных включений при заданном увеличении
металлическую матрицу необходимо вытравить на глубину r-r*, обеспечивающую, с од-
ной стороны, визуальный анализ максимальной площади поверхности этих включений, а с
другой стороны, выявленные включения должны удерживаться на контролируемой по-
верхности. Вполне очевидно, что максимальная глубина травления не должна превышать
размер графитных включений. Минимальное значение r-r* должно обеспечивать необхо-
димую полноту вытравливания металлической матрицы. Значения размеров графитных
включений в различных марках чугуна меняются в довольно широком интервале, поэтому
требуемая глубина травления в каждом случае может быть выбрана с учетом фактических
задач исследования.
Заявляемое устройство наиболее эффективно для выявления графитных включений
сложной формы, обусловленной, например, горячей пластической деформацией иссле-
дуемого материала. На фиг. 3 приведена фотография такого графитного включения (пока-
зано стрелкой) в высокопрочном чугуне марки ВЧ-50 ГОСТ 7293-85 [5], форма которого
выявлена с помощью заявляемого устройства.
На основании приведенного изображения можно однозначно заключить, что наблю-
даемое веретенообразное графитное включение получено в результате пластической де-
формации шаровидного. Следовательно, при обработке чугуна давлением графитные
включения не разрушаются, а также подвергаются горячему пластическому течению без
разрушения, т.к. веретенообразная структура представляет собой цельный конгломерат и
не рассыпается в порошок, как считалось ранее. При этом заметно, что наиболее интен-
сивное пластическое течение графита (с максимальной степенью деформации) происхо-
дит в первую очередь в поверхностном слое сферолита. В центральной части графитного
включения сохраняются слабо и совсем не деформированные ядра, которые сохраняют
характерное сферическое строение. Очевидно, что при использовании прототипа, позво-
ляющего выявить только часть формы графитного включения, сделать подобное заключе-
ние было бы более чем проблематичным.
Таким образом, использование заявляемого устройства для выявления формы графит-
ных включений в структуре чугуна позволяет получить принципиально новые сведения о
процессах, протекающих при его обработке. Вполне очевидно, что прототип не позволяет
обнаружить их подобную особенность.
Заявляемое устройство испытывали при выявлении формы графитных включений в
структуре чугуна марки ВЧ-50 ГОСТ 7293-85 [5], подвергнутого горячей пластической
деформации. Из объемного материала вырезали образцы в форме цилиндров с радиусом
основания r = 10 мм и высотой 50 мм, которые использовали в качестве анодов. Катоды в
форме полых цилиндров высотой 50 мм и с внутренним радиусом основания R, значения
которого приведены в таблице, изготавливали из листовой нержавеющей стали толщиной
0,5 мм. Электроды коаксиально размещали во фторопластовой ванне с электролитом сле-
дующего состава, г:
гидрооксид калия - 25;
пикриновая кислота - 2;
вода - 120.
При выявлении формы графитных включений с помощью устройства-прототипа исполь-
зовали плоские электроды из тех же материалов, которые в ванне для травления размещали](https://image.slidesharecdn.com/10652-151011084839-lva1-app6891/85/10652-6-320.jpg)