The document discusses pH and its importance in the dyeing process. It explains that pH must be properly maintained throughout dyeing for effective exhaustion and fixation of dyes to the fabric. The document then discusses three techniques for controlling pH: maintaining high acidity/alkalinity, controlling pH within a narrow neutral range, and gradually shifting pH as dyeing proceeds. It also provides details on dye types, dyeing processes, chemicals used, and other parameters important for successful dyeing.
Lab dip is a process by which buyers supplied swatch is matched with the varying dyes percentage in the laboratory with or without help of “DATA COLOR”
Lab dip plays an important role in shade matching & and detaching the characteristics of the dyes and chemicals are to be used in the large scale of production. So this is an important task before bulk production.
LYCRA,SPANDEX AND OTHER ELASTANE DYEING WITH DIFFERENT COLOR COMBINATIONS AND DYES AND ITS PROCESS STUDY ACCORDING TO TEMPERATURE AND PRESSURE SUITABILITY ACCORDANCE TO DYEING PARAMETERS
Lab dip is a process by which buyers supplied swatch is matched with the varying dyes percentage in the laboratory with or without help of “DATA COLOR”
Lab dip plays an important role in shade matching & and detaching the characteristics of the dyes and chemicals are to be used in the large scale of production. So this is an important task before bulk production.
LYCRA,SPANDEX AND OTHER ELASTANE DYEING WITH DIFFERENT COLOR COMBINATIONS AND DYES AND ITS PROCESS STUDY ACCORDING TO TEMPERATURE AND PRESSURE SUITABILITY ACCORDANCE TO DYEING PARAMETERS
Special Instruction:
Fabric shrinkage must keep within ±5%
Color fastness should be 4-5 range
Pilling range 3 to 5
pH range 5.5 to 7
Fabric weight will be allowed ±02%
Fabric quality should be s per approved swatches & Lab-Dips.
Batch to batch color matching should be 4-5
Batch to batch “Shade Band Swatch” must be submitted for approval.
This procedure is sometimes referred to as “Burn Out”. A cotton / polyester blended fabric can be printed with a print paste containing the burn out chemicals, and after fixation, the cotton portion is destroyed and only the polyester remains. Burn-out textiles is a technique used to develop raised designs on fabric surface. This is primarily being done in fabrics with at least 2 different fibre content i.e. Cotton-Polyester, Silk-Rayon etc.
Great insights on Water-based dyes VS solvent-based dyes! Know their exceptional features & uniformity in characteristics. By Prima Chemicals, dyes manufacturer in Ahmedabad, India!
This presentation is my graduation internship presentation at BSL (LNJ group) Bhilwara (Rajasthan).
In this presentation I describe BSL company profile, Process significance, all steps which use for fibre to fabric in textile.
Special Instruction:
Fabric shrinkage must keep within ±5%
Color fastness should be 4-5 range
Pilling range 3 to 5
pH range 5.5 to 7
Fabric weight will be allowed ±02%
Fabric quality should be s per approved swatches & Lab-Dips.
Batch to batch color matching should be 4-5
Batch to batch “Shade Band Swatch” must be submitted for approval.
This procedure is sometimes referred to as “Burn Out”. A cotton / polyester blended fabric can be printed with a print paste containing the burn out chemicals, and after fixation, the cotton portion is destroyed and only the polyester remains. Burn-out textiles is a technique used to develop raised designs on fabric surface. This is primarily being done in fabrics with at least 2 different fibre content i.e. Cotton-Polyester, Silk-Rayon etc.
Great insights on Water-based dyes VS solvent-based dyes! Know their exceptional features & uniformity in characteristics. By Prima Chemicals, dyes manufacturer in Ahmedabad, India!
This presentation is my graduation internship presentation at BSL (LNJ group) Bhilwara (Rajasthan).
In this presentation I describe BSL company profile, Process significance, all steps which use for fibre to fabric in textile.
Color fastness is one of the important factors in case of buyers demand. The outstandingly important property of a dyed material is the fastness of the shade of color. Color fastness refers to the resistance of color to fade or bleed of a dyed or printed textile materials to various types of influences e.g. water, light, rubbing, washing, perspiration etc. to which they are normally exposed in textile manufacturing and in daily use. We have written a lot of articles on color fastness.
Difference between reactive dye and disperse dye on fabricAzmir Latif Beg
We are introducing about reactive dye and disperse dye on fabric. At present reactive dye and disperse dyes is not a single word globally now it achieved vast sector in dyeing sector. I just try to make a different reactive dye and disperse dye on fabric application based.
Slides giving an overview on pH and its measurement.
Contains information about pH meters, its calibration, maintenance , types of ph electrode and modern definition of pH
It has great effect of hot brand reactive dye on cotton fabric with exhaustion method. Migration method is more acceptable for proper color fixation in a dyeing process. Another way when we followed ISO method has create a lot of problem such as wash fastness variation rubbing fastness variation, uneven dyeing etc. If we want to get perfect dyeing than we must maintain migration method.
Color fastness properties of different reactive dyesAzmir Latif Beg
In knitwear industry, dyeing of cotton knitted fabrics is mostly done with reactive dyes, because of their good fastness properties and versatility of applications. The ease of application, wide shade range, high brilliancy and excellent wet fastness properties make the reactive dyes preferred choice for the dyeing of cellulosic fabrics. The most important characteristic of reactive dyes is the formation of covalent bonds with the substrate to be colored, i.e. the dye forms a chemical bond with cellulose. Fiber reactive dyes are the most permanent of all dye types. Unlike other dyes, it actually forms a covalent bond with the cellulose or protein molecule. Once the bond is formed, what you have is one molecule, as the dye molecule has become an actual part of the cellulose fiber molecule.
Dye is a coloured substance that chemically bonds to the substrate to which it is being applied. This distinguishes dyes from pigments which do not chemically bind to the material they colour. Dye is generally applied in an aqueous solution, and may require aftertreatment to improve the fastness of the dye on the fibre.
Dyes are usually soluble in water whereas pigments are insoluble. Dyes selection is very important when dyeing different types of textile fibre. Types of chemical dyes are Direct, Reactive, Vat, Sulphur dyes etc. All dyes required different chemical auxiliaries and different after treatment process. Each dyes possess different light, washing & rubbing fastness and having different characteristics also.
Each colour of disperse dyes requires different raw materials. Because the range of colours is very large each colour has its own manufacturing process. The difference in the processes is primarily in the reaction period.
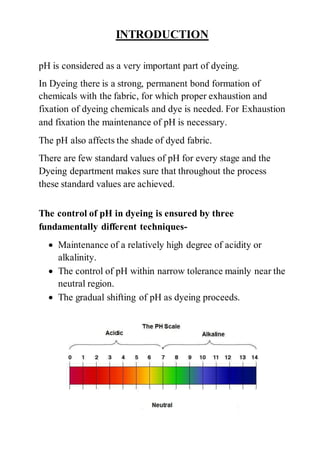
1. INTRODUCTION
pH is considered as a very important part of dyeing.
In Dyeing there is a strong, permanent bond formation of
chemicals with the fabric, for which proper exhaustion and
fixation of dyeing chemicals and dye is needed. For Exhaustion
and fixation the maintenance of pH is necessary.
The pH also affects the shade of dyed fabric.
There are few standard values of pH for every stage and the
Dyeing department makes sure that throughout the process
these standard values are achieved.
The control of pH in dyeing is ensured by three
fundamentally different techniques-
Maintenance of a relatively high degree of acidity or
alkalinity.
The control of pH within narrow tolerance mainly near the
neutral region.
The gradual shifting of pH as dyeing proceeds.
2. BENEFITS OF ANALYSIS
Type of Dye.
Different Dyes.
Processes involved in Dyeing.
Importance of different Dyeing stages.
Importance of Technical Data Sheet.
Chemicals used in Dyeing Process.
Dyeing Process Flow Diagram.
Different Iso-Thermal and Migration processes.
Factors related to Salt Dosing.
Factors related to Dye Dosing.
Factors related to Soda Dosing.
Check points in Dyeing.
Process Control Parameters.
Amount of water used in process.
Surface pH and Core pH.
Faults in dyeing.
Important Terminologies.
3. TYPE OF DYE
Reactive Dyes are used for the dyeing of knitted fabric in this industry.
A dye, which is capable of reacting chemically with a substrate to form
a covalent dye substrate linkage, is known as reactive dye.
Uses: By reactive dyes the following fibres can be dyed successfully:
Cotton, rayon, flax and other cellulosic fibres.
Polyamide and wool fibres.
Silk and acetate fibres.
Properties Of Reactive Dye:
Reactive dyes are anionic dyes, which are used for dyeing
cellulose, protein and polyamide fibres.
During dyeing the reactive group of this dye forms covalent bond
with fibre polymer and becomes an integral parts of the fibre.
Reactive dyes are soluble in water.
They have very good light fastness with rating about 6. The dyes
have very stable electron arrangement and can protect the
degrading effect of ultra-violet ray.
Textile materials dyed with reactive dyes have very good wash
fastness with rating Reactive dye gives brighter shades and has
moderate rubbing fastness.
Dyeing method of reactive dyes is easy. It requires less time and
low temperature for dyeing.
Reactive dyes are comparatively cheap
Reactive dyes have good perspiration fastness with rating 4-5.
4. DIFFERENT DYES
S.no. DYES Supplier
1. Amron Yellow HR2D Amtex
2. Amron Red HR2D Amtex
3. Amron Blue HFBR Amtex
4. Amron Yellow HFGR Amtex
5. Amron Red HF3B Amtex
6. Amron Red HF2BL Amtex
7. Amron Red HF4BL Amtex
8. Amron Blue HRDF Amtex
9. Amron Navy HR2D Amtex
10. Amron Yellow HF2GL Amtex
11. Amron U Red HR4D Amtex
12. Nova Black NN Huntsman
13. Nova Super Black G Huntsman
14. Nova Blue FNR Huntsman
15. Nova Red FN2BL Huntsman
16. Nova Yellow FN2R Huntsman
17. Nova Deep Cherry SD Huntsman
18. Nova Ocean SR Huntsman
19. Nova Ruby S3B Huntsman
20. Nova Blue TSGC Huntsman
21. Nova Red TS3B Huntsman
22. Nova Yellow TS3R Huntsman
23. Avitra Blue SE Huntsman
24. Avitra Red SE Huntsman
25. Avitra Yellow SE Huntsman
26. Avitra LT Red SE Huntsman
27. Avitra LT Blue SE Huntsman
28. Nova Red FN3GL Huntsman
29. Nova Dark Blue WR Huntsman
30. Nova Yellow S3R Huntsman
31. Drim Turquoise CLB Clariant
32. Drim Royal Blue HFCD Clariant
33. Drim Yellow CL3G Clariant
34. Drim Yellow CL2R Clariant
5. PROCESSES INVOLVED IN DYEING
IMPORTANCE OF DIFFERENT DYEING STAGES
Washing:
It is simple washing of fabric with hard water. In many cases heat setting is
done before dyeing and softeners are used, to wash the fabric making it
more suitable for dyeing washing is done.
Scouring/ Boiling:
The process ofremoving natural impurities like fats, oils, protein, amino
acids, from fabric is known as Scouring.
Scouring is important to improve absorbencyof the textile material by
removing oils, and fats by boiling the fabric.
Killer Bath :
In the process ofscouring, many chemicals along with Hydrogen Peroxide
is added, to kill the effect of Hydrogen Peroxide, an additional process is
carried in bath, known as killer bath. And it removes the hairiness on the
fabric.
AcidicTratment
Soaping
Dye Bath
Enzyme
KillerBath
Scouring/ Boiling
Washing
6. Dye Bath :
It is the process in which Dyeing Auxiliaries, Dye and Sodais added in the
bath to start Dyeing.
Soaping :
By soaping the extra colour is removed from fabric surface, thus Wash
Fastness is improved. Soaping increases the brightness and Stability of
dye.
Acidic Treatment :
Through this process the pH of the Dye bath is maintained. Acidic
treatment also slightly effects the Dye Shade.
IMPORTANCE OF TDS
TechnicalData Sheet is the most important document of Dyeing. This
document contains all the information regarding the Batch and about
various stages of dyeing.
It contains all the information about the Chemicals and Dyes used in the
process.
It contains the information about the amount of chemicals and dyes used in
percentage and their weight in Grams.
It shows the Weight of Fabric, Amount of Water to be used at every stage,
and the L:R ratio to be maintained.
CHEMICALS USED IN DYEING PROCESS
Acid Base
Peroxide Killer Bleaching Agent
Salt Electrolyte Scouring Agent
Anti-Foaming Agent Neutralization Agent
Soaping Agent Softening Agent
Fixing Agent Brightening Agent
7. DYEING PROCESS FLOW DIAGRAM
Time vs Temp. Graph
54
56
58
60
62
64
66
68
70
72
0 10 20 40 60
Washing Process Washing Process
0
20
40
60
80
100
120
0 10 15 20 25 30 40 50 70 80 90
Scouring Process Scouring Process
8. Time vs Temp. Graph
It's a 60-60 iso-thermal dyeing process and the graph above indicates its process flow graph.
0
10
20
30
40
50
60
70
0 10 10 15 18 28 38 40 50
Neuralisation Process Neuralisation Process
0
10
20
30
40
50
60
70
0 10 20 23 33 38 43 48 58 88 108 113 133 173 182 191
Dyeing Process Dyeing Process
9. PROCESS PARAMETERS
o Internal fabric pH
o Working liquor ratio on the machine
o Effective salt concentration
o Effective alkali concentration
o Rate of heating
o Rate of cooling
o Fixation temperature
ISO-THERMAL AND MIGRATION PROCESSES
In dyeing process,temperature plays a significant role and contributes in bringing
out a successful outcome. The variation in temperature is important as it helps in
absorbing the Dye molecules and the more temperature, the dye absorptionis
more and the shade becomes darker.
There are many possible Linear and Migration Temperature processes forthe
Dye Chemical intake and Dye Absorption, out of which few are in-listed below-
60-60 Process (Dyeing chemical added at 60'C and Dye added at 60)
60-80 Process (Dyeing chemical added at 60'C and Dye added at 80)
60-80-60 (Dyeing chemical added at 60'C and Dye added at 80)
10. SALT DOSING
Salt is added to increase the affinity of dye. The amount of salt added depends
upon the type of shade to produce.
For light shade 10-20 gm/litre salt is used.
For medium shade 30-50 gm/litre is used.
For deep shade 60-100 gm/litre is used.
The addition of salt depends upon the GPL and for propershade of dye, the salt is
Dosed on fabric in three ways-
Salt Dosing before the addition of dye- As for the Dark Shades.
Salt Dosing after addition of dye- As for the Light Shades.
Salt Dosing in two steps (Dozing 1 and Dozing 2)- As for Turquoise
Shade.
DYE DOSING
The transferring of dye depends upon the percentage of colour used to prepare the
shade. If the dye is above 3% the dye is transferred in 2 steps.
Half of the dye first and another half after hold time of 10-15 mints.
In most of the cases the Dye is prepared in the tank and transferred at an
appropriate time and temperature, but at the time of some special shades like
Turquoise, the dye is dozed in 3 steps with regular Aquachron at regular
intervals.
11. SODA DOSING
This is done for proper absorptionand fixation of dye molecules; the molecules
penetrate the fabric and sodaallows this to take place. The sodais added in the
dye bath through Dosing in two steps-
DOSING 1 : In Dosing 1, very less percentage (1-3%) of sodais added,
this is to prevent dye patches, if large amount of sodais added in Dosing 1,
the dye molecules will start fixation before proper absorption, thus leading
to different type of shade faults.
DOSING 2 : Once the dyeing atmosphere is created with little absorption
and fixation; In Dosing 2, the remaining percentage of sodais added.
AMOUNT OF WATER REQUIRED
Water is the most important and most critical factor, as water is required at
every stage and is a part of every constituent.
The amount of water can influences the shade. The more water can lighter
the shade.
Water to be added depends upon the Material To Liquor Ratio.
For Ex :
If the weight of Fabric is X
and the M:L ratio is Y
Then the amount of water to be added depends upon the productof X and Y.
12. SURFACE pH And Core pH
The pH of the chemicals in dye bath or the pH of the surface of textile
material is considered as Surface pH .
Whereas, the pH of the core fabric which is resulted due to the absorption
of dyeing chemicals and dye itself is known as the Core pH .
FAULTS IN DYEING
o Crack, RopeAnd Crease Marks.
o Fabric distortion and increase in width.
o Intensive Foaming
o Uneven Dyeing
o Shade Variation
o Dye Spot
o Softener Mark
IMPORTANT TERMINOLOGIES
GSM : The GSM of fabric is one kind of specification of fabric which is very
important for a textile engineer for understanding and productionof fabric.
‘GSM’ means ‘Gram per square meter’ that is the weight of fabric in gram per
one square meter. By this we can compare the fabrics in unit area which is
heavier and which is lighter.
Dye Absorption : When fibre is immersed in dye liquor, an electrolyte is added
to assist the exhaustion of dye. Here NaCl is used as the electrolyte. This
electrolyte neutralize absorption. So when the textile material is introduces to dye
liquor the dye is exhausted on to the fibre.
13. Dye Fixation :
Fixation of dye means the reaction of reactive group of dye with terminal –OH
or-NH2 group of fibre and thus forming strong covalent bond with the fibre and
thus forming strong covalent bond with the fibre. This is an important phase,
which is controlled by maintaining properpH by adding alkali. The alkali used
for this create proper pH in dye bath and do as the dye-fixing agent.
Acquachron:
It is the washing system in which all the hot effluent is drained from the machine,
resulting in lowering of temperature and fresh cold water is filled in the machine
and is heated up to the desired temperature.
The dye molecules are supposed to be removed, if they are not removed, the left
dye molecules will behave as a direct dye and with the temperature rise in the
stage of Soaping the dye molecules will penetrate inside the fabric and will
severely affect the colour fastness properties of fabric.
Wash-off: As the dyeing is completed, a good wash must be applied to the
material to remove extra and unfixed dyes from material surface. This is
necessary for level dyeing and good wash-fastness. It is done by a series of hot
wash, cold wash and soap solution wash.