1. * GB785723 (A)
Description: GB785723 (A) ? 1957-11-06
Process of electrolysis of aqueous electrolytes for producing bromine and
iodine
Description of GB785723 (A)
PATENT SPECIFICATION
vcnttors: OZJASZ SCHACHTER and SZMUEL EZMNIK
Date of Application and filing Complete Specification April 20, 1955.
No 11450/55.
A I/ Complete Specification Published Nov 6,1957.
Index at acceptance: -Class 4 A, A( 2 81: 2 H: 9), 32 (A: F: X).
International Classification: -C 23 b.
COMPLETE SPECIFICATION
Process of E Rlectrolysais of Anquseous l E Rertirolytes for Producing
Bromii^ e and l Rodine We, MAKHTSAVEI ISRAEL, an Israeli Body
Corporate, of Hakiria, Tel-Aviv, Israel, do hereby declare the
invention, for which we pray that a patent may be granted to us, annd
the method by which it is to be performed, to be particularly
described in and by the following statement: -
This invention relates to the electrolysis of aqueous electrolytes for
producing bromine or iodine by processes in which the products
obtained at the anode and cathode, respectively, tend to react with
one another chemically if they are allowed to mingle in the aqueous
medium.
Electrolytic processes in which none of the reaction products escapes
in gaseous form but the reaction products have to be separated from
one another in liquid form for the aforesaid reason, are hitherto
carried out in cells provided with diaphragms These cells are
relatively costly, and in their operation there arise problems of
corrosion and clogging A diaphragm-less cell, the so-called bell-jar
cell, is known for the manufacture of chlorine In this cell the
anolyte is separated from the catholyte by a neutral zone of the
electrolyte located below the anode The location nf the neutral zone
in the cell is not stable, as owing to the difference in the velocity
2. of migration of the hydrogen and hydroxyl ions, respectively, the zone
tends to be shifted towards the anode In order to counteract this
displacement the fresh brine is supplied to the cell from above into
the region of the anode above the neutral zone which is thereby kept
down The chlorine escapes as a gas through an outlet provided above
the anode.
This known cell cannot be used for the production of bromine or iodine
since, being heavier than water, these two elements would, at the
moment of their formation, sink down, pass the neutral zone and react
with the Na OR of the catholyte to form Na Br O and Na IO,
respectively.
lPrice _ It is a primary object of the invention to 45 provide a
continuous electrolytical process for aqueous electrolyte containing
bromine and iodine which can he carried out in a simple apparatus
without a diaphragm.
The invention has the further object of pro 50 viding a process for
the electrolysis of bromide or iodide solutions containing at least
two different cations of which one forms a watersoluble hydroxide and
the other one a waterinsoluble hydroxide, the process being so 55
directed as to produce the whole or a substantial part of the total
hydroxide in the form of said water-insoluble hydroxide and to allow
this to settle as a sediment in a part of the apparatus from which it
can be removed with 60 out interruption of the electrolysis In
particular, the invention provides a continuous electrolytical process
for the production of pure magnesium hydroxide from aqueous bromide or
iodide solutions in which magne 65 sium is only one of the cations.
The invention consists in a continuous process for the electrolysis of
aqueous bromide or iodide solutions substantially without formation of
gaseous products of electrolysis at the 70 anode and without
separation of the anolyte from the catholyte by a diaphragm, wherein a
stream of fresh electrolyte is fed immediately into the
electro-chemically neutral zone of the aqueous medium between the
anolvte and 75 ratholyte.
Preferably, the current is made to pass between electrodes disposed
mainly in the upper part of an electrolytic cell, both the anolyte and
catholyte are withdrawn from the 80 upper part of the cell and the
fresh electrolyte is fed into the electrochemically neutral zone below
the reach of the electrodes and the anolyte and catholyte drains and
is made to flow upwards so as to prevent the free halogen 85 formed by
the electrolysis from dropping into and through the neutral zone.
Where the electrolyte consists principally of 785,? 23 alkali bromide
or iodide, the product obtained at the cathode is alkali hydroxide
which tends to some extent to diffuse back into the neutral zone and
further into the anode space, thus diminishing the current efficiency
3. It has, therefore, been found to be advantageous to admix the
electrolyte with salts of metals whose hydroxides are insoluble or
difficultly soluble in water, such as magnesium or calcium Magnesium
salts happen to be present anyway in many natural brines or residual
industrial liquors which come into regard as sources for the
production of bromine or iodine, such as sea-water, the water of some
salt lakes such as the Dead Sea, or mother liquors remaining from the
manufacture of sodium chloride from sea-water, the manufacture of
carnallite from natural salt deposits or salt lakes, or the like Where
such liquors are subjected to electrolysis by the process according to
the invention, the principal products are bromine on the one hand and
a highly pure magnesium hydroxide on the other hand The purity of the
magnesium hydroxide thus obtained makes it even worthwhile to add
magnesium salt, e g chloride, to alkali halide electrolytes with the
main object of producing pure magnesium hydroxide.
Calcium hydroxide is more soluble in water than magnesium hydroxide,
and the current efficiency is, therefore, lower in the case of
precipitation of calcium hydroxide than in the case of magnesium
hydroxide.
Where the proces according to the invention serves for the preparation
of bromine, the rate of inflow of brine can be so regulated that the
anolyte is an aqueous bromine solution from which the bromine can be
recovered in any suitable way, e g by solvent extraction If the
bromine is liberated by secondary reaction of the bromides of the
brine with the chlorine set free from the chlorides of the brine by
electrolysis, the brine inflow should be so regulated that about 2 %
of the bromides remain undecomposed, in order to avoid the formation
of chlorine-bromine compounds.
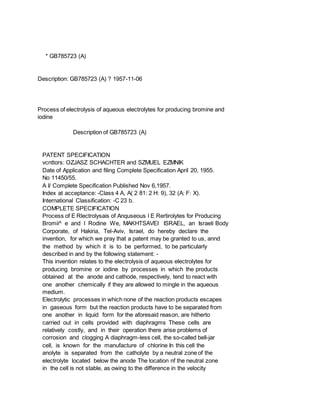
The accompanying drawings show diagrammatically in axial section two
cells for performing electrolytic processes according to the
invention.
Fig 1 shows a cell of small laboratory dimensions; Fig 2 illustrates a
cell designed for commercial use.
The cell according to Fig 1 consists essentially in an upright
U-shaped glass vessel 1.
The upright tube 2 of the vessel 1 is the anode space, the left-hand
tube 3 is the cathode space The tubes 2 and 3 are provided each with
overflows 4 which open into drains 5, 6, provided with cocks 7, 8,
respectively The upper ends of the drains merge into vents 9.
A feeding pipe 10 provided with cock 11 opens into the horizontal
bottom stretch of the vessel 1 substantially in the center thereof.
The " plus " signs in the anode space, and the " minus " signs in the
cathode space, indicate that the liquid in these spaces is not neutral
electrochemically, the p H being clearly below 7 in tube 2, and above
4. 7 in tube 3 The liquid 70 in the bottom stretch of the glass tube, in
which the supply pipe 10 opens, is electrolytically neutral, i e at a
p H of 7 or in the vicinity of 7 The approximate boundaries of this
neutral zone are indicated by dashed lines 75 The anode space contains
a graphite anode 12 which is a rod secured in an axially bored stopper
13 which tightly seals the tube 2 A current lead 14 is connected to
the top end of the anode 80 A cathode 15, e g an iron cylinder, is
disposed in the cathode space, being freely suspended from any
suitable support above the cell by means of the current lead wire 16.
Fresh electrolyte is supplied continually 85 through pipe 10, and
liquid flows out continually through both pipes 5 and 6 If, for
example, sea-water or salt pan brine is the electrolyte, the anolyte
flowing out through drain 5 is an aqueous solution of bromine, 90
possibly containing some iodine, while the catholyte flowing out
through the drain 6 contains alkali hydroxide Besides, magnesium
hydroxide separates in the tube 3 and gradually clogs the latter 95
This cell is destined for experimental or demonstration purposes only,
and it has been shown here merely because it illustrates the principle
of the present invention in an especially simple way 100 The
electrolytic cell illustrated in Fig 2 is designed for operation on a
commercial scale It comprises an upright cylindrical vessel 17 of
stainless steel made integral with a jacket 18 which is provided with
an inlet 19 and an out 105 let 20 for a coolant, e g water The
inclined bottom 21 of the vessel 17 supports the legs 23 of a
cup-shap;d receptacle 22 of stinless steel A cylindrical chamber 24,
also of:ainless steel and co-axial with the receptacle 22 110 and the
vessel 17, is disposed above the receptacle 22 and dips into the
latter, and an annular passage 25 between the receptacle 22 and
chamber 24 makes the interior of the chamber 24 (anode space)
communicate with 115 that of the vessel 17 (cathode space) The chamber
24 is secured, e g welded, to its lid 26 which is clamped between nuts
28 screwed on bolts 27 The latter are fixed to a cover 29 which rests
unconnectedly on the common 120 upper edge of the vessel 17 and jacket
18 and has in its middle a sleeve 30 for guiding the chamber 24 The
latter can be raised and lowered relative to the receptacle 22 by a
corresponding adjustment of the nuts 28, 125 whereby the length of the
passage 25 can be varied with a view to preventing the liquid
contained in the anode space from mingling with that contained in the
cathode space.
The lid 26 is provided with a tubular con 130 785,723 nection 31
co-axial with the chamber 24 A red-shaped anode 32, e g of graphite,
is fixed to a cap 34 which rests on the upper end of the tube 31 and
is insulated electrically from the latter The anode hangs down through
the tube 31 into the chamber 24 and ends substantially flush with the
5. bottom end of the chamber where it merges preferably with a disc 33 of
the same material as the remainder of the anode A current lead 35 is
connected to the cap 34 The tube 31 has a lateral extension 36 serving
as a vent for the anode space.
The annular cathode space between chamber 24 and the wall of vessel 17
contains a cylindrical cathode 37, e g of iron, which is fixed in any
suitable manner, e g suspended from a rod 38 which rises out of the
cathode chamber through an opening 39 in the cover 29 and serves also
as a current conductor.
A supply pipe 40 traverses from outside the jacket and cathode space
and penetrates into the receptacle 22 which contains the
electrochemically neutral portion of the liquid in the cell A
distribution head 41 may be provided at the downwards bent end of pipe
40.
The cell is provided with three outlets, namely, an anolyte overflow
42 comprising a vertical stretch within the anode space where its
upper end defines the high-level of the anolyte, which is located in
the upper part of the cell, while the lower part of the anolyte drain
passes outwards through the receptacle 22, the cathode space and the
jacket; a catholyte overflow 43 passing from the cathode space
outwards through the jacket substantially at the level of the upper
end of the anolyte overflow; and a sediment drain 44 connected to the
deepest region of the cathode space Control valves, which have not
been shown, will be provided for the supply pipe and all the drains.
The surfaces of the cell liable to become corroded by contact with the
products of the electrolysis specially the inner surface of the anode
space and the anolyte drain are preferably coated with a
corrosion-resistant matter, e.g a layer of baked-on
phenol-formaldehyde resin.
Owing to the fact that fresh electrolyte is fed into a zone below the
reach of both electrodes and has to flow upwards in the cell, neither
the free halogen formed in the anode space nor the metal hydroxides
forming in the cathode space can drop into the neutral zone whose
position within the cell thus remains stable This stability of the
neutral zone is also enhanced by the fact that both the anolyte and
catholyte are drained from the upper part of the cell.
The invention is illustrated by the following examples to which it is,
of course, not limited.
In all these examples, a cell of the kind illustrated in Fig 2, may be
used, but the dimensions of the cell and the input of electrolyte and
output of anolyte and catholyte are described on a small laboratory
scale For the figures given in the examples, a cell with a capacity of
250 ml of total liquid is sufficient.
Enlargement of the cell to dimensions suitable for the commercial
6. performance of the 70 process will entail a correspondingly larger
input and output, but no alternation in principle.
Ex AMPLE 1 An electrolyte, being an aqueous solution 75 containing per
liter:gms.
Mg GI, 330 Ca C 12 110 Mg Br, 13 8 80 Na Cl 10 KCI 10 is fed to the
cell through the pipe 40 at a rate of 0 160 liters per hour The
current is 0 5 amp, the voltage 4 volt, the temperature is 85
maintained at 20-30 C by the circulation of water through the jacket
18 The anolyte is withdrawn at a rate of 0 126 liters per hour, and
catholyte at a rate of 0 034 liters per hour.
During the electrolysis, magnesium 90 hydroxide precipitates, and
owing to the slope of the bottom 21, the sediment collects in the
deepest zone of the cell from which it can be removed from time to
time by opening the valve controlling the drain 44 The magnesium 95
hydroxide thus withdrawn has, after washing with water, a degree of
purity of 99 5 % and above.
The total quantity of 0 756 liter of anolyte withdrawn during 6 hours
is shaken in a 100 separating funnel with 30 ml of ethylene dibromide,
and the layers are separated The solvent layer contains bromine in a
concentration of 135 gms per liter whereas the bromine concentration
of the aqueous liquor has 105 dropped 4 8 gms per liter The extraction
is repeated twice each time with 30 ml of ethylene dibromide and again
twice with 15 ml.
each of ethylene dibromide.
About 8 3 gms of bromine, viz 98 % of 110 the total bromine produced,
can be recovered from the combined extracts.
At the end of the same period the total weight of the magnesium
hydroxide precipitate is 2 76 gms 115 The anodic current efficiency is
93 %, the cathodic current efficiency 85 %.
EXAMPLE 2
The electrolyte is composed as follows:gms /ltr 120 Mg CL, 130 Ca CI,
38 Mg Br 4 6 Na CI 80 KC 1 11 125 The other data are as in Example 1,
but the rate of feed of the electrolyte is 0 500 litres per hour, the
anolyte withdrawal is 0 370 litres per hour, the catholyte withdrawal
0 130 litres per hour Yield after 6 hours: 8 5 grns of bromine, 2 76
gins, of Mg(OH)2 The anodic current efficiency is 95 %, the cathodic
current efficiency 85 %.
EXAMPLE 3
The electrolyte is composed as follows:gms /ltr.
Na Cl 100 K Br 149 K 2 Cr O 4 2 The other data are as in Example 1,
but the rate of feed of the electrolyte is O 150 litres per hour, the
anolyte withdrawal is 0 080 liter per hour, and the catholyte
withdrawal 0 070 liters With an anode current efficiency of %, a total
amount of 4 0 gms of bromine is obtained from 0 480 litres of anolyte
7. after 6 hours.
EXAMPLE 4
The electrolyte is composed as follows:gms /ltr.
Na CI 100 Mg Cl, 50 K Br 10 The other data are as in Example 1, but
the rate of feed of electrolyte is 0 174 litres per hour, the anolyte
withdrawal is 0 154 liters per hour, and the catholyte withdrawal is
0.020 liters per hour The current efficiency is '0 % at the anode and
80 % the cathode.
After 6 hours, 7 1 gms of bromine can be recovered from 0 924 liters
of anolyte, while the weight of magnesium hydroxide precipitate after
6 hours is 2 6 gmns.
EXAMPLE 5
The electrolyte is composed as follows: gms /ltr.
Na CI 100 Ca Ci 2 100 K Br 10 The remaining data are as in Example 1,
but the rate of feed of electrolye is 0 150 liters per hour, the
anolyte withdrawal is 0 108 liters per hour, and the catholyte
withdrawal is 0 042 liters per hour.
After 6 hours, 5 4 gms of bromine can be recovered from 0 648 literis
of anolyte withdrawn The anodic current efficiency is 60 %.
EXAMPLE 6
The electrolyte is composed as follows:gms /ltr.
Na Cl 100 Mg C 12 50 KI 1 The remaining data are as in Example 1, but
the rate of feed of electrolyte is 2 442 litres per hour, the anolyte
withdrawal is 1642 liters per hour, and the catholyte withdrawal is
0.800 liters per hour At the end of 6 hours, 7 4 gms of iodine can be
recovered from 9852 liters of anolyte withdrawn Recoverey can be
effected by solvent extraction in a manner similar to that applied for
the recovery of bromine (see Example 1) The anodic current efficiency
is 52 %.
EXAMPLE 7
End-brine from evaporation pans of ocean water was used as electrolyte
A partial analysis showed the following composition per liter:gms.
Cat+ 0 02 Mg++ 46 8 Cl 200 7 Br. 2 1 75 The brine, like ocean water in
general, has a p H above 7 An addition of acid is therefore required
in order to prevent the formation of hypobromite The acid may be added
either to the incoming electrolyte or to the anolyte after 80
electrolysis If sulphuric acid is used, an addition of 0 85 gins per
liter of the above brine is sufficient The other data are as in
Example 1 but the rate of feed of the electrolyte is O 50 liters per
hour, the anolyte withdrawal is 0 750 85 liters per hour, the
catholyte withdrawal 005 liter per hour The total yield after 7 hours
is 5.25 liters of anolyte containing 1 9 gms of bromine per liter, and
0 35 liter of catholyte containing magnesium hydroxide The quan 90
tity of bromine obtained corresponds to a current yield of 95 %.
8. * Sitemap
* Accessibility
* Legal notice
* Terms of use
* Last updated: 08.04.2015
* Worldwide Database
* 5.8.23.4; 93p
* GB785724 (A)
Description: GB785724 (A) ? 1957-11-06
New cyclic alkanediol esters of alkyl boronic acid and motor fuels
containing these esters
Description of GB785724 (A)
Translate this text into Tooltip
[75][(1)__Select language]
Translate this text into
The EPO does not accept any responsibility for the accuracy of data
and information originating from other authorities than the EPO; in
particular, the EPO does not guarantee that they are complete,
up-to-date or fit for specific purposes.
PATENT SPECIFICATION
Invenor: SAMUEL M DARLING -LJULV vl ripiiint q No 16220/55.
Complete Speci 7 tion and filing Complete Specification: June 6, 1955.
fication Published: Nov 6, 1957.
Index at acceptance:-Classes 2 ( 3), B 4 (F: H); and 91, Gl AL.
International Classification:-CO 7 d C 10 g.
COMPLETE SPECIFICATION
New Cyclic Alkanediol Esters of Alkyl Boronic Acid and Motor Fuels
containing these Esters We, THE STANDARD OIL COMPANY, a Company
incorporated under the laws of the State of Ohio, United States of
America, of Midland Building, Cleveland 15, Ohio, United States of
America, do hereby declare the invention, for which we pray that a
patent may be granted to us, and the method by which it is to be
9. performed, to be particularly described in and by the following
statement:The present invention relates to cyclic alkanediol esters of
alkyl boronic acids and to a liquid hydrocarbon motor fuel containing
minor amounts of one or more of said esters.
It is well known that the performance of an internal combustion engine
is deleteriously affected during operation by the formation of
deposits in the combustion zone and on the piston skirt and the piston
rings.
The deposits formed in the combustion zone, particularly on the piston
head and the exhaust valves, appear to have the most immediate effects
upon engine performance in that their presence requires a fuel having
a higher octane rating in order not to knock, than is required by a
new or clean engine.
This means, in other words, that the octane value of a fuel required
by an engine containing deposits in the combustion zone in order not
to knock (referred to hereinafter as "octane requirement") is higher
than the octane requirement of a clean engine For example, a clean
engine which requires a gasoline having an octane rating of 60 in
order not to knock is said to have an octane requirement of 60 If the
same engine, when dirty, i e, with deposits in the combustion chamber,
requires a gasoline having an octane rating of 75 in order not to
knock, such an engine is said to have an octane requirement of 75, or
an "octane requirement increase" of 15 If a clean engine starts to get
dirtv, the octane requirement rises with continued use Finally there
is no more octane requirement increase with continued use and
apparently the engine has then become as dirty as lPrice 3 s 6 d l it
is ever going to be with continued use or, if it becomes dirtier after
a certain point, it does not require a gasoline of greater octane
value in order not to knock.
It has previously been found, for example, that the weight of material
deposited upon the top or head of the piston reaches a maximum in a
single cylinder F-4 engine after approximately 20 hours of operation
and that thereafter it decreases slightly, possibly due to a flaking
action, until it levels off after about 40 hours of operation It has
also been found that the weight of the material deposited upon the
exhaust valves reaches a maximum in the same engine after about 30
hours of operation and thereafter it decreases slightly and levels off
after about 40 hours of operation The fact that the weight of deposits
in the combustion zone first reaches a maximum value and then levels
off to a somewhat lower value while the octane requirement levels off
at the maximum value is believed to disprove the formerly accepted
theory that the octane requirement of an engine is proportional to the
weight of deposits in the combustion chamber.
The undesirable effects of the deposits in the combustion chamber is
10. further aggravated when tetraethyl lead is contained in the fuel
because these deposits then are no' longer primarily carbonaceous but
contain appreciable quantities of lead Accordingly, it has been found
that the total weight of deposits formed in the combustion zone is
appreciably greater when using a leaded fuel than when using a
non-leaded fuel The octane requirement increase of an engine operating
on leaded fuel, however, is not in proportion to the difference in
deposit weights From this it is concluded that the octane requirement
increase of an engine is determined not so much by the quantity of
material deposited as by its presence and character.
It has also previously been found that the increase in octane
requirement resulting from the formation of engine deposits is not
attributable to a decrease in the thermal conductivity 785724 M-lt ^r
Azhhl, 2 785,724 of the surfaces enclosing the combustion zone.
Since it has been found that the octane requirement increase of an
engine is not determined solely by the quantity of material deposited
in the combustion zone and that it is not due to a decrease in the
thermal conductivity of the surfaces enclosing said zone, it is
believed that it is due to a catalytic action wherein the deposits in
the combustion zone act as catalysts to accelerate the oxidation of
petroleum hydrocarbons It has, therefore, been suggested that the
proper approach to the problem of reducing the octane demand increase
of an engine is that of adding to the fuel a substance having an
anti-catalytic effect, or, in other words, the effect of suppressing
or inhibiting the catalyst properties of the deposits formed,
especially the troublesome leadcontaining deposits.
In accordance with the aforesaid suggestion it has previously been
proposed to add minor amounts of boron in the form of soluble or
dispersible boron compounds to the liquid hydrocarbon fuels used in
internal combustion engines Among the compounds previously proposed
for such purposes are the tri-alkyl borates and the tri-alkyl borines,
e g, tri-amyl borine and tri-isobutyl borate Such compounds have been
shown to be effective in achieving the desired goal, but their use has
been limited to some extent by various deficiencies which generally
stem from their susceptibility to oxidation or to hydrolysis by water.
In accordance with the present invention, it has been discovered that
cyclic di-esters of alkanediols having from 2 to 8 carbon atoms and of
a Lkyl boronic acids having from 6 to 10 carbon atoms are surprisingly
stable even in the presence of water, are soluble in liquid
hydrocarbon motor fuel, and, when added to such a motor fuel, provide
a fuel which is capable of preventing substantial increase in the
octane requirement of an engine on prolonged operation.
Similar compounds not mentioned within the present invention are
considerably less resistant to hydrolysis Thus when the tests whose
11. results are set out in Table II were carried out on the ester made
from n-butyl boronic acid and 2,5-hexanediol the hydrolysis in
iso-octane was 86 01 % and in gasolene 70.7 % and in the case of the
ester made from t-butyl boronic acid and propylene glycol the
hydrolysis in iso-octane was 37 5 %, and in gasoline 42 6 % Thus it
will be seen that when compounds made from the same diol are compared
those according to the present invention are superior to those not
included within the present invention.
The alkanediol cyclic diesters of alkyl boronic acids which form part
of the present invention are prepared by reacting an alkanediol having
from 2 to 8 carbon atoms with an alkyl boronic acid having from 6 to
10 carbon atoms While the mechanism of the reaction has not been
ascertained with certainty, it is believed that the reactants combine,
mol for mol, with the elimination of two molecules of water to form a
cyclic compound as illustrated by the following equation:
R-B(OH), + HO-R'-OHR-B R' wherein R represents an alkyl radical of 6
to carbon atoms, and R' represents an alkylene radical of from 2 to 8
carbon atoms, 75 preferably a radical of 4 to 8 carbon atoms on which
the OH groups are substituted on adjacent carbon atoms or on carbon
atoms separated by only one carbon atom.
The motor fuel of the invention comprises 80 a liquid hydrocarbon
motor fuel which may be either leaded or unleaded and which contains
an ester of the above description in an amount sufficient to diminish
the octane requirement increase of an internal combustion 85 engine
operated on the fuel.
The amount of additive to be contained in the fuel is generally very
small and is conveniently measured in terms of the amount of boron
added to the fuel For most purposes, 90 we have found that the amount
of additive should be such that the fuel will contain between about 0
0002 and about 0 02 ' by weight of boron Amounts within the range of
about 0 001 to 0 01 % are preferred Reference 95 in this application
to boron concentration is intended to refer to the amount of boron in
the alkyl boronic acid as a component thereof and not to an amount of
boron in its elemental state 100 It is to be emphasized at this point
that the boron additives described herein, when added to a motor fuel,
are not anti-knock agents in the sense that they increase the octane
rating of a fuel as is done by the addition of tetraethyl 105 lead or
other known anti-knock agents.
In the method of the invention, the optimum results are achieved when
operating an initially clean engine but the method also has a gradual
beneficial effect in operating a 110 dirty engine Cleaning of the
engine, when desirable, may be accomplished by any of several known
techniques such as by disassembly and scraping.
In the preparation of alkanediol cyclic di 115 esters of alkyl boronic
12. acids of the invention, the preferred procedure comprises refluxing
approximately equimolecular quantities of the appropriate alkanediol
and alkyl boronic acids in an inert reaction medium such as an 120
aromatic hydrocarbon, e g, benzene During the reaction, the water is
collected in an azeotropic trap The preparation of typical alkyl
boronic acids which may be utilized as reactants in this process is
described in our co 125 785,724 temperature below 750 C The residue
was then placed under vacuum and nitrogen was bubbled through for 15
minutes A light yellow fluid was obtained, a few white crystals
remaining in the flask The weight of crystals plus fluid was 37 6 g
and the weight of fluid, after filtration, was 36 4 g This amounted to
95.3 % of the theoretical yield The product analyzed as follows:
Found Theory pending Application No 16219/55 (Serial No 773,169) The
time of the reaction is generally a few hours; in most cases from 5 to
6 hours are sufficient.
The following Examples further illustrate the invention Parts and
percentages are by weight unless otherwise specified.
EXAMPLE 1
A reaction vessel was equipped with a reflux condenser and azeotropic
trap Into the vessel there was placed 26 8 g of n-octyl boronic acid,
20 g ( 0 1692 mol) of 2-methyl2,4-pentanediol and approximately 200 il
of benzene The mixture was heated and allowed to reflux for about 6
hours, water being collected during the reaction in the azeotropic
trap The amount of water so collected was 7 ml, the theoretical amount
being 5 8 nil.
At the end of the reflux period, the benzene solution was washed five
times with 100 ml.
portions of water and the benzene was then stripped off by simple
distillation keeping the Molecular Weight % Boron Density Refractive
Index Boiling Point ( O C) 239,240 240 2 4.15, 4 37 4 50 0.8644 1.4309
( 2-3 mm) EXAMPLES 2 TO 10 Several other esters were prepared by the
procedure of Example 1 The following table shows the reactants and
mols thereof utilized in each preparation:
TABLE I
Example
No.
Boronic Acid n-hexyl n-hexyl n-hexyl n-hexyl n-hexyl n-hexyl n-octyl
n-octyl n-octyl Diol 2,5-hexanediol 2,3-dimethyl-2,3-butane diol
2-methyl-2,4-pentanediol 2,2-diethyl propanediol propylene glycol
ethylene glycol 2,5-hexanediol 2,3-dimethyl-2,3-butanediol 2,2-diethyl
propanediol Mols Diol Mols Acid 0.015 0.011 0.016 0.011 0.015 0.011
0.015 0.011 0.0029 0.0029 0.0029 0.0029 0.014 0.011 0.014 0.011 0.014
0.011 785,724 EXAMPL Es 11 To 20.
Each of the esters prepared in Examples 1 to 10 was added to
13. iso-octane and to a conventional leaded gasoline in an amount to
provide a concentration of 0 004 % boron in each fuel All the fuels
were then examined or tested to determine the resistance to hydrolysis
by water of the additive contained therein In this test, 900 ml of
each motor fuel was placed over the 100 nil of distilled water and
allowed to stand in the dark for 144 hours.
At the end of this time, the water layer was analyzed for boron
content and this value was then subtracted from the amount of boron
originally present in the fuel to determine the amount of boron
remaining in the fuel The results in the hydrolysis test are reported
in terms of per cent of boron remaining in the fuel compared with the
amount originally present.
The following table gives the results of the hydrolysis tests:
TABLE II.
% Hydrolysis in Iso-octane 0.18 14.67 1.0 0.91 1.08 8.77 15.91 0.31
0.18 0.18 ' Hydrolysis in Gasoline.
0.26 10.77 1.05 0.91 1.12 10.71 20.45 0.90 0.25 0.29 The results in
the table show that the motor fuels of the invention are in general
remarkably resistant to hydrolysis in iso-octane and gasoline In view
of the known efficacy of boron in preventing octane requirement
increase, it is thus indicated that such motor fuels will operate
efficiently in minimizing octane requirement increase even in the
presence of water It is also evident that the optimum results are
obtained when the glycol from which the additive is prepared contains
at least 4 carbon atoms and the OH groups are substituted on adjacent
carbons or on carbons separated by only one other carbon atom.
It is to be understood that the liquid hydrocarbon motor fuel of this
invention may be any one of those ordinarily used for internal
combustion engines and may contain other ingredients and additives
such as antioxidants, gum inhibitors, solvent oils, upper cylinder
lubricants, dyes and perfumes ordinarily added to motor fuels The
presence of these additives and the amounts normally used does not
alter the effect of the additive.
Further, it is not intended that the scope of the invention be limited
by any theory advanced to explain the action of the additive disclosed
as effective in reducing the increase in the octane requirement of an
internal combustion engine.
Specification No 722537 describes and claims a liquid fuel for
internal combustion engines containing dissolved in the liquid fuel an
alkyl or cycloalkyl ester of boric acid or of a boronic or borinic
acid, said ester containing at least one group of not less than five
carbon atoms and containing no group of more than twenty carbon atoms
Among the esters mentioned are cyclic esters of alkyl boronic acids
derived from dihydric alcohols, e.g 2 4-pentane diol methyl boronate
14. and hexylene glycol n-butyl boronate.
* Sitemap
* Accessibility
* Legal notice
* Terms of use
* Last updated: 08.04.2015
* Worldwide Database
* 5.8.23.4; 93p
* GB785725 (A)
Description: GB785725 (A) ? 1957-11-06
Improvements in or relating to the production of hair dyes
Description of GB785725 (A)
A high quality text as facsimile in your desired language may be available
amongst the following family members:
CH334157 (A) FR1113505 (A)
CH334157 (A) FR1113505 (A) less
Translate this text into Tooltip
[80][(1)__Select language]
Translate this text into
The EPO does not accept any responsibility for the accuracy of data
and information originating from other authorities than the EPO; in
particular, the EPO does not guarantee that they are complete,
up-to-date or fit for specific purposes.
COMPLETE SPECIFICATION
Improvements in or relating to the Production of Hair Dyes
We, SOCIETE MONSAVON -L'OREALJ a
French Body Corporate, of 14, Rue Royale,
Paris 8 , France, do hereby declare the invention, for which we pray
that a patent may be granted to us, and the method by which it is to
be performed, to be particularly described in and by the following
15. statement:
The present invention relates to the preparation of hair dyes and it
is an object of the invention to produce dyes which may be applied
directly to the hair at normal room temperatures.
By the term "anionic dyestuff" used herein is meant dyestuffs which
contain a functionally acid group such as a carboxylic acid, sulphonic
acid or phenolic hydroxy group.
It is known that many anionic dyestuffs employed for dyeing textile
fibres, more especially animal fibres, may be precipitated from their
aqueous solutions by adding a molecularly equivalent quantity of basic
substanc-s such as substituted guanidines, aminopyrazolones and
dicyclohemylamine. The new dyestuffs thus obtained are very frequently
sufficinetly soluble in organic solvents to be suitable for use in the
colouring of varnishes.
It is also known that live hair can be dyed at room temperatures by
means of the anionic dyestuffs usually employed for dyeing textile and
animal fibres, provided that the hair has previously been impregnated
with solutions of products known in e textile industry as " active
cation " products. This process enables the hair to be dyed but the
dyes are only fixed on the surface, because the dyestuff in contact
with the fibre impregnated with active-cation product is immediately
precipitated on the surface so that the colour obtained is only
moderately resistant to friction and to moisture. Furthermore, the
operation must be carried out in two stages.
It has now been found possible to dye hair directly at room
temperatures in a single operation and with a lasting effect by
imprecgnat- ing the hair with a composition containing an anionic
dyestuff resulting from the coupling of a diazo compound of an amine
of the benzene series with a 2-naphthaleno 8-phenylamino
6-hydroxysulphonic acid (hereinafter referred to as phenyl gamma
acid), an activecation product in equimolecular proportion to the
anionic dyestuff so as to neutralise the latter, a non-ionic
solubilising agent in just sufficient quantity to permit of bringing
the anion-cation complex formed into solution in water for the purpose
of promoting the penetration of the dye into the hair.
Further investigation has shown that the process of preparing a dye
from the aforesaid anionic dyestuffs derived from phenyl gamma acid
may be generally applied to anionic dye- stuffs.
According to the present invention, theve- fore, a process for the
production of a hair dye suitable for direct dyeing of hair at room
temperatures comprises combining equimolecular amounts of an anionic
dyestuff of the type herein describ > d and a cation-active compound
containing at least 6 carbon atoms whereby a dyeing, anion-cation
complex is obtained, and water-solubilising said complex by means of a
16. quantity of a solubilising agent which is just sufiicient for the
purpose and which leaves the molecular anion-cation balance
substantially unchanged.
The organic base chosen may with advantage be one in which the
nitrogen is either trivalent (amine having high molecular weight) or
pentavalent (product containing quaternary ammonium). Thus, the
molecule of the organic base may be characterised by a lipophilic
chain containing inter alia, for example, from 12 to 14 carbon atoms
attached to a hydrophilic amine chain.
The non-ionic solvents which may be employed as solubilising agents
include, more especially, the alcohols and the products of the
condensation of ethylene oxide with alcohols, phenols, or naphthols.
In a modified embodiment of the process according to the invention,
the quantity of solubilising agent (non-ionic solvent) added may be
reduced or even omitted by attaching certain solubilising groups to
the organic base so that the latter simultaneously performs the
function of a solubilising agent with respect to the dyestuff complex
and of a neutralising agent for the anionic dyestuff when forming the
complex.
For example, ethylene oxide may be conK densed with the organic base.
The number of ethylene oxide molecules to be condensed depends upon
the dyestuff employed.
Furthermore, it is desirable in accordance with the invention to
adjust the pH value of the dyeing solution by the addition of an
organic acid (e.g. lactic add) to bring the pH value lower than 7.
Examples of compositions according to the invention will hereinafter
be given, these examples not being intended to limit the possible
applications of the invention. It should be noted that in all the
examples the pH value is preferably between 4.5 and 5.5.
For the sake of simplicity, in all the following examples, the anionic
dyestuff will be referred to as the "anion" and the organic base
associated therewith as the "cation".
A-Azo DYESTUFFS
EXAMPLE 1
A dye is prepared by solubilising the following insoluble anion-cation
complex:
g.
Anion: Dyestuff known under
the name "Bleu chlor
antine lumiere GLL" 2
Cation: Product known under
the Registered Trade
Mark "Lissolamine A"
(assumed to be octa
17. decylpyridinium bro
mide) - - - - 0.5
with the product known under the
name
Cemulsol 132" (product of
condensation of a compound
containing - a naphthalenic
nucleus with ethylene oxide) 1.1
Lactic acid - - - - - 2.5
Water up to - - - - - 100
A light the tint is obtained on natural white hair.
EXAMPLE 2
A dye is prepared by solubilising the following insoluble anion-cation
complex:
g.
Anion: Dyestuff known --under
the name "Noir diazol
E" - - - - - 2
Cation: Ester of fatty acid from
copra and diethylethan
olamine previously con
densed with 4.5 mol. of
ethylene oxide - - 1.1
with
"Cemulsol 132" - - - - 2.5
Lactic acid - - - - - 2.5
Water up to - - - - - 100
A rather distinguished grey-black is obtained on natural white hair.
EXAMPLE 3
A dye is prepared with the following soluble anion-cation complex:
g.
Anion: Dyestuff known under
the name "Noir diazol
E" - - - - - 2
Cation: Ester of fatty acid from
copra and diethylethan
olamine previously con
densed with 12 mol. of
ethylene oxide 2.5
Lactic acid - - - - - 2.5
Water up to - - - - - 100
In the above example, the condensation of a sufficient number of
ethylene oxide molecules on the cation ensures complete water-
solubilisation of the anion-cation complex and obviates the necessity
18. for using a special solubilising agent such as Cimulsol 132.
EXAMPLE 4
A dye is prepared by solubilising the following insoluble anion-cation
complex:
g.
Anion: Dyestuff known under
the name "Rouge Kiton
6 B" - - - - 2
Cation: Ester of fatty acid from
copra and diethylethan
olamine previously con
densed with 4.5 mol. of
ethylene oxide - - 1.7
with
"Cemulsol 132" - - - - 1.9
Acetic acid - - - - - 1.7
Water up to - - - - - 100
A pinkish auburn tint is obtained on natural white or light-blond
hair.
EXAMPLE 5
A dye is prepared by solubilising the following anion-cation complex:
g.
Anion: Dyestuff obtained by the
coupling of the diazo
compound of p-nitro-o
anisidine with phenyl
gamma acid in an alka
line medium - - - 2
Cation: Lactate of the esters of
fatty acids from copra
and diethanolamine
previously condensed
with 4.5 mol. of ethyl
ene oxide - - - 1.8
" Cemulsol 132" - - - - 3.9
Lactic acid - - - - - 8
Water up to - - - - - 100
This dye imparts a violet-grey tone to live hair in the cold or at a
temperature below 40 C.
EXAMPLE 6
A dye is prepared by solubilising the following anion-cation complex:
g.
Anion: Dyestuff obtained by
coupling the diazo com
19. pound of meta-amino
sulphanilide with phenyl
gamma acid in alkaline
medium - - - - 0.8
Cation: Product known under
the name "Lissolamine
A" (octadecylpyridi
nium bromide) - - 1
" Cemulsol 132" - - - - 9
Lactic acid - - - - - 7
Water up to - - - - - 100
This dye imparts a light reddish-brown tone to live hair in the cold
or at a temperature below 40 C.
B-AZINE DYESTUFFS
EXAMPLE 7
A dye is prepared by solubilising the following anion-cation complex:
g.
Anion: Dyestuff known under
the proprietary name
"Induline B (water
soluble)" (one brand
of No. 861 of Colour
Index) - - - - 2
Cation: Product known under
the name "Lissolamine
A" (octadecylpyridi
nium bromide) - - 1.3
with
"Cemulsol 132" - - - - 4.75
Lactic acid - - - - - 2.5
Water up to - - - - - 100
A bluish grey is obtained on natural white hair.
EXAMPLE 8
A dye is prepared by solubilising the following anion-cation complex:
g.
Anion: Dyestuff known under
the proprietary name
" Induline RAL"
(another brand of No.
861 of Colour Index)- 2
Cation: Ester of fatty acid from
copra and diethylethan
olamine previously con
densed with 4.5 mole
20. cules of ethylene oxide 2.65
with
" Cemulsol 132" - - - - 4.25
Lactic acid - - - - - 2.5
Water up to - - - - - 100
An azure blue lustre is obtained on blond and brown hair.
EXAMPLE 9
A dye is prepared by solubilising the following anion-cation complex:
g.
Anion: Dyestuff known under
the proprietary name
Nigrosine L F M
(water-soluble)" (one
brand of the water
soluble Nigrosines men
tioned under No. 865
of Colour Index) - - 2
Cation: Product known under
name " Lissolamine
A" (octadecylpyridi
nium bromide) - - 1.2
with
"Cemulsol 132" - - - - 3.25
Lactic acid - - - - - 2.50
Water up to - - - - - 100
A bluish-grey tint is obtained on white hair.
CDYESTUFFS DERIVED FROM
XANTHENE
EXAMPLE 10
A dye is prepared by solubilising the following anion-cation complex:
g.
Anion: Product known under
the naem "Rouge Kiton
Brilliant B" - - - 2
Cation: Product known under
the name "Lissolamine
A" - - - - - 0.4
"Cemulsol 132" - - - - 0.5
Lactic acid - - - - - 2.5
Water up to - - - - - 100
A pinkish-auburn tint is obtained on all hair.
A thickening agent of known type may be incorporated in a dye
according to the invention, notably in order to facilitate the
application thereof to live hair, but this thickening agent must be so
21. chosen as not to modify the ionisation equilibrium of this dye. The
said thickening agent may be either gelatin or a product of
condensation of ethylene oxide with an aliphatic alcohol. In the
latter case, the condensed ethylene oxide may act as a solubilising
agent for the equimolecular anion-cation complex, that is to say, it
may render unnecessary the use of a non-ionic product such as
"Cemulsol 132" indicated in the foregoing examples.
The dye then takes the form of a jelly, a paste or a cream.
EXAMPLE 11
A cream dye is prepared by solubilising the following anion-cation
complex:
g.
Anion: Product known under
the name "Noir diazol
BH" - - - - 2
Cation: Product knotvn under
the name "Lissolamine
A" (octadecylpyridi
nium bxomide) - - 0.7
with
Hydroxyethylene cetyl alcohol - 15
Lactic acid - - - - - 5
Distilled water up to - - - 100
A cream is obtained in which the hydroxyethylene cetyl alcohol acts
both as solubilising agent for the anion-cation complex and as a
thickening agent in the cream obtained.
This cream gives a somewhat distinguished grey-black on live hair at a
temperature below 30 C.
EXAMPLE 12
A dye is prepared in the form of a gel by solubilising the following
anioncation complex:
g.
Anion: Product known under
the name " Violet chlor
antine 5 BLL" - - 2
Cation: Product known under
the Registered Trade
Mark " Lissolamine
A" (octadecylpyridi
nium bromide) - - 0.25
with
"Cemulsol 132" - - - - 5.9
Lactic acid - - - - - 2.5
Gelatin 8
22. Water up to - - - - - 100
The dye takes the form of a jelly and imparts a rather distinguished
violet-lilac tint to hair at a temperature below 30 C.
It will be understood that the solubilisation of the anioncation dye
complex may be effected either by adding a non-ionic solubilising
agent or by using a product resulting from the condensation of
ethylene oxide on the cation neutralising the anionic dyestuff, or
again by a combination of these two methods.
What we claim is: -
1. A process for the production of a hairdye suitable for direct
dyeing of hair at room temperature which comprises combining
equimolecular amounts of an anionic dyestuff of the type reran
described and a cation-active compound containing at least 6 carbon
atoms whereby a dyeing, anion-cation complex is obtained, and
water-solubilising said complex by means of a quantity of a
solubilising agent which is just sufficient for the purpose and which
leaves the molecular anion-cation balance substantially unchanged.
2. A process according to Claim 1 wherein said anionic dyestuff is
that obtained by coupling the diazonium salt of an aromatic amine of
the benzene series with 2-phenylamino-8- naphthol-6-sulphonic acid.
3. A process according to Claim 1 wherein said solubilising agent is a
water-miscible alcohol.
4. A process according to Claim 1 wherein said solubilising agent is a
water-miscible condensauion product of a lower alkylene oxide with an
alcohol or a phenol.
5. A process according to Claim 1 wherein said solubilising agent is
first reacted with the cation-active compound to form a cationactive
derivative which forms with the anionic dyestuff a water-soluble
anion-cation complex.
6. A process according to Claim 1 wherein said cation-active compound
is a nitrogeneous base with a lipophilic chain of 12 to 14 carbon
atoms which is bound to the hydrophilic residue of an amine or a
quaternary ammonium base.
7. A process as claimed in any one of the preceding claims, wherein
the dyeing solution is acidified with an organic acid (for example,
lactic acid) to bring the pH to a value below 7 (for example 4.5 to
5.5).
8. A process for the production of a hair dye substantially as
described with reference to any one of the specific examples herein.
9. A hair dye when prepared by the process claimed in any one of the
preceding
* Sitemap
* Accessibility
23. * Legal notice
* Terms of use
* Last updated: 08.04.2015
* Worldwide Database
* 5.8.23.4; 93p
* GB785726 (A)
Description: GB785726 (A) ? 1957-11-06
Improvements in or relating to foundry core materials
Description of GB785726 (A)
Translate this text into Tooltip
[75][(1)__Select language]
Translate this text into
The EPO does not accept any responsibility for the accuracy of data
and information originating from other authorities than the EPO; in
particular, the EPO does not guarantee that they are complete,
up-to-date or fit for specific purposes.
PATENT SPECIFICATION
Inventor: ERIC PARKES Date of filing Complete Specification May 22,
1956.
Application Date June 15, 1955.
785,726 No 17262/55.
Complete Specification Published Nov 6, 1957.
Index at Acceptance: -Class 83 ( 1), F 6 BX.
International Classification: -B 22 c.
COMPLETE SPECIFICATION
Improvements in or relating to Foundry Core Materials We, THE FORDATH
ENGINEERING COMPANY LIMITED, a British company of Hamblet Works,
Albion Road, West Bromwich, in the County of Stafford, do hereby
declare the invention, for which we pray that a patent may be granted
to us, and the method by which it is to be performed, to be
particularly described in and by the following statement: -
This invention relates to the manufacture of cores for use in the
foundry industry and is particularly applicable in connection with
24. cores which are of a large size, or which have substantial projections
and/or overhang.
It has heretofore been the practice when making such cores to use a
high green strength sand but this gives rise to difficulties in
filling the core box as such a sand contains a high percentage of clay
and when the sand and oil binder are mixed together they form a moist,
dough like material which is difficult to ram into the core box
Furthermore, although a high green strength sand is used, it is still
necessary to provide reinforcing and supporting members.
Accordingly, it has become the practice recently to use for the
formation of such cores a special core binder which incorporates an
accelerator which assists in polymerisation so that the core will set
in its box at room temperatures so that the core can be removed from
the box without deformation.
The object of the present invention is to provide an improved core
binder incorporating an accelerator as described above.
According to the present invention we provide a core forming material
comprising 1 5 to 2.5 per cent by weight of the whole of a suitable
oil binder 0 02 to 0 20 per cent by weight of the whole of calcium
hypochlorite, the remainder of the mix comprising a cold dry sand of a
suitable grain size.
Due to the fact that calcium hypochlorite is slightly deliquescent it
has been found advisable to mix the calcium hypochlorite with a
proportion of any fine chemically inert powder, such as silica flour,
so as to ensure that the calcium hypochlorite is present in the form
of a free flowing powder This proportion may range from 25 to 75 per
cent by weight of the quantity of calcium hypochlorite present.
In carrying out our invention the sand, whose grain size will be
chosen in accordance with the finish which it is desired to provide on
the casting, is placed in a suitable mixing machine and the calcium
hypochlorite, together with the inert powder, is added The proportion
of the mixture of calcium hypochlorite and inert powder used is
between 0 02 and 0.20 per cent by wight of the total mix and to these
materials is added the oil binder which constitutes 1 5 to 2 5 per
cent by weight of the total mix The quantity of oil binder used will
depend firstly upon the grain size of the sand and secondly upon the
setting time required when the mix has been placed in the core box.
Similarly the exact quantity of calcium hypochlorite used will be
directly proportional to the quantity of the oil binder used and to
the rate of hardening desired.
These constituents are mixed together in the mixing vessel for a
period of some five minutes and the resultant mix is a free flowing
sand which can readily be rammed into the core box.
The use of calcium hypochlorite as an accelerator has certain
25. advantages over accelerators which have previously been proposed in
that it enables a greater measure of control to be exerted over the
hardening process When calcium hypochlorite is mixed with the sand and
the drying oil, chlorine is liberated which causes oxidation of the
drying oil, thereby bringing about an increase in the rate of
hardening of the sand This increase is, however, less -rapid than that
which is brought about by the liberation of oxygen from, for example,
sodium perborate.
The addition of an inert powder such as silica flour not only
overcomes the disadvantage-of the deliquescence of the calcium
hypo785,726 chlorite, but also renders the accuracy of the additions
of the calcium hypochlorite accelerator less critical and it is found
that by using an equal mixture of silica flour and calcium
hypochlorite with the total mix in the proportions of 0 02 per cent to
0 20 per cent by weight of the total mix that the hardening time can
be varied from a few minutes to two to three hours.
If an inert powder were not added to the calcium hypochlorite, then
the calcium hypochlorite tends to form into hard lumps and the
formation of such lumps should be avoided since, should they happen to
occur on the sur1 S face of the core, the resulting casting will be
spoilt.
When the constituents have been mixed and rammed into the core box,
polymerisation will have commenced and, as soon as the requisite
hardening time has occurred, the box can readily be stripped from the
core which will be found to be extremely firm The core can then
readily be transported to the oven where it will be subjected to the
normal baking operation at a temperature between 2200 and 2500 C and
for a length of time which will depend upon the size of the core.
The oil binder which is used is of a type commonly used in core making
work and may conveniently comprise a blend of raw tung oil or oiticica
oil, air blown linseed oil, and cobalt and lead naphthenates, the two
naphthenates forming approximately 3 per cent by weight of the oil
binder and the tung or oiticica oil forming 10 to 60 per cent by
weight of the oil binder Preferably 30 per cent of tung oil is used
and the quantity of tung oil used will depend to some extent upon the
speed with which it is desired the core should harden.
If desired a suitable mineral base polymerising oil may be added to
the oil binder.
It will be appreciated that the quantity of oil binder and accelerator
used must not be such that the mix will set too rapidly else this
might result in the mix setting before the operator has been able to
fill the core box.
* Sitemap
26. * Accessibility
* Legal notice
* Terms of use
* Last updated: 08.04.2015
* Worldwide Database
* 5.8.23.4; 93p
* GB785727 (A)
Description: GB785727 (A) ? 1957-11-06
Improvements in or relating to the preparation of 1-alkynes
Description of GB785727 (A)
Translate this text into Tooltip
[75][(1)__Select language]
Translate this text into
The EPO does not accept any responsibility for the accuracy of data
and information originating from other authorities than the EPO; in
particular, the EPO does not guarantee that they are complete,
up-to-date or fit for specific purposes.
COMPLETE SPECIFICATION
Improvements in or relating to the preparation of l-Alkynes
We, TkE BRITISH OXYGEN COMPANY
LIMITED, a British Company, of Bridgewater
House, Cleveland Row, St. James's, London- S.W.1) do hereby declare
the invention, for which we pray that a patent may be granted to us,
and the method by which it is to be performed, to be particularly
described in and by the following statement:
This invention relates to the preparation cf l-alkynes by the
dehydrohalogenation of the corresponding halogenated hydrocarbons, and
is an improvement in or modification of the invention of our British
Letters Patent No.
709,126.
Processes are known for the preparation of l-alkynes by the
dehydrohalogenation of dihaloalkanes or of monohaloalkenes. Thus, for
example, propyne has been preparecP from
27. l: 2 dibromopropane using potassium hydroxide or sodium ethoxide
solutions in ethanol as dehydrohalogenation agents. The process may be
carried out under increased pressure. For example, it has been stated
that
1:2-dichloropropane may be reacted with potassium hydroxide in
methanol at 175 C and 5 atmg. to yield 70-80% propyne; but it is
probable that the reaction under these conditions is hazardous, owing
to the possibility of initiating a violent exothermic decomposition of
propyne.
It has also been proposed to prepare alkynes having at least 4 carbon
atoms in the molecule by the dehydrohalogenation of the corresponding
dihaloalkanes or monohalo- alkenes by heating them with an alkali
metal alkoxide of an alcohol boiling above 100 C.) in solution in a
water-free alcohol boiling above lOO C., and more sarticularly by
heating with a 2-ethoxyethoxide in 2-ethoxy- ethanol (ethylene glycol
monoethylether). It is empehasised, however, that in order to obtain
good yields of alkynes, the alkoxide solution employed must be
anhydrous. The anhydrous alkali metal alkoxide is obtained either by
dissolving the alkali metal itself in the alcohol, or
by dissolving the alkali metal hydroxide and removing the water formed
by azeotropic dis tillation, for example with benzene.
In our British Patent Specification No.
709,126 we have described a process for preparing l-alkynes which
comprises continuously feeding a 1: 2-dihaloalkane or a 1- or
2-monohaloaLkene into a boiling solution of an aLkali metal alkoxide
of an alcohol boiling above 100
C. in an alcohol boiling above 100 C. and substantially above the
boiling point of the 1- alkyne at a rate such that the temperature of
the solution is not substantially lowered during the addition and
separating the alkyne from the vapours released from the solution.
This has the advantage that dehydrohalogenation can be effected
satisfactorily even in the pre
sence of moisture. When the alkoxide is prepared by reacting an alkali
metal hydroxide with the alcohol boiling above 100 C., water is formed
according to the equation: R.OH+M.OHeR.OM+H20 and this water is
subsequently evolved with the (alkyne-containing) vapours released
from the solution. It is unnecessary to remove the water (for example)
by azeotropic distillation with a third solvent such as benzene) prior
to the reaction with the dihaloalkane.
The method of Specification No. 709,126 allows reasonably high yields
of alkynes to be
obtained under conditions where the alkali metal hydroxide used to
form the alkoxide exceeds the amount needed to saturate the alcohol
used at the temperature of reaction.
28. Under such conditions, however, the reacting mixture becomes
progressively more difficult to handle as the reaction proceeds, since
a thick slurry of precipitated alkali metal halide in a saturated
solution of hydroxide results, and this impedes the dissolution of
alkali metal hydroxide to replace that which reacts. The final slurry
of undissolved alkali metal hydroxide and virtually insoluble alkali
metal halide leads to difficulties in emptying and recharging the
reactor and in recovery of solvent.
If, on the other hand, the initial quantity of
alkali metal hydroxide is substantially reduced, it has been observed
that it is difficult to carry the dehydrohalogenation to completion.
In particular, the dehydrochlorination of a dioblaro- alkane proceeds
very rapidly even at comparatively low concentrations of alkali metal
hydroxide, but largely only as far as the monochioroalkene and the
dehydrochiorination of the monochloroalkenes proceeds very slo.-.ly
under such conditions.
It has been proposed in our co-pending
Application No. 32457/54 (Serial No.
777,141) to operate in such a manner that the solution is at all times
at least 5u,o saturated with the alkali metal alkoxide whilst the
proportion of alkali metal halide present at any time is never in
excess of the amount chemically equivalent to that quantity cf alkali
metal alkoxide which would 50% saturate the alcohol. In this way, the
reacting mixture remains substantially fluid at all times, whilst the
dehydrohalogenation can nevertheless be carried out to completion at a
satisfactory pro- duction rate.
In our co-pending Anplication No 2o91/55, (Serial No. 783,629Y similar
objectives of operating with a substantially fluid reacting mixture
capable of reasonably good filtration, whilst carrying out the
dehydrohalogenation to completion at a satisfactory production rate,
are attained by feeding the monohaloalkenes into a second, separate,
heated solution of alkali metal alkoxide, the second solution being at
least 50% saturated therewith. This procedure can be so operated as to
effect fuller utilisation of the alkali metal alkoxide.
It is an object of the present invention to provide a further
modification of the process of British Patent No. 7u9,126 in which the
objects achieved in our co-pending Application
Nos. 32457/54 (Serial No. 777,141) and 2891/55 are achieved in
different ways.
It is a further object of the present invention to reduce the amount
of alcohol needed to carry out the process and at the same time to
reduce the amount of alcohol which cannot economically be made
available for re-use, owing to its physical attachment to the alkali
metal halide present when the contents of the reaction vessel are
29. filtered.
According to the present invention, a process for preparing 1-alkynes
comprises continuously feeding a 1: 2-dihaloalftane or a 1or 2-
monohaloalkene into a stirred mixture heated to a temperature above
100 C. containing an alkali metal hydroxide or alkoxide of an alcohol
boiling above 100 C., an inert liquid diluent boiling above 100 C. and
substantially above the boiling point of the 1alkyne, and a solution
of the alkali metal hydroxide or alkoxide in an alcohol balling above
100 C., and substantially above tbe boiling point of the 1-alkyne the
amount of diluent present being not more than nine
times the total weight of the alcohol present
and of the alcohol equivalent to the alkoxide
present, at a rate such that the temperature
of the solution is not substantially lowered
during the addition and in an amount such
that the alcohol present is at all times at least
5G% saturated with the alkali metal alkoxide,
and separating the alkyne from the vapours
released from the solution.
Particularly suitable alcohols for cperating
the process of this invention include ethox,- ethanol,
CH3CH2.O.CH2.CH2OH, butoxy
ethanol, CH, . CH2 CH CW 0. CII CH,OH,
ethoxyethoxyethanol, CH3CH2G.CH CH sO
CH2CH2OEI, and monoethyl ethers of the higher polyoxyethylene glycols
CH3.CH2(O.
CH2.CH2)n.OH, but the invention is not limited to the use of these
particular alcohols.
The temperature of operation may be varied between a lower limit of
about 100 C. and an upper limit v.4'.ich will depend on the stability
of the particular alcohol used when saturated with alkali metal
hydroxide or alkoxide. In general, temperatures in the region of
150-170 C. are preferred, but the invention is not limited to this
temperature range.
The process may be operated with any nonaqueous liquid diluent which
is stable under the temperature conditions used and in the presence of
the constituents of the reaction mixture (particularly the high
concentration of alkali metal hydroxide or alkoxide) but it is
preferred to use a hydrocarbon or hydrocarbon mixture boiling at a
temperature above the preferred operating range of 150-170
C. The invention is not, however, limited to the use of such
hydroca-bons.
In the preparation of propyne (b.p.-23 C.) or l-butyne (b.p. 8.5 C.),
substantial separation of the alkyne from the residual vapours can be
30. effected by condensation of the latter, using a condenser cooled to
normal ambient temperature, but in the case of propyne prepared from
1: 2dichloropropane, refrigeration to a small extent may be desirable,
since the most volatile chloroprosylene formed (2chioropropylene)
boils at 23 C.
The process of this invention can to some extent be used in
conjunction with those described in our co-pending Application Nos.
32457/54 (Serial No. 777,141) and 2891/55,
(Serial No. 783,629) or independenfly of them. If used in conjunction,
the process is operated with a dihaloalkane which nzay be fed into a
vessel containing the reaction mixture, and the condensate. obtained
during the separation of the alkyne (if necessary after
separation of the aqueous layer as explained below), returned to the
same reaction vessel until such time as the residual alkali metal
alkoxide is such as would 50 ' saturate the
alcohol present at the temperature of reaction.
Thereafter, the diUloa!kane feed cpn 'oe contijiued but the condensed
vapours other than alkyne and water are fed to a second vessel
containing alkali metal hydroxide or alkoxide, inert liquid and a
heated solution of the alkali metal alkoxide in the alcohol boiiing
above 100 C., the solution being at least 50% saturated.
By operating according to the present invention either alone or in
conjunction with those of our co-pending Application Nos. 32457/54
(Serial No. 777,141) and 2891/55 (Serial No.
783,629), it is possible to feed dihaloalkane to the solution of the
alkali metal hydroxide or alkoxide until a very large proportion of
the hydroxide or alkoxide has been converted into the corresponding
alkali metal halide. It has been observed that the initial slurry of
alkali metal hydroxide or alkoxide, inert liquid, and alcohol solution
is readily stirred and also that the slurry of the alkali metal halide
in the alcohol and inert liquid at the end of the reaction is
particularly readily filtered and that the filter cake is convenient
to handle. Moreover, since the amount of alcohol present in comparison
with the method of British Patent No.
709,126 has been reduced and replaced by inert liquid, utilisation of
the alkali metal hydroxide charged is more nearly complete since there
is present throughout the reaction sufficient alkali metal alkoxide to
50% saturate the alcohol.
Whereas it has been observed that, if monohaloalkene is fed to a
heated solution of alkali metal alkoxide in which the amount is less
than would 50% saturate the alcohol, the rate of production of alkyne
becomes considerably reduced, by using the process of the present
invention, it is possible to achieve continuously satisfactory rates
of production of alkyne.
31. It has further been observed that the amount of alcohol or alkoxide
retained on the alkali metal halide, which results from filtration of
the reaction product, is considerably less than would have been the
case if no dilution of the alcohol by inert liquid had been mace.
Since the preferred alcohols are relatively expensive materials, the
process of the present invention enables the loss of
solvent which results from physical admix
ture with the filter cake of metal halide and
unreacted metal hydroxide to be considerably reduced.
In a further elaboration of the method of the present invention, the
solution of alkali metal alkoxide or hydroxide together with free
alkali metal hydroxide and inert liquid diluent which has been reacted
with monohaloalkene until the amount of alkali metal
alkoxide has been reduced to that which would about 50% saturate the
alcohol, can be
subsequently reacted with dihaloalkane according to the method of the
present invention, the monol1aloalkene formed being fed to
another solution more concentrated in and at
least 50% saturated with the alkali metal
alkoxide stirred uiith a similar proportion of
inert liquid diluent and free alkali metal hydroxide. By operating in
this way, utilisation of substantially the whole of the alkali metal
hydroxide or alkoxide can be achieved in a sequence of operations.
The invention is illustrated by the following examples:
EXAMPLE 1.
A reaction vessel consisting of a closed steel pot provided with
stirring means and with suitable connections for the addition of 1
:2diclaloro-propane or chioropmpylenes, for the addition of solvent
and caustic soda, for talking off a slurry of sodium chloride and
sodium hydroxide in the solvent, for removing gaseous reaction
products and for retuning material condensed from the reaction
products, was charged with 0.67 kg. of ethoxyethoxyethanol, 2.01 kg.
of a commercial gas oil (boiling range 1773u0 C.) and 0.56 kg. of
caustic soda.
The vessel was then warmed to 16 > 170 C.
with stirring-an operation which could be performed quite easily.
0.153 kg. of chloropropylenes was then fed to the vessel, followed by
0.678 kg. of 1:2Zichloropropane, both being fed at a controlled rate.
There was produced 0.199 kg. of propyne (64% yield based on
dichioropropane); the allene yield was 13%. The material left in the
reaction vessel was filtered and its caustic soda content determined.
From this it was calculated that the amount of caustic soda used in
the reaction was 2.8 g. per g. of propyne. At the same time the
ethoxyethoxyethanol retained on the filter calre was 40 g., equivalent
32. to (t.20 g. per g. of propyne.
EXAMPLE 2.
The reaction vessel used in Example 1 was charged with 0.67 kg. of
ethoxyethoxyethoxyethanol, 2.01 kg. of commercial gas oil (boiling
range 1773u05 C.) and 0.56 kg of caus
tic soda, and then heated to 160-170 C.
791 g. of 1: 2-dichioropropane were fed to the vessel at a controlled
rate. 154 g. of prQt-yfle were produced, corresponding to a yield of
63%, after allowing for the chioropropylenes formed. The caustic soda
used was equivalent
to 3.9 g. per g. of propyne, while the ethoxyethoxyethoxyethancl
content of the filter cake remaining when the residual contents of the
reaction vessel were easily filtered was 41 g.
Or 0.27 g. per g. of propyne.
COMPARATIVE EXPERIMENT USING THE CON
DITIONS OF BRITISH PATENT NO. 709,126
In order to illustrate the fuller utilisation of
the caustic soda and the reduction in the
amount d alcohol retained in the filter cake
obtained by the method of the present inven
tion, a second experiment was carried out in the vessel used in
Example 1 under the conditions described in British Patent No.
709,126. In this case, the vessel was charged with 0.80 kg. of caustic
soda and 2.68 kg. of ethoxyethoxyethanol and heated to 160--170"
C. At this temperature, 0.168 kg. of chloropropylenes was fed to the
reaction vessel, and when this had reacted, 0.66 kg. of
1:2dichlcropropane was fed, the amount of chioropropylenes formed
being allowed to build up in a storage vessel, > so as to limit the
amount of chioropropylenes recycled to the reaction vessel. At the end
of the reaction 168 g. of propyne, 49 g. of allene and 58 g. of
chloropropylenes had been produced. After allowing for the
chloropropylenes fed and prow ducked, the yield of propyne and allene
based on diclaloropropane was 74%. The caustic soda reacted
corresponded to a usage of 4.13 g. per g. of propyne, whilst 147 g. of
the ethoxyethoxyethanol was retained in the filter cake, equivalent to
0.88 g. ner g. of propyne produced.
What we claim is: -
1. Process for preparing a l-alkyne which comprises continuously
feeding a 1: 2-dihalo- alkane or a 1- or 2-monohaloalkene into a
stirred mixture heated to a temperature above 1000 C. and containing
an alkali metal hydroxide or alkoxide of an alcohol boiling above 1003
C., an inert liquid diluent boiling above 100" C. and substantially
above the boiling point of the 1-alkyne, and a solution of the alkali
metal alkoxide of an alcohol boiling above 100" C. in an alcohol
33. boiling above 100" C., and substantially above the boiling point of
the 1 alkyne the amount of diluent present being not more than nine
times the total weight of the alcohol present and of the alcohol
equivalent to the alkoxide present, at a rate such that the
temperature of the solution is not substantially lowered during the
addition and in an amount such that the alcohol present is at all
times at least 50% saturated with the alkali metal alkoxide, and
separating the alkyne from the vapours released from the reaction
mixture.
2. Process according to Claim 1 wherein the alkyne is separated from
the vapours released from the reaction mixture by passing the vapours
through a condenser maintained at a temperature above the boiling
point of the alkyne but below the boiling points of the other
constituents of the vapours, whereby said other constituents are
condensed.
Process according to Claim 2 wherein the condensate after substantial
removal of water contained therein is returned to the reaction
mixture.
4. Process according to Claim 2 wherein the starting material is a
1.2-dihaloalkane and wherein the condensate after substantial removal
of water contained therein is return..
to the reaction mixture until the residual alkali metal alkoxide
therein is such as would 5Qot saturate the alcohol present therein at
the temperature of reaction and is thereafter fed to a second stirred
heated mixture separate from the original reaction mixture, containing
an alkali metal hydroxide or alkoxide of an alcohol boiling above 100"
C. an inert liquid diluent boiling above 100" C. and substantially
above the boiling point of the 1alkyne and a solution of the alkali
metal alkoxide in an alcohol boiling above 100" C.
and substantially above the boiling point of the 1-alkyne the amount
of diluent present being not more than nine times the total weight of
the alcohol present and of the alcohol equivalent to the alkoxide
present at a rate such that the temperature of the reaction mixture is
not substantially lowered during the addition and in an amount such
that the alcohol present is at all times at least 50O/ saturated with
the alkali metal alkoxide, whilst continuing to feed the
1.2-dihaloalkane to the original reaction mixture.
5. Process according to any of the rreced- ing claims, wherein the
alcohol boiling above 100" C. is ethoxyethanol, butoxyethancl!.
ethoxvethoxyethanol or monoethvl ethers of the hither polyoxyethylene
glycols.
6. Process according to any of the preced- ing claims wherein the
temperature of the reaction mixture or of each reaction mixture is
150170 C.
34. 7. Process according to anv of the preceding claims wherein the inert
liauid diluent is a hydrocarbon or hydrocarbon mixture.
8. The modification of or improvement in the process for preparing a
l-alkvne described and claimed in British Patent No. 709,126,
substantially as hereinbefore described wito reference to Example 1 or
Example 2.
9. 1-alkynes when prepared by the process of any of Claims 1 to 8.
PROVISIONAL SPECIFICATION
Improvements in or relating to the preparation of 1-Alkynes
We, THE BRITISH OXYGEN COMPANY
LIMITED, a British Company, of Bridgewater
House, Cleveland Row, St. James's London,
S.W.1, do hereby declare this invention to be described in the
following statement:
This invention relates to the preparation of l-alkynes by the
dehydrohalogenation of the corresponding halogenated hydrocarbons, and
is an improvement in or modification of the invention of our British
Letters Patent No.
709,126
Processes are known for the preparation of 1-alkynes by the
dehydrohalogenation of dihalo-alkanes or of monohaloalkenes. Thus, for
example, propyne has been prepared from 1: 2-dibromopropane using
potassium