

Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Similar to 36 7.1 wzps_tresc
Similar to 36 7.1 wzps_tresc (13)
More from Szymon Konkol - Publikacje Cyfrowe
36 7.1 wzps_tresc
- 1. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego Moduł VII Urządzenia do uzdatniania wody, oczyszczania ścieków i powietrza oraz urządzenia energetyczne stosowane w przetwórstwie spożywczym Wprowadzenie 1. Urządzenia do uzdatniania wody 2. Urządzenia do oczyszczania ścieków 3. Urządzenia do oczyszczania powietrza 4. Urządzenia energetyczne Bibliografia
- 2. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 1 Wprowadzenie Dbanie o środowisko naturalne oraz zaopatrzenie ludności w czystą wodę stanowi o poziomie cywilizacyjnym kraju. W ostatnich latach obserwujemy dynamiczny rozwój nauk o ochronie i inżynierii środowiska. Wzrosły standardy jakości dotyczące oczysz- czania wody, powietrza i ścieków. Jakość wody przeznaczonej do spożycia przez ludzi oraz do celów przemysłu spożywczego uległa zaostrzeniu. Wzrosła również liczba nor- mowanych wskaźników oznaczanych w wodzie. Wraz z rozwojem cywilizacji zwiększyła się ilość specyficznych zanieczyszczeń wody i powietrza, nowoczesne metody analitycz- ne pozwalają zaś na dokładną ich identyfikację i oznaczanie śladowych stężeń. Nowoczesne technologie oraz urządzenia do uzdatniania i oczyszczania wody, ścieków i powietrza muszą być na tyle skuteczne i elastyczne, aby gwarantowały jakość wody, powietrza i ścieków zgodną ze standardami, muszą zabezpieczać je przed możliwością wtórnego zanieczyszczenia w systemie dystrybucji.
- 3. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 2 1. Urządzenia do uzdatniania wody Wodę wykorzystuje się do różnych celów, m.in. na potrzeby bytowe człowieka, w celach prze- mysłowych i energetycznych. Podczas naturalnego obiegu woda styka się z różnymi substancjami nieorganicznymi i orga- nicznymi, substancjami szkodliwymi lub nie- bezpiecznymi dla zdrowia. Woda zostaje zanie- czyszczona pod względem fizycznym, chemicz- nym i mikrobiologicznym. Woda stosowana w przemyśle spożywczym musi być odpowiedniej jakości. Musi odpo- wiadać warunkom wody zdatnej do picia oraz spełniać dodatkowe wymagania związane ze specyfiką branż przemysłu (np. napojów bezalkoholowych, piwowarskiego, spirytu- sowego, owocowo-warzywnego). Woda jest stosowana do mycia surowców, maszyn, urządzeń i linii technologicznych, czasami jest składnikiem produktu. Wykorzystywana jest także do zasilania kotłów, do urządzeń chłodniczych i grzewczych oraz klimatyza- cyjnych. Woda zanieczyszczona i zakażona może powodować psucie się półproduktów i produktów wytwarzanych przez zakład. Przeznaczenie wody wykorzystywanej w przemyśle spożywczym: Woda do zasilania kotłów – musi spełniać odpowiednie wymagania, dlatego konieczne jest jej uzdatnianie, które jest tym intensywniejsze, im większe jest ob- ciążenie powierzchni ogrzewanej kotła i im wyższe jest ciśnienie pary. Woda mu- si być uzdatniona w taki sposób, aby zapobiec tworzeniu się kamienia kotłowego, korozji kotłów, przewodów i zbiorników oraz tworzeniu się twardych osadów w podgrzewaczach. W celu zapobiegania tworzeniu się kamienia stosuje się zmięk- czanie wody lub też okresowe usuwanie kamienia z powierzchni kotłów metodą mechaniczną, termiczną lub chemiczną. Para wytwarzana za pomocą kotłów jest używana do sterylizacji zbiorników i rurociągów oraz w instalacjach UHT z bez- pośrednim wtryskiem pary. Czasami wtrysk pary jest wykorzystywany do ogrzewania produktu lub regulacji zawartości wody w surowcu. W tych przypad- kach para i produkt żywnościowy wchodzą w bezpośredni kontakt, dlatego wy- magana jest jakość wody pitnej. Woda do celów technologicznych – musi odpowiadać wymaganiom jakościo- wym wody do picia. Używana jest do transportu surowca, mycia, obróbki, czasem wchodzi w skład produktu. Woda używana do produkcji napojów, soków itp., bę- dąca przeważającym składnikiem produktu, musi odpowiadać dodatkowym wy-
- 4. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 3 maganiom branżowym. Do produkcji napojów bezalkoholowych i piwa często wymagane są specjalne cechy jakościowe wody. W przetwórstwie owoców i wa- rzyw stosowane jest ponowne wykorzystanie wody technologicznej po filtracji (jest ona używana w operacjach mycia i hydrotransporcie surowców przed blan- szowaniem). Woda musi być pozbawiona twardości. W tym celu stosuje się wy- mieniacze jonowe, wapno hydratyzowane oraz destylację. Woda musi być rów- nież czysta pod względem mikrobiologicznym, stosuje się zatem do jej oczysz- czania chlorowanie, pasteryzację, ozonowanie, promienie UV oraz mikrofiltrację. Woda do celów chłodniczych – wykorzystywana jest do odprowadzenia ciepła z urządzeń chłodniczych. Powinna mieć niską temperaturę i nie powinna tworzyć osadów utrudniających wymianę ciepła i przepływu wody, nie powinna też za- wierać drobnoustrojów. Woda musi odpowiadać warunkom wody do picia, aby nie doszło do skażenia produktów, powinna mieć stałe pH i nie wydzielać ani nie rozpuszczać osadów węglanu wapnia. Woda chłodząca wchodzi w bezpośredni kontakt z żywnością np. po blanszowaniu owoców i warzyw oraz podczas chło- dzenia, np. puszek i szklanych butelek po sterylizacji. Woda chłodnicza wykorzy- stywana jest w układach zamkniętych, aby ograniczyć jej zużycie. Woda chłodzą- ca ma zastosowanie również w pompach z uszczelnieniem wodnym, w pompach próżniowych. Woda do celów porządkowych i sanitarnych – musi spełniać wymagania wody do picia, nie może być zakażona, aby nie szkodzić pracownikom, konsumentom oraz nie zakażać półproduktów i wyrobów gotowych. Zbyt twarda woda utrudnia proces mycia i spłukiwania urządzeń, opakowań i hal produkcyjnych. Woda ze zbyt dużą zawartością żelaza zostawia rdzawe plamy na spłukiwanych po- wierzchniach. Woda surowa przeważnie wymaga uzdatnienia, aby spełniać stawiane wymagania. Uzdatnienie wody polega na dostosowaniu jej składu chemicznego i innych właściwości do wymagań, wynikających z jej przeznaczenia. Sposób uzdatniania wody zależy od ro- dzaju i stopnia zanieczyszczenia wody. Wyróżniamy metody oczyszczania wody: mechaniczne – oczyszczanie wody przez usuwanie zawiesin za pomocą: sedymentacji – stosowane są tu kraty i sita, a zawiesiny drobne łatwo opa- dające usuwa się za pomocą osadników poziomych, pionowych i radialnych (odśrodkowych), filtracji – która usuwa zawiesiny trudno opadające, złoża składają się z pia- sku kwarcowego o różnej granulacji, odgazowania – w którym usuwane są nieprzyjemne zapachy i smak wody oraz gazy rozpuszczone, jak dwutlenek węgla, tlen i siarkowodór,
- 5. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 4 napowietrzenia – polegające na usuwaniu zapachów poprzez napowie- trzenie wody pod ciśnieniem atmosferycznym lub pod zmniejszonym ci- śnieniem, metoda termiczna – odgazowanie wody przez zmieszanie z parą pod zre- dukowanym ciśnieniem, metoda chemiczna usuwania tlenu z wody poprzez dodawanie do wody siarczanu (IV) sodu (Na2SO3) lub hydrazyny (N2H4); fizykochemiczne uzdatnianie wody przez: koagulację – poprzez dodatek do mętnej wody koagulantu, np. Al2(SO4)3, wytrącają się drobne kłaczki (flokulacja), a następnie tworzą się duże kłacz- ki Al(OH)3, zmiękczanie – usuwanie twardości wody powstałej przez obecność w wo- dzie jonów wapnia i magnezu, prowadzone metodami: termiczną polegają- cą na podgrzaniu wody do 100°C, w której wodorowęglany ulegają rozpa- dowi i wytrącają się w postaci osadu, chemiczną polegającą na zmiękczaniu wody przy użyciu wapna, wapnia i sody, ługu sodowego i sody oraz metody wymiany jonowej opartej na zdolności nierozpuszczalnych substancji sta- łych lub płynnych do wymiany jonowej z rozpuszczonymi jonami w wodzie, substancje wymieniające kationy nazywamy kationitami, a wymieniające aniony – anionitami, do zmiękczania wody używa się kationitów mających do wymiany jon sodowy lub jon wodorowy, demineralizację – odsalanie wody za pomocą jonitów, prowadzi się w dwóch etapach, najpierw usuwa się kationy, potem filtrat po kationicie przepuszcza się przez anionit, stosowane są także inne metody deminerali- zacji wody: destylacja, dializa elektrochemiczna oraz odwrócona osmoza, odżelazianie – polega na utlenianiu żelaza dwuwartościowego i odfiltro- waniu wytrąconego Fe(OH)3 (najprościej utlenienie prowadzi się przez na- powietrzenie wody, usuwa się CO2 i utlenia żelazo, które ulega wytrąceniu), odmanganianie – polega na usunięciu manganu przez napowietrzenie wo- dy zalkalizowanej do min. pH 9,5 albo przez filtrowanie przez złoże piasko- we uaktywnione tlenkami manganu lub filtrowanie przez złoże z dowolnego kationitu, po przefiltrowaniu przez nie roztworów MnCl2 i nadmanganianu potasu KMnO4, dezynfekcję – odkażanie wody przez zniszczenie mikroorganizmów pro- wadzi się po uprzednim uzdatnieniu wody następującymi środkami: chlo- rem, jodem, bromem, ozonem, przez filtrację, ultrafiltrację, metodą termicz- ną, np. przez gotowanie, przez działanie promieniowania UV, jonizującego, ultradźwięków.
- 6. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 5 Do oczyszczania wody stosuje się różne układy: 1. Układ oczyszczania wody bezpośrednio ujmowanej, wzbogacający wody pod- ziemne przez infiltrację. 2. Układ oczyszczania wody metodą koagulacji. 3. Układ grawitacyjny – do oczyszczania wód podziemnych. 4. Układ ciśnieniowy – stosowany w małych zakładach. 5. Układ mieszany – stosowany w zakładach do oczyszczania wody o małej zawar- tości żelaza i manganu. 6. Układ z napowietrzeniem i filtracją kontaktową – stosowany dla wody o podwyż- szonej utlenialności i intensywnej barwie pochodzącej z kompleksów organicz- nych wody podziemnej. 7. Układ z utlenieniem i sorpcją na filtrze z węgla aktywnego – stosowany do oczyszczania wód podziemnych o podwyższonej utlenialności i intensywnej bar- wie pochodzącej z kompleksów organicznych chelatów. 8. Układ ze złożem wiążącym chemicznie dwutlenek węgla – stosowany w małych obiektach, np. w sanatoriach, domach wczasowych itp. 9. Układ z zastosowaniem nadmanganianu potasu – stosowany dla wód o dużej za- wartości związków organicznych i humusowych. Do poszczególnych układów oczyszczania wody stosuje się następujące urządze- nia: 1. Zbiorniki zarobowe i roztworowe Do przechowywania, mieszania i dozowania chemikaliów i ich roztworów, koagulantów, w zbiornikach zastosowano mieszanie mechaniczne, hydrauliczne lub pneumatyczne. 2. Dawkowniki Urządzenia służące do dawkowania chemikaliów, roztworów oraz substancji stałych i gazów, jak: mleko wapienne, pyłowy węgiel aktywny. 3. Urządzenia do mieszania wody
- 7. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 6 Wykorzystują metody pneumatyczne, pompowe, hydrauliczne i mechaniczne, takie jak komory szybkiego mieszania, w których mieszanie odbywa się w czasie 30–120 s dla roztworów, a dawkowanie substancji stałych w czasie 120–180 s. W procesie wolnego mieszania wody z koagulantami wykorzystuje się komory wolnego mieszania. Wyróż- niamy komory labiryntowe, wodoskrętne, wirowe, mechaniczne o pionowej lub pozio- mej osi mieszadeł. 4. Urządzenia do sedymentacji Do sedymentacji stosuje się następujące osadniki: osadniki o przepływie poziomym, pionowym, osadniki z warstwą osadu zawieszonego, osadniki pionowe zespolone z ko- morą reakcji, osadniki o przepływie poziomo-pionowym, osadniki odśrodkowe, osadniki kontaktowe. 5. Filtry Ze względu na ich przeznaczenie wyróżniamy: filtry do klarowania wody służące do usuwania z wody zawiesin, filtry kontaktowe, w których jednocześnie zachodzi proces koagulacji i filtracji w złożu (filtry do odmanganiania i odżelaziania, filtry sorpcyjne) do usuwania z wody domieszek rozpuszczonych. Ze względu na sposób wywoływania przepływu oczyszczonej wody przez złoże filtracyjne rozróżniamy: filtry grawitacyjne, gdzie woda przepływa wyłącznie pod wpływem różnicy poziomów swobodnych zwier- ciadeł wody nad złożem filtru i w zbiorniku wody przefiltrowanej, oraz filtry ciśnie- niowe, przez które woda przepływa pod ciśnieniem. 6. Urządzenia do usuwania dwutlenku węgla agresywnego Do usuwania agresywnego dwutlenku węgla, tzw. odkwaszania wody, stosowane są urządzenia otwarte lub zamknięte zwane aeratorami. Konstrukcja aeratorów zapewnia jak największą powierzchnię kontaktu powietrza z wodą z jednoczesnym mieszaniem napowietrznej wody oraz łatwy odpływ powietrza w celu usunięcia gazów i substancji lotnych wydzielających się z wody. Wyróżniamy: aeratory rozdeszczające (dysze), rozbryzgujące, kaskadowe i rozdeszczajaco-kaskadowe – które wprowadzają kro- ple, cienkie strugi, warstewki wody do powietrza atmosferycznego; aeratory ciśnie- niowe (mieszacze wodno-powietrzne), w których powietrze jest wtłaczane do wody pod ciśnieniem za pomocą dyfuzorów wytwarzających drobne pęcherzyki powietrza i zapewniające intensywne mieszanie powietrza z wodą; dysze iniektorowe – o właści- wościach pośrednich, napowietrzających. Zadaniem aeratorów jest naruszenie układu węglanowego w wodzie podczas odżelaziania i zmniejszenie właściwości korozyjnych wody oraz usuwanie z wody rozpuszczonych w niej gazów, takich jak dwutlenek węgla czy siarkowodór. Aeratory stosowane są do uzdatniania wód podziemnych.
- 8. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 7 Omówione urządzenia do aeracji wody gwarantują usunięcie agresywnego dwutlenku wody w 50–70%, dlatego stosowane są dodatkowo metody chemiczne. Polegają one na wiązaniu dwutlenku węgla za pomocą wapna, które dawkuje się do wody w postaci mle- ka wapiennego lub wody wapiennej, stosując wapno palone lub hydratyzowane czy wę- glan sodu, wodorotlenek sodu. 7. Urządzenia do dezynfekcji wody Metody dezynfekcji wody: fizyczne (gotowanie, pasteryzowanie, promieniowanie UV, ultradźwięki) lub chemiczne (chlorowanie, ozonowanie). Powszechnie stosowane są chemiczne metody dezynfekcji wody. Dodawany jest chlor w postaci wody chlorowej, powstałej z rozpuszczenia chloru gazowego w wodzie. Do przygotowania i dawkowania wody chlorowej służą chloratory ciśnieniowe lub próżniowe. Chemiczne uzdatnianie wody ma zastosowanie w produkcji napojów i żywności oraz w stacjach mycia CIP. Natomiast dezynfekcję ozonem prowadzi się w układzie ozonowania. Ozon jest wytwa- rzany w ozonatorach, gdzie przepuszcza się suche czyste powietrze przez komorę ci- chych wyładowań elektrycznych, zachodzących pod wpływem prądu zmiennego o na- pięciu 10–20 kV. Stacja ozonowania wody składa się z urządzeń do przygotowania powietrza (pobór powietrza, chłodzenie i suszenie), ozonatorów oraz zbiorników kon- taktowych, służących do wprowadzania ozonu do dezynfekowanej wody. Ozonowanie wody w przemyśle spożywczym stosowane jest do: płukania butelek typu PET, zbiorników i instalacji przy produkcji wody mineral- nej, do uzdatniania wody produkcyjnej i technologicznej, do mycia i dezynfekcji owoców, jarzyn, warzyw i mięs, przy produkcji lodu – wydłuża trwałość mrożonek, przy produkcji ryb w stawach – w procesach ciągłego uzdatniania wody i jej na- powietrzania, w największym stopniu do uzdatniania wody pitnej. Poszczególne urządzenia stosowane są w zakładach spożywczych do uzdatniania wody w odpowiedniej kombinacji, w zależności od jakości surowej wody.
- 9. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 8 2. Urządzenia do oczyszczania ście- ków Ściekami nazywamy wody odpadowe powstałe w procesach produkcyjnych oraz z wód zużytych przez człowieka do zaspokojenia jego potrzeb życiowych, do celów sanitarnych itp. Ścieki pod względem sanitarnym dzieli się na: bytowo-gospodarcze – powstałe przez użytkowanie wody przez człowieka, przemysłowe – odpady wody po produkcji, z mycia i namaczania surowców, wo- da wykorzystywana do transportu lub spływu surowca, z czyszczenia instalacji i urządzeń, linii produkcyjnych, opakowań, z odmulania i odsalania kotłów paro- wych, woda chłodząca, popłuczyny z instalacji uzdatniania wody itp., miejskie – powstałe z działalności gospodarczej miast, ścieki lub wody opadowe – powstające z opadów deszczu, śniegu zmieszanych z zanieczyszczeniami z powierzchni miast, ulic itp. Ścieki w sektorze spożywczym pochodzą z następujących źródeł: mycie surowców, namaczanie surowców, woda wykorzystywana do transportu lub spływu surowca lub odpadów, czyszczenie instalacji i urządzeń, linii produkcyjnych oraz obszaru przetwórstwa, czyszczenie opakowań, odmulanie i odsalanie kotłów parowych, woda chłodząca z systemów otwartych lub ścieki z systemów chłodzenia z za- mkniętym obiegiem, woda popłuczyna z instalacji uzdatniania wody, woda z procesu rozmrażania zamrażarek, ścieki deszczowe. Sektor spożywczy zużywa duże ilości wody, w szczególności do mycia maszyn i urzą- dzeń, instalacji oraz powierzchni pomieszczeń produkcyjnych. Duże instalacje zużywają do kilkuset metrów sześciennych wody na dobę. Większość wody, która nie jest używa- na jako składnik produktów, ostatecznie pojawi się w strumieniu ścieków.
- 10. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 9 Wyróżniamy następujące ogólne metody oczyszczania i unieszkodliwiania ście- ków: Oczyszczanie mechaniczne (wstępne) Polega na usuwaniu ze ścieków zawiesin i cząstek pływających. Czyszczenia dokonuje się przy pomocy następujących urządzeń: krat, sit, piaskowników, w których następuje oddzielenie frakcji nieorganicznych (cięższe opadają na dno) od lżejszych organicznych, osadników, gdzie osady denne usuwane są w sposób ciągły lub periodyczny, i odtłusz- czaczy, w których do wydzielenia się ze ścieków zanieczyszczeń w postaci tłuszczów i olejów stosuje się substancje odtłuszczające, a substancje o mniejszej gęstości wypływa- ją na powierzchnię cieczy. Następnie stosuje się przedmuchiwanie ścieków powietrzem do otrzymania piany ułatwiającej wydzielenie się substancji tłuszczowych. Separatory skrobi stosuje się w zakładach przetwórstwa ziemniaczanego, a także w za- kładach mięsnych i przetwórstwa warzywnego. Separatory tłuszczu stosuje się w ma- sarniach oraz w zakładach mięsnych i przetwórstwa spożywczego oraz wszędzie tam, gdzie występują ścieki technologiczne ze zwiększonym stężeniem tłuszczów roślinnych i zwierzęcych. Oczyszczanie chemiczne Polega na neutralizacji ścieków przez wydzielenie substancji stałych, organicznych, ko- loidalnych, substancji rozpuszczonych, soli metali. Służy do odkażania, usuwania zapa- chów i utleniania ścieków. W tym przypadku stosuje się chlor i związki chlorowo- tlenowe. Oczyszczanie chemiczne jest jednym z etapów oczyszczania ścieków, dalej sto- suje się oczyszczanie mechaniczne i biologiczne. Do wydzielenia się ze ścieków substan- cji stałych, koloidów, soli metali stosuje się koagulację, polegającą na zobojętnieniu ujemnych ładunków koloidów przez dodanie ładunków wodorotlenowych metali i wy- trąceniu osadu kłaczkowatego. Chlorowanie ścieków stosuje się w cukrowniach i prze- twórniach owoców i warzyw do recyrkulowanych wód spławiakowych, do hydrotrans- portu owoców i warzyw. Natlenianie ścieków Jest uzupełnieniem metod oczyszczania ścieków. Prowadzi się je w urządzeniach za- pewniających dużą powierzchnię styku z powietrzem i intensywne mieszanie (kaskady, zastawki, progi). Natlenienie prowadzi się w płytkich zbiornikach, w których poza utle- nieniem prowadzi się też oczyszczanie biologiczne.
- 11. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 10 Oczyszczanie ścieków z wykorzystaniem osadów czynnych Metoda oczyszczania ścieków wykorzystująca zjawisko zachodzące w wodach płynących zanieczyszczonych ściekami, w których zanieczyszczenia z biegiem czasu ulegają roz- kładowi przy współudziale drobnoustrojów i tlenu z atmosfery, tzw. zintensyfikowane samooczyszczanie się. Oczyszczanie ścieków prowadzi się z większą ilością drobnou- strojów w niewielkiej objętości oraz sztucznie napowietrza. Ścieki przemysłowe to wody zużyte podczas przetwarzania surowców w produkty go- towe. Ścieki mają bardzo zróżnicowany i zmienny skład chemiczny i fizyczny i zależą od specyfiki przemysłu, z którego pochodzą, oraz sposobu organizacji gospodarki wodno- ściekowej. Ścieki mogą mieć różne stężenie i ładunki zanieczyszczeń. Stężenie zanieczyszczeń – to masa zanieczyszczeń, np. zawiesin, przypadająca na jed- nostkę objętości ścieków wyrażona w mg/dm3 lub g/m3. Ładunek zanieczyszczeń – to iloczyn stężenia i określonej objętości ścieków. Podstawowymi wskaźnikami zanieczyszczenia ścieków są: BZT5 (biochemiczne 5-dobowe zapotrzebowanie tlenu w mg O2/dm3) – ilość tle- nu niezbędna drobnoustrojom do całkowitego rozkładu obecnych w wodzie lub ściekach związków organicznych, ChZT (chemiczne zapotrzebowanie tlenu w mg O2/dm3) – ilość tlenu potrzebna do utlenienia związków organicznych metodami chemicznymi w określonych warunkach. Charakterystyka i skład ścieków z poszczególnych branż przemysłu spożywczego: Ścieki z zakładów mięsnych i ubojni pochodzą głównie z dostawy zwierząt, rozładunku, mycia środków transportu i przetrzymywania zwierząt na placu spędowym, z poszczególnych etapów uboju i przerobu zwierząt. W skład ścieków poprodukcyjnych wchodzą przede wszystkim substancje organiczne (białka, tłuszcze, zawiesiny) jako rezultat przedostawania się do ścieków odpadów ope- racyjnych, tj. odchodów, krwi (wartość ChZT dla nie zakrzepniętej krwi wynosi około 400 g O2/dm3), pierza, zawartości przewodów pokarmowych, fragmentów tkanek, solanek, tłuszczów odpadowych, a także substancji nieorganicznych, jak np. piasek i żwir. Ścieki poprodukcyjne charakteryzuje ponadto wysokie stężenie substancji rozpuszczonych, zwłaszcza chlorków i biogenów, tj. związków azotu i fosforu.
- 12. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 11 Tabela 7.1. Skład ścieków z przemysłu mięsnego Oznaczenie Wartości ścieków w g/m3 Ścieki z rzeźni Ścieki z przetwórstwa Ogólne BZT5 1180 2100 1160–2880 ChZT 1320 2240 1000–6000 Utlenialność 400 300 300–980 Zawiesiny 450 1580 1150-2140 Tłuszcze 240 1100 160–2500 Ekstrakt eterowy – – 800 Azot – – 140–580 Fosfor ogólny – – 10–80 Sucha pozosta- łość 930 3120 – Źródło: Bartkiewicz 2006 Ścieki z cukrowni zawierają kondensaty z aparatów i filtrów próżniowych oraz wyparek, wody amoniakalne i chłodnicze, ścieki ze spławiaków i płuczek, zanie- czyszczenia substancjami rozpuszczonymi z przerobu buraków, zanieczyszczenia substancjami organicznymi z odwadniania wysłodków, mycia płuczek filtracyj- nych, pomieszczeń i urządzeń. Ścieki wykazują zróżnicowany stopień i rodzaj za- nieczyszczenia i obejmują: wody gorące słabo zanieczyszczone, wody zawierające zanieczyszczenia mechaniczne, mineralne i organiczne oraz wody silnie zanie- czyszczone chemicznie i mechanicznie. Mają charakterystyczny słodkawo- buraczany zapach, a zanieczyszczenia są łatwo rozkładalne. Głównie są to cukry, białka i związki mineralne. Odczyn ścieków może być kwaśny (wody spławiako- we – ChZT 5000–10000 g O2/m3) lub zasadowy (odcieki z błota defekosaturacyj- nego). Tabela 7.2. Skład ścieków cukrowniczych Oznaczenie Wartości ścieków w g/m3 Biologicznie oczyszczone Spławiakowe Płuczkowe Barometryczne Chłodnicze ChZT 117 7274 7360 556 33 BZT5 33 5097 5112 360 4 Zawiesiny 77 1263 1272 60 14 Azot ogólny 25 79 82 70 10 Fosfor ogólny 1 8 8 1,5 0,3 Substancje rozpuszczalne 1025 1724 1767 447 400 Potas 164 253 253 4,3 16 Źródło: Bartkiewicz 2006
- 13. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 12 Ścieki z produkcji krochmalu (skrobi) pochodzące z produkcji o charakterze kampanijnym obejmują wytwarzanie skrobi ziemniaczanej, syropu skrobiowego i jadalnych produktów ziemniaczanych, jak płatki, kostka lub proszek. Ścieki two- rzone są przez strumienie wód ze spławiaków i płuczek ziemniaków, ścieki pro- dukcyjne z operacji obierania, krojenia i płukania oraz wody zależne od asorty- mentu: z blanszowania, gotowania, tłoczenia i sterylizacji. Mają zróżnicowany skład w zależności od miejsca powstawania. Są bogate w zawiesiny nieorganiczne i związki organiczne (wysokie BZT i ChZT), podlegające fermentacji, bogate w związki rozpuszczone, głównie łatwo rozkładalne wielocukry, jak skrobia (krochmal), dobrze wykorzystywane przez mikroorganizmy osadu czynnego. Tabela 7.3. Skład ścieków z krochmalni Oznaczenie Wartości ścieków w g/m3 Spławiakowe Wody sokowe pH 7,1 6,0 Zawiesiny 1040 1475 Substancje rozpuszczal- ne 610 4950 BZT5 350 2760 ChZT 865 8525 Azot ogólny 30 290 Fosfor ogólny 15 115 Potas 100 690 Sód 20 17 Wapń 100 90 Źródło: Bartkiewicz 2006 Ścieki z mleczarni zawierają ścieki z produkcji o charakterze wieloasortymen- towym, związane z powstawaniem dużej ilości ścieków uciążliwych dla środowi- ska, zawierających zazwyczaj pozostałości mleka, z wysoką zawartością tłusz- czów w formie ciekłej i stałej, także zawiesiny ogólnej (wysokie ChZT i BZT). W stanie świeżym ścieki mają odczyn alkaliczny, z wyjątkiem ścieków pochodzących z wytwórni kazeiny i niektórych gatunków sera. Łatwo zagniwają wskutek fer- mentacji laktozy, fermentacji kwaśnej (mlekowej i masłowej – problem odoru). Oczyszczanie serwatki (bardzo wysokie BZT5, zmienne pH), łącznie z pozostałymi ściekami, jest na ogół niewskazane, choć można ją wykorzystać jako źródło sub- stancji zasilających osad czynny. Tabela 7.4. Skład ścieków z mleczarni Oznaczenie Wartości ścieków w g/m3 Z mycia rurociągów Ścieki ogólne pH 9,6 9–10,5
- 14. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 13 Utlenialność 290 480–1020 ChZT 1200 700–2800 BZT5 515 500–2000 Ekstrakt eterowy 160 30–375 Zawiesiny 480 205–1980 Azot ogólny – 30–150 Fosfor ogólny – 20–100 Źródło: Bartkiewicz 2006 Ścieki z przemysłu tłuszczowego zawierają wody z chłodzenia, ścieki z wytła- czania i rafinacji olejów, ścieki z utwardzalni, ścieki poprodukcyjne, ścieki z mycia urządzeń i pomieszczeń. Głównym zanieczyszczeniem jest olej, ale oprócz nich występują mleko, kwasy tłuszczowe, wodorotlenki sodu i potasu, chlorek sodu oraz nikiel. Produkcja obejmuje wytwarzanie surowych i rafinowanych olejów roślinnych, większość procesów zachodzi w podwyższonej temperaturze, ścieki pochodzą z działów ekstrakcji, zobojętniania, z produkcji margaryny i innych tłuszczów stałych. Ścieki zawierają substancje organiczne, w tym pozostałości tłuszczu, zawiesinę oraz związki nieorganiczne, również fosfor, mają różny skład, zmienne pH. Zalecana jest minimalizacja zużycia środków chemicznych (np. ben- zyny ekstrakcyjnej lub heksanu), ścieków bardzo niebezpiecznych dla osadu czynnego z uwagi na bardzo wysoką zawartość ekstraktu eterowego i alkaliczne pH. Tabela 7.5. Skład ścieków z przemysłu tłuszczowego Oznaczenie Wartości ścieków w g/m3 poprodukcyjne ogólne pH 6–8,8 5–9 Utlenialność 194–420 80–144 ChZT 1285–2310 400–430 BZT5 350–730 45–120 Ekstrakt eterowy 385–500 65–90 Zawiesiny 308–634 89–122 Substancje rozpuszczone 964–1280 516–712 Fosfor ogólny 26–55 8–9 Źródło: Bartkiewicz, 2006 Ścieki z zakładów utylizacyjnych zawierają ścieki technologiczne: kondensaty oparów, odpływy ze sterylizatorów, odpływy z mycia i płukania urządzeń, ścieki zakaźne obciążone odpadkami stałymi, substancjami rozpuszczonymi o bardzo dużym zapotrzebowaniu na tlen ze skłonnościami do zagniwania i odrażającym zapachu. Ścieki są podatne na rozkład biologiczny.
- 15. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 14 Tabela 7.6. Skład ścieków z zakładów utylizacyjnych Oznaczenie Wartości ścieków w g/m3 Zakres Średnio pH 6,8–8,1 – Sucha pozostałość 690–7700 4987 BZT5 470–8600 5300 ChZT 570–10 500 6025 Tłuszcze 120–925 630 Azot ogólny 100–1440 554 Azot amonowy 74–890 413 Fosfor ogólny 9–113 18 Źródło: B. Bartkiewicz, 2006. Ścieki z zakładów przetwórstwa rybnego zawierają ścieki pochodzące z proce- sów technologicznych: rozmrażania, mycia i obróbki tusz, ścieki zanieczyszczone są częściami ryb, solą i środkami powierzchniowo-czynnymi stosowanymi przy myciu. Zanieczyszczenia obecne w ściekach przemysłu rybnego są niezdefinio- waną mieszaniną substancji, przeważnie organicznych, i chlorku sodu. Ścieki te zawierają duże ilości stałych części ryb, stałych dodatków używanych w procesie produkcyjnym (przypraw, warzyw itp.), substancji tłuszczowych, białek rozpusz- czalnych, soli mineralnych, kwasu octowego, węglowodanów itp. W ściekach z działalności przetwórczej jest wysoki udział pozostałości zalew octowych i cu- krów. O charakterze i jakości ścieków przemysłu rybnego decydują takie parame- try jak pH, wskaźniki tlenowe (BZT5 i ChZT), chlorki oraz zawartość fosforu i azo- tu ogólnego. Tabela 7.7. Skład ścieków z zakładów rybnych Oznaczenie Wartości ścieków w g/m3 Zakres Średnio pH 6,1–7 6,7 BZT5 1470–2540 2300 ChZT 3000–4350 3500 Chlorki 2300–4750 3000 Azot ogólny 35–105 58 Fosfor ogólny 15–67 28 Źródło: Bartkiewicz, 2006 Ścieki z browarów zawierają ścieki ze wszystkich etapów produkcji: z leżakowania, warzenia, fermentowania i rozlewania oraz z mycia urządzeń i instalacji. Źródłem ścieków w browarach jest proces przygotowania słodu, jak również produkcja pi- wa. Ścieki z moczenia ziarna zawierają dużo substancji rozpuszczonych (cukrów, białek), dobrze wykorzystywanych przez bakterie osadu czynnego jako źródło wę- gla dla procesów denitryfikacji – duże przyrosty osadu mają charakterystyczną
- 16. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 15 barwę żółtobrunatną, a także skłonność do pienienia. Ścieki browarniane związane są zarówno z procesem technologicznym (warzelnia – odcieki z młóta i chmielin, fermentownia – odcieki zawierające pozostałości drożdży, rozlewnia: pozostałości produktu, operacje mycia). Z uwagi na wysoką zawartość substancji białkowych ścieki z browaru łatwo ulegają procesom fermentacji z wydzieleniem takich pro- duktów gazowych jak H2S, NH3, CH4 i H2. Ścieki charakteryzuje duże zróżnicowa- nie stężeń poszczególnych zanieczyszczeń. Tabela 7.8. Skład ścieków z browarów Oznaczenie Wartości ścieków w g/m3 Zakres Średnio Zawiesiny 158–1540 634 BZT5 185–2400 1220 ChZT 310–3500 1900 Azot ogólny 48–348 80 Fosfor ogólny 1,4–9 4,3 Źródło: Bartkiewicz 2006 Ścieki z gorzelni zawierają ścieki pochodzące z wód chłodzących, z mycia ziem- niaków, surowców. Podstawowymi produktami są tu drożdże piekarskie (z droż- dżowni), spirytus surowy (produkowany przez gorzelnie rolnicze), spirytus rek- tyfikowany (oddziały rektyfikacji), wódki czyste i gatunkowe (wytwórnie wó- dek). Produktem ubocznym gorzelni jest wywar, tj. pozostałość po oddestylowa- niu spirytusu (6–10% s. m., bardzo wysokie BZT, odczyn kwaśny, zalecany do od- dzielnego zagospodarowania, np. nawozowego). Ścieki technologiczne mają zróżnicowany skład, w zależności od miejsca powstawania, w gorzelni – zanie- czyszczone zawiesinami, uciążliwe, o znacznym BZT oraz specyficznym zapachu, w drożdżowni – kwaśne, bardzo bogate w rozpuszczone związki organiczne, ła- two zagniwające; ścieki z rektyfikacji - najmniej obciążone, także jako wody po- chłodnicze - gorące (50°C). Tabela 7.9. Skład ścieków z gorzelni Oznaczenie Wartości ścieków w g/m3 Zakres Średnio BZT5 500–2900 1800 ChZT 1200–9100 4300 Źródło: Bartkiewicz 2006. Ścieki z przetwórstwa owoców i warzyw pochodzą z produkcji bardzo zróżni- cowanej asortymentowo, ścieki obejmują głównie popłuczyny z mycia surowca, także ścieki operacyjne związane z obieraniem, blanszowaniem, chłodzeniem i napełnianiem (zalewy cukrowe). Zawierają np. kawałki owoców, warzyw, odcieki
- 17. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 16 soków, znaczne ilości związków nieorganicznych i organicznych (jak np. pektyny i łatwo rozkładalne cukry), o dużej zmienności składu oraz stężeń zanieczyszczeń w ciągu doby. Ścieki związane bezpośrednio z produkcją przetworów charakte- ryzuje zmienna wartość odczynu pH, wysoka wartość BZT oraz stężenie zawiesin, a przy wytwarzaniu produktów warzywno-mięsnych – również zawartość sub- stancji ekstrahowanych eterem naftowym. Do oczyszczania ścieków w zakładach przetwórstwa spożywczego służą oczyszczalnie ścieków: mechaniczne, biologiczne, hydrobotaniczne oraz chemiczne. Różnorodność metod i sposobów oczyszczania wynika ze zmienności składu i ilości ścieków. Zawartość substancji organicznych i nieorganicznych decyduje o dobrze metody oczyszczania ście- ków. W zależności od rodzaju ścieków proces oczyszczania powinien być prowadzony tak, aby uzyskiwać najwyższy możliwy stopień oczyszczenia ścieków przy minimalnym nakładzie kosztów. Substancje zanieczyszczające wody ściekowe dzieli się na: nieroz- puszczalne, półrozpuszczalne (koloidy) oraz rozpuszczalne. Substancje organiczne ule- gają rozkładowi w warunkach tlenowych i beztlenowych.
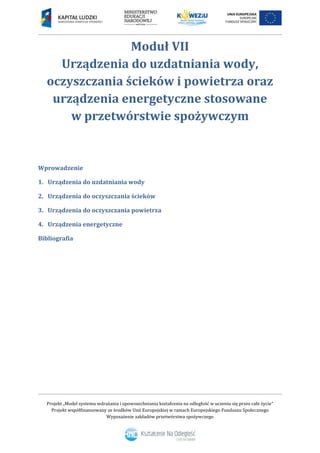
- 18. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 17 Rysunek 7.1. Schemat ideowy oczyszczania ścieków pochodzących z przemysłu spożyw- czego KRATY, SITA (oddzielenie zanie- czyszczeń o dużych rozmiarach) Ścieki Skratki POMPY (pompowanie) PIASKOWNIK (usuwanie zanieczysz- czeń wleczonych) OSADNIKI WSTĘPNE (sedymentacja zawiesin, oddzielenie tłuszczu) PiasekPowietrze Osad surowy, tłuszcz KOMORA NAPOWIE- TRZANIA lub BEZ- TLENOWA (nitryfikacja, denitryfikacja) Osad nadmiarowy, biogaz OSADNIK , FERMENTATOR (sedymentacja, fermentacja) Osad czynny recyrkulowany Oczyszczanie mechaniczne Oczyszczanie biologiczne
- 19. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 18 Źródło: opracowanie własne autora KOMORA MIESZANIA OSADNIK WTÓRNY (sedymentacja wytrą- conych zawiesin) Powietrze, Al2Fe, Osad nadmiarowy Osad recyrkulowany Oczyszczanie chemiczne Ścieki oczyszczone, odbiornik, staw FILTR (filtracja)
- 20. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 19 3. Urządzenia do oczyszczania powietrza Główne zanieczyszczenia powietrza pochodzące z przemysłu spożywczego to pył i za- pach. Zapach jest problemem w skali lokalnej, który odnosi się do procesu produkcyjne- go lub do przechowywania surowców, produktów ubocznych i odpadów. Emisje zanieczyszczeń do powietrza można podzielić na: Punktowe – obejmują reaktory, piece i kotły, kolumny destylacyjne i rektyfika- cyjne, wyparki, kondensatory itp. Emisja z tych źródeł może być kontrolowana przez zainstalowanie dodatkowych aparatów oczyszczających gazy odlotowe. Lotne zorganizowane – odprowadzane do powietrza za pomocą środków tech- nicznych. Obejmują emisje cząstek aerozolowych, dymów, gazów z pomp, spręża- rek, zaworów, zasuw, urządzeń podających i wyładowczych, włazów, luków, miejsc poboru próbek, instalacji odciągowych i wyciągowych itp. Emisja może być kontrolowana przez zainstalowanie dodatkowych aparatów oczyszczających na końcu instalacji odciągowej). Lotne niezorganizowane – ulatniające się bez specjalnych środków technicz- nych – emitorów. Obejmują place składowe materiałów sypkich, lotnych, wysypi- ska odpadów, oczyszczalni ścieków itp. Źródła emisji odprowadzanych w sektorze spożywczym: emisje z procesów technologicznych, wydalone przez przewody wentylacyjne urządzeń oraz związane z działaniem instalacji, np. w procesie smażenia, goto- wania, warzenia, gazy odpadowe z kominów czyszczenia lub urządzeń podgrzewających, które są wykorzystywane tylko w momencie włączenia lub wyłączenia instalacji, emisje z kominów z operacji magazynowania i przyjmowania, np. transferów, za- ładunku i rozładunku towarów, surowców i półproduktów, gazy spalinowe z jednostek zaopatrujących w energię, takie jak piece, kotły pa- rowe, połączone jednostki ciepła i energii, turbiny gazowe, silniki gazowe, gazy odpadowe z urządzeń kontroli emisji, takich jak filtry, termiczne utleniacze lub adsorbery, gazy odpadowe z regeneracji rozpuszczalnika, np. w instalacjach ekstrakcji oleju roślinnego, zrzuty z urządzeń bezpieczeństwa, np. klapy bezpieczeństwa i zawory bezpie- czeństwa, spaliny z systemów wentylacyjnych, spaliny z kominów źródeł rozproszonych lub ulotnych, np. źródeł rozproszonych zainstalowanych w pomieszczeniach lub budynku.
- 21. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 20 Źródła emisji rozproszonych (nieorganizowanych) w sektorze spożywczym: emisje z urządzeń technologicznych, związanych z działaniem instalacji, uwol- nione z dużych powierzchni lub przez otwory, straty produkcyjne i straty spowodowane odpowietrzaniem urządzeń magazynu- jących i podczas operacji przyjmowania, np. napełnianie beczek, ciężarówek i kontenerów, emisje ze spalanych gazów, wtórne emisje, wynikające z obróbki lub unieszkodliwiania odpadów, np. lotne substancje z kanałów ściekowych, oczyszczalni ścieków lub woda chłodząca. Źródła emisji ulotnych (niezorganizowanych) w sektorze spożywczym: straty zapachu podczas składowania, napełniania i opróżniania zbiorników i silo- sów, demontaż elementów z oczyszczalni ścieków o nieprzyjemnym zapachu, który prowadzi do uwolnienia zapachu do powietrza, wywietrzniki zbiorników magazynujących, wycieki z rurociągu, fumigacja, straty pary podczas składowania, napełniania i opróżniania zbiorników i bębnów z rozpuszczalnikiem, w tym podczas odłączenia przewodu, rozerwane tarcze i poluzowanie zaworu zrzutu, wycieki z kołnierzy, pomp, uszczelek i zaworów, straty wynikające z konstrukcji budynku, np. okien, drzwi itd., osadniki, chłodnie kominowe i baseny studzenia. Główne zanieczyszczenia powietrza z procesów stosowanych w przemyśle spo- żywczym, wyłączając zanieczyszczenia uwolnione w związku z ich zastosowaniem, np. produkcją energii: pył, lotne związki organiczne i zapach, substancje chłodzące zawierające amoniak i halogen, produkty spalania, takie jak CO2, NOx i SO2. Zapach jest głównie problemem lokalnym. Emisje niektórych zanieczyszczeń do atmos- fery są szkodliwe, ale także wydzielają nieprzyjemny zapach. Dla dwóch identycznych instalacji do produkcji tych samych produktów i przy użyciu tych samych surowców i procesów emisje nieprzyjemnego zapachu mogą być problemem dla jednych, a dla dru-
- 22. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 21 gich nie. Jest wiele przypadków, w których instalacje, wcześniej usytuowane na obsza- rach wiejskich lub na obrzeżach miast, borykają się dziś z problemem nieprzyjemnego zapachu, ponieważ w ich pobliżu zostały zbudowane nowe osiedla domów w wyniku ekspansji miast. Do urządzeń i metod do oczyszczania powietrza należą: Odpylacze grawitacyjno-inercyjne Odpylanie prowadzone jest w wyniku działania sił grawitacyjnych podczas przepływu strumienia aerozolu z małą prędkością liniową przez komorę osadczą pyłową. Opadają- ce cząstki gromadzą się na dnie komory. W komorze mogą być umieszczone poziome lub pionowe półki do zmiany kierunku przepływu gazu i do zwiększenia efektu działania sił na cząstki. Jako odpylacze inercyjne stosowane są kanały, przewody o zmiennym kie- runku przepływu i komory z półkami profilowanymi typu żaluzje. Odpylacze stosuje się do usuwania cząstek dużych rozmiarów jako odpylacze wstępne. Są proste w działaniu i konstrukcji, nie mają części ruchomych i potrzebują niedużo energii. Cyklony Do odpylania wykorzystują spiralny lub wirowy ruch strumienia aerozolu do wywoły- wania działania siły odśrodkowej na cząstki. Następuje wprowadzenie strumienia aero- zolu do komory cylindrycznej lub przepływ gazu przez łopatki promieniowe, zwoje śru- bowe lub ślimakowe podczas przepływu osiowego. Stąd cyklony dzieli się na: cyklony z wlotem stycznym, osiowym, z przepływem rewersyjnym i osiowym, przelotowym. Cy- klony rewersyjne montowane są pionowo, osiowe w dowolnej pozycji. Zbudowane są ze stali konstrukcyjnej węglowej lub z innych materiałów, np. ceramicznych dla wysokich temperatur odpylania gazów, usuwania cząstek erozyjnych i gazów korozyjnych. Odpylacze filtracyjne Cząstki aerozolowe wydzielane są w zasadzie w warstwie pyłu, warstwa filtracyjna two- rzy się na cząstkach uprzednio wydzielonych na przegrodzie filtracyjnej, porowatej. Na- leżą do wysoko sprawnych odpylaczy stosowanych do usuwania z gazów cząstek mniej- szych od 10µm. Materiałami filtracyjnymi są: tkaniny tkane, plecione, filc, włókna luźne, papier, membrany mikroporowate, filtry porowate z tworzyw sztucznych, ceramiki, me- tali itp. Elektrofiltry Ich działanie ich polega na ładowaniu elektrostatycznym cząstek i wydzielaniu nałado- wanych cząstek z pola elektrycznego oraz usuwaniu cząstek pyłu z powierzchni wydzie-
- 23. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 22 lenia. Działają w układach: pusty cylinder lub wielokąt foremny jako elektroda osadcza (anoda) z umieszczoną w osi elektrodą emisyjno-koronującą (katodą) lub równoległe, płaskie i profilowane płyty (anody) z umieszczonymi między nimi w równych odstępach katodami w postaci drutu lub prętów profilowanych z ostrzami. Odpylacze mokre Wydzielanie cząstek aerozolowych odbywa się w nich na kroplach cieczy poruszających się w strumieniu aerozolu, na warstewkach cieczy spływających lub przepływających przez powierzchnie stałe, z pęcherzyków gazu poruszających się w cieczy, ze strumieni aerozolu zderzających się w środowisku strug lub kropel cieczy, ze strumieni aerozolu uderzających o ciekłą lub zwilżoną powierzchnię stałą. Mechanizm wydzielania cząstek polega na zderzeniu inercyjnym oraz efekcie bezpośredniego zaczepiania. Stosowane są do odpylania cząstek powyżej 1 µm wydzielanych na kroplach i zwilżonych włóknach oraz dla cząstek powyżej 5 µm wydzielanych w skruberach odśrodkowych i zderzenio- wych. Wyróżnia się odpylacze nisko-, średnio- i wysokoenergetyczne. Separatory i odkraplacze Stosowane są do rozdziału mieszanin gazu i cieczy. W separatorach ze strumienia gazu wydzielane są strugi i dużych rozmiarów krople. W odkraplaczach usuwane są ze stru- mienia gazu krople o średnicach od dużych do bardzo małych stanowiących mgłę wy- dzieloną w odemglaczach (demisterach). Działanie mechaniczne, dynamiczne, wywoła- ne jest przepływem strumienia gazu wobec powierzchni zwilżonego wypełnienia w ko- lumnie, powierzchni wymiany ciepła, przepływu dwufazowego wobec ścian zbiornika i powoduje generowanie kropli cieczy, które, podczas smarowania trących, rozgrzanych powierzchni, mają średnice mniejsze od 1 µm. Opary w wyniku reakcji chemicznej dają produkt ciekły. Absorbery Stosowane do usuwania zanieczyszczeń gazowych ze strumieni gazów. Metody absorp- cyjne usuwają z gazów odlotowych jeden lub więcej składników z mieszaniny gazowej przez absorpcję w cieczy, jest to proces dyfuzyjnego przenoszenia cząsteczek gazu do cieczy na skutek istnienia w układzie gradientu stężenia dyfundujących składników. Ci- śnienie i temperatura mają wpływ na stan równowagi. Wyróżniamy absorbery natry- skowe, półkowe, kolumny z wypełnieniem ruchomym (fluidalne) i nieruchomym. Adsorbery Urządzenia wykorzystywane do usuwania zanieczyszczeń gazowych ze strumieni ga- zów, wykorzystujące proces dyfuzyjny wymiany masy, polegający na wydzielaniu czą-
- 24. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 23 stek gazu i oparów na powierzchni adsorbentu. Mechanizm jest bardzo złożony. Adsor- bery gazu pracują w celu zwiększenia ilości adsorbantu na powierzchni adsorbentu, a następnie jego zdesorbowania, zmieniając temperaturę adsorbentu lub ciśnienie cząst- kowe adsorbowanego składnika w gazie. Adsorbenty muszą być selektywne, proces mu- si być odwracalny i muszą posiadać dużą pojemność sorpcyjną. Występują w postaci cząstek, kształtek, granul kulistych, cylindrycznych, włókien, pianek, warstw monoli- tycznych, mat. Zaliczamy tu węgiel aktywny, sita molekularne, silikażel, aktywowany tlenek glinu, zeolity, polimery, biosorbenty. Procesy adsorpcji prowadzi się okresowo w pojemnikach, zbiornikach, w sposób ciągły w aparatach zbiornikowych z okresową re- generacją oraz w sposób ciągły z ciągłą regeneracją w kolumnach lub obracających się bębnach, tzw. rotorach. Spalanie termiczne i katalityczne Stanowi metodę kontrolowanej destrukcji, unieszkodliwienia zanieczyszczeń. Podczas usuwania zanieczyszczeń gazowych, unieszkodliwienie węglowodorów prowadzi do powstania CO2 i pary wodnej z wydzieleniem ciepła. Na przebieg procesów spalania ma wpływ temperatura, czas przebywania i burzliwość w strefie spalania. Zanieczyszczenia spalane w wielu procesach przetwórczych widoczne są w tzw. pochodniach. Produktami spalania mogą być też substancje toksyczne (rtęć, kadm, cynk i in.) oraz gazy SO2, N2, NO, NO2. Większość substancji lotnych może być zdegradowana przez spalanie do CO2 i H2O. Związki chlorowe spalane przechodzą w HCl i powodują problemy korozyjne. Spalane cząsteczki stałe zawieszone w gazie powodują dymy i tzw. smogi. Kondensatory bezprzeponowe i przeponowe Usuwają w specyficznych warunkach zanieczyszczenia gazowe w postaci oparów po- przez kondensację. Kondesacja to technika separacji, w której najbardziej lotny składnik mieszaniny gazowej jest wydzielany na skutek zwiększania prężności i przejścia do sta- nu nasycenia oraz zmiany stanu fazowego na ciekły. Stosowana jest do wstępnego oczyszczania gazów w celu zmniejszenia obciążenia właściwej instalacji oczyszczania. Układy bezprzeponowe stanowią skraplacze barometryczne, natryskowe lub strumie- niowe, w których czynnikiem chłodzącym jest woda. Ich wadą ich wymagany duży strumień czynnika chłodzącego i powstawanie wody zanieczyszczonej. Kondensatory przeponowe to zwykłe wymienniki ciepła płaszczowo-rurowe, wężownicowe lub spi- ralne. Czynnik chłodzący przepływa rurkami, a opary kondensują między rurkami i spływają z powierzchni rur do zbiornika.
- 25. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 24 Oczyszczanie biologiczne gazów Jest alternatywną metodą oczyszczania gazów, gdy stężenie zanieczyszczeń w strumie- niu powietrza jest małe (<1000 ppm), a zanieczyszczenia są łatwo biodegradowalne, natomiast strumień gazu stabilny. Proces przebiega pod wpływem tlenu i bakterii z wy- dzieleniem CO2, H2O i biomasy. Oczyszczanie biologiczne jest wysokosprawne i wynosi >90% dla wielu zanieczyszczeń organicznych, jak: propan, butan, styren, alkohole, feno- le, chlorek metylenu, merkaptany, siarkowodór, amoniak i inne pochodzenia roślinnego i zwierzęcego. Oczyszczenie biologiczne polega na ujęciu gazów odlotowych ze źródła emisji, transporcie rurociągiem ssącym przez odpylacz wstępny filtracyjny do wentyla- tora, kontrolę temperatury strumienia i jego podgrzanie lub schłodzenie, przed skiero- waniem do nawilżenia w komorze lub skruberze natryskowym. Następnie strumień ga- zu o właściwych parametrach fizycznych jest podawany i równomiernie rozpraszany na przekroju wlotowym bioreaktora. W biofiltrach są bakterie aerobowe oraz grzyby wy- stępujące w środowisku naturalnym. Zaletami biofiltracji jest to, że proces jest prosty, o dużej sprawności, naturalny i bezpieczny dla środowiska, mało kosztowny dla oczysz- czania dużych strumieni gazów zawierających małe stężenia zanieczyszczeń. Oczyszcza- nie biologiczne często jest wykorzystywane do oczyszczania powietrza w procesach technologicznych w przemyśle spożywczym, chemicznym, skórzanym, w oczyszczal- niach ścieków, na wysypiskach śmieci oraz w hodowli zwierząt.
- 26. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 25 4. Urządzenia energetyczne Energetyka zajmuje się przetwarzaniem energii pierwotnej zawartej w różnych nośnikach energii na formy energii przy- datne w przemyśle, jak energia elektrycz- na lub cieplna. W gospodarce energetycz- nej dominuje energetyka cieplna, ponie- waż ponad 90% energii elektrycznej uzy- skuje się z paliw kopalnych. Energia jest wykorzystywana w różnych postaciach. Nośnikami energii są: nośniki energii pierwotnej (surowce energetyczne) – paliwa kopalne (węgiel, ropa naftowa, gaz ziemny), biomasa, paliwa jądrowe, nośniki energii wtórnej (środki do przenoszenia energii) – prąd elektryczny, para wodna, gorąca woda, sprężone powietrze. Urządzenie energetyczne to urządzenia techniczne stosowane w procesach wytwarza- nia, przetwarzania, przesyłania i dystrybucji, magazynowania oraz użytkowania paliw i energii. Urządzenia energetyczne z układami połączeń pomiędzy nimi tworzą instalację energetyczną. Energię do urządzeń można doprowadzić lub odprowadzić za pomocą: pracy mechanicznej (maszyny tłokowe, wirnikowe), ciepła (przez przewodzenie, promieniowanie lub konwekcję), prądu elektrycznego (silniki, generatory elektryczne, grzejniki elektryczne), strugi czynnika. Zakłady energetyczne zajmują się przetwarzaniem, użytkowaniem i udostępnianiem energii i obejmują elektrownie, elektrociepłownie oraz ciepłownie. Ze względu na wy- magania odbiorców dzieli się je na: zawodowe i przemysłowe. Zakłady energetyczne zajmują się przemianą energii pierwotnej w inne formy energii użytecznej: ciepłownie i kotłownie dostarczające energii cieplnej zawartej w gorącej wo- dzie o temperaturze od 373–500 K lub parze wodnej o ciśnieniu od 0,6–2,0 MPa i temperaturze 700 K, siłownie dostarczające za pośrednictwem energii cieplnej energii mechanicznej, (w zależności od nośnika energii pierwotnej wyróżnia się cieplne siłownie paro- we, spalinowe i jądrowe),
- 27. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 26 elektrownie wytwarzające energię elektryczną, elektrociepłownie wytwarzające jednocześnie energię elektryczną i cieplną. Sektor spożywczy zależny jest od energii wykorzystywanej do przetwarzania, magazy- nowania i zapewnienia świeżości i bezpieczeństwa żywności. Wykorzystywane źródła energii i urządzenia energetyczne zależą od techniki przetwarzania. Każda instalacja w zakładach przetwórstwa żywnościowego jest inna i korzysta z różnych nośników ener- gii. Energia elektryczna wykorzystywana jest: podczas przyjmowania materiałów i surowców do magazynu, do sortowania, klasyfikowania, obłuszczania, szypułkowania, usuwania łodyg i przycinania, np. w przetwórstwie warzywnym w operacji sortowania mrożonych warzyw zużywa się 0–20 kWh/t energii elektrycznej, podczas mycia i rozmrażania (mycie szpinaku jest energochłonne), podczas cięcia, krojenia, siekania, mielenia, rozcierania i prasowania, w operacjach mieszania, homogenizacji i emulgacji, podczas mielenia i kruszenia w urządzeniach, w urządzeniach do formowania, wytłaczania i ekstradowania, w procesie ekstrakcji, w procesie wirowania, w procesie sedymentacji i filtracji do operacji pompowania, w procesach separacji membranowej, w elektrodializie (umożliwia transport jonów), w procesach krystalizacji do zasilania pomp i napędów oraz w układach chłodze- nia, podczas dezodoryzacji ścieków, w trakcie procesu rozpuszczania, podczas fermentacji w układach chłodzenia, podczas koagulacji do chłodzenia, przy kiełkowaniu do kondycjonowania i cyrkulacji powietrza, w procesach wędzenia do produkcji dymu, operacji ogrzewania i suszenia, podczas utwardzania produktów, podczas procesów karbonizacji do obsługi wymienników ciepła i chłodnic, podczas pieczenia, w procesach prażenia, w procesach smażenia, podczas hartowania do zasilania pomp, napędów i systemów chłodzenia,
- 28. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 27 w suszeniu cieczy do fazy stałej, do chłodzenia, schładzania i stabilizacji na zimno (jest niezbędna do zasilania pomp w obiegu wody chłodzącej lub wentylatorów w operacji chłodzenia powie- trza), do mrożenia (potrzebna jest w układach mrożenia oraz do zasilania wentylato- rów do cyrkulacji powietrza), w operacjach suszenia przez zamrażanie – liofilizację, do czyszczenia i dezynfekcji wykorzystywana jest do podgrzewania wody i wy- twarzania pary, podczas pakowania, napełniania, zamykania i rozlewu produktów. Para wykorzystywana jest: podczas mycia i rozmrażania, w procesie ekstrakcji, podczas usuwania wolnych kwasów tłuszczowych przez neutralizację, podczas dezodoryzacji ścieków, podczas destylacji cieczy, alkoholi, piwa do ogrzewania destylatora kolumnowe- go, w procesie rozpuszczania, podczas koagulacji do obróbki cieplnej, podczas utwardzania para pochodząca z wody demineralizowanej, niezbędna jest do ogrzewania autoklawów i reaktorów, podczas procesów karbonizacji do obsługi wymienników ciepła, podczas procesów topienia, w procesach blanszowania do ogrzewania wody blanszującej, w procesach gotowania i warzenia, w procesach smażenia w smażalnicach, w procesach pasteryzacji, sterylizacji i UHT, w operacjach parowania np. przy zastosowaniu wielostopniowych parowników, do odwadniania fazy stałej w suszarkach parowych wielostopniowych, do czyszczenia i dezynfekcji do podgrzewania wody. Podstawowe urządzenia ciepłowni, elektrociepłowni i elektrowni Kotły – generatory pary Zachodzi w nich przemiana energii chemicznej zawartej w paliwie na energię cieplną spalin, następnie na energię cieplną pary wodnej. Wodę gorącą otrzymuje się w zespole podgrzewaczy zasilanych parą wodną lub w osobnych kotłach wodnych. Instalacje ko-
- 29. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 28 tłowe składają się z kotła właściwego i paleniska oraz urządzeń pomocniczych: urzą- dzeń do transportu, przygotowania paliwa, wentylatorów podmuchowych i wyciągo- wych, pomp zasilających, układu odpopielania, aparatury do uzdatniania wody, urzą- dzeń do odpylania, odsiarczania i odazotowania spalin oraz aparatury kontrolno- pomiarowej. Kocioł jest zasilany paliwem, powietrzem oraz wodą. Ze względu na kon- strukcję wyróżnia się kotły: pionowe, rusztowe, komorowe, fluidalne, płomienicowe, wodnorurkowe, płytowe, przepływowe, ze względu na rodzaj wody w obiegu kotły: z naturalnym obiegiem wody wywołanym różnicą gęstości wody oraz z wymuszonym obiegiem wody, a ze względu na sposób odprowadzenia żużlu kotły: z suchym lub mokrym odprowadzeniem żużla. Turbiny Należą do maszyn przepływowych zwanych silnikami wirnikowymi. Wyróżnia się turbi- ny gazowe, parowe, wiatrowe oraz wodne. Największe znaczenie ma turbina parowa, dzięki której energia cieplna pary wodnej zostaje zamieniona na energię mechaniczną – pracę. Turbina składa się ze stopnia turbiny, który jest głównym elementem odpowie- dzialnym za zachodzące w niej przemiany energetyczne, nieruchomego wieńca przy- rządów rozprężnych oraz wieńca łopatek obracającego się wirnika. Stopień turbinowy przekazuje energię przez parę organowi roboczemu maszyny, którym jest wieniec łopa- tek wirnika. Przemiana energii cieplnej pary w energię kinetyczną następuje w przyrzą- dach rozprężnych turbiny: dyszach i kierownicach. Głównym elementem turbiny jest wirnik, do którego przymocowane są jednakowe łopatki wirnikowe. Para wodna prze- kazuje energię wirnikowi przez działanie na wirnik siłami aerodynamicznymi, powsta- łymi podczas opływu łopatek wirnika parą. Turbiny budowane są przeważnie jako tur- biny osiowe, Curtisa, promieniowe o przepływie odśrodkowym i dośrodkowym, wielo- stopniowe turbiny osiowe, komorowe i bębnowe. Generator elektryczny (prądnica synchroniczna) Energię elektryczną uzyskuje się przez przemianę energii mechanicznej. Turbogenerator (turbozespół) W jego skład wchodzi turbina parowa z generatorem elektrycznym. Blok energetyczny W jego skład wchodzi kocioł parowy z turbozespołem.
- 30. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 29 Pozostałe maszyny i urządzenia energetyczne Sprężarki i wentylatory Maszyny sprężające, w których czynnik gazowy zwiększa swoje ciśnienie lub zmniejsza swoją objętość, kosztem pracy doprowadzonej do układu. Możemy je podzielić ze względu na przeznaczenie na: maszyny do sprężania konkretnego czynnika, stosowane w konkretnej dziedzinie techniki lub gospodarki i maszyny współrealizujące konkretny proces. Za podstawę podziału maszyn sprężających się przyjmuje się: stopień sprężenia (wentylatory, dmuchawy, sprężarki, pompy próżniowe), ciśnienie końcowe (sprężarki niskiego, średniego i wysokiego ciśnienia), wydajność, przeznaczenie maszyn, zasadę działania. Sprężarki w czasie pracy wydzielają dużą ilość ciepła i muszą być chłodzone bezpośrednio lub pośrednio z chłodnicą lub poprzez chłodzenie międzystopniowe. Maszyny i urządzenia hydrauliczne Wyróżniamy tu: zbiorniki do przechowywania i transportu cieczy, przewody, którymi przepływa ciecz, zawory do regulowania, kierowania, utrzymywania zmian przepływu strumienia czynnika (gazu, cieczy, pary), zabezpieczające przed nadmiernym wzrostem ciśnienia lub prędkością przepływu, przenośniki cieczy służące do przenoszenia cieczy z obszaru o energii niższej do wyższej: pompy wyporowe, strumieniowe, wirowe, prze- nośniki powietrzne, elektromagnetyczne, gazowe, powietrzne podnośniki cieczy, prze- tłaczarki, czerpadła. Silniki spalinowe Przekształcają różne formy energii w pracę mechaniczną. W silnikach cieplnych praca mechaniczna jest wykonywana kosztem energii wewnętrznej czynnika roboczego, sub- stancji lotnych, gazów, mieszanin gazów i pary. Poprzez rozprężanie czynnika roboczego na ścianki kanału, przez który przepływa czynnik, działają siły wykonujące pracę, a układ mechanizmów umożliwia otrzymanie jej w postaci użytkowej, np. moment obro- towy na wale. Silniki dzieli się ze względu na rodzaj silnika roboczego na: gazowe, parowe, spalino- we, ze względu na sposób wykonywania pracy: objętościowe, rotacyjne, turbinowe, dynamiczne, ze względu na rodzaj źródła ciepła i rodzaj używanego paliwa na: chemiczne, jądrowe, słoneczne, geotermalne itp., ze względu na sposób dostarczania czynnikowi roboczemu ciepła: o spalaniu zewnętrznym lub wewnętrznym. Silniki wykorzystywane są w transporcie, do napędu maszyn roboczych w energetyce. Silniki spalinowe są powszechnie stosowane ze względu na ich zalety: prostą budowę, łatwość uruchomienia, krótki czas osiągnięcia gotowości do pracy, dużą sprawność i
- 31. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 30 prostą obsługę. Silniki budowane są w wielu wersjach, wyróżnia się w nich podstawowe elementy i podzespoły, które występuję przeważnie we wszystkich konstrukcjach. Urządzenia chłodnicze i pompy ciepła Chłodzenie polega na przekazywaniu energii od ciała cieplejszego do ciała zimniejszego i wymaga zużycia energii elektrycznej lub mechanicznej. Może być naturalne, sztuczne. Urządzenia służące do chłodzenia nazywa się ziębiarkami. W ziębieniu biorą udział: ciało chłodzone, czynnik roboczy, nośnik energii i otoczenie. Wyróżnia się w zależności od temperatury, jaką przyjmuje ciało po chłodzeniu, procesy: ochładzania, studzenia, chłodzenia umiarkowanego, chłodzenia głębokiego, technik kriogenicznych. Urządzenia do schładzania i studzenia zbudowane są z przestrzeni, w której umieszcza się schła- dzany produkt, lub wymiennika, przez który ciało przepływa, maszyny przetłaczającej nośnik ciepła oraz podzespołów do usuwania lub uzdatniania zużytego nośnika. Wiele produktów spożywczych przetwarza się, transportuje i przechowuje w chłodniach, li- niach technologicznych, urządzeniach transportowych, ladach chłodniczych i chłodziar- kach, wykorzystujących do tego celu niską temperaturę, by ciało to odebrało ciepło od obiektu chłodzonego i wyniku przemian przekazało je do otoczenia. Rozróżnia się zię- biarki: mechaniczne, absorpcyjne, strumieniowe, termoelektryczne, gazowe, parowe, jedno- i wielostopniowe, z chłodzeniem bezpośrednim lub pośrednim. Urządzenia grzewcze i wentylacyjne Ogrzewanie jest procesem, w którym wybrany obiekt, dzięki doprowadzeniu ciepła, osiąga i będzie utrzymywał założoną temperaturę. Ogrzewanie stosuje się w mieszka- niach, biurach, halach, zakładach itp. Systemy ogrzewania dzieli się według rodzaju źró- dła na: miejscowe, centralne i z dala czynne z elektrociepłowni oraz w zależności od no- śnika: wodne, parowe, powietrzne i elektryczne. Do ogrzewania stosuje się kotły oraz piece c.o., opalane węglem, koksem, brykietem, drewnem, olejem opałowym lub gazem. Natomiast wentylacja to proces zorganizowanej wymiany powietrza znajdującego się w wentylowanym pomieszczeniu. Wentylacja podczas wymiany powietrza usuwa z obiek- tów substancje szkodliwe i niepożądane. Ruch powietrza wymuszony jest w sposób na- turalny przez stworzenie obszarów o różnej gęstości gazu lub mechaniczny za pomocą wentylatorów. Wentylację mechaniczną dzieli się na: nawiewną, wywiewną oraz na- wiewno-wywiewną. Ciepłownictwo zajmuje się budową i eksploatacją systemów cieplno-energetycznych i rozmieszczeniem ich w terenie oraz dostarczaniem za pomocą sieci ciepłowniczych, które składają się z następujących urządzeń: rozdzielacze nośników ciepła,
- 32. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 31 rurociągi, urządzenia odbiorcze, pompy obiegowe, automatyka. W Polsce widoczny jest rozwój przemysłu energetyki odnawialnej. Ze względu na ro- dzaj odnawialnych zasobów energii z rodzajem wytwarzanego w nich nośnika energii możemy wyróżnić następujące urządzenia i technologie energetyczne odnawialne: energetyka wiatrowa: elektrownie wiatrowe do 100 kW i powyżej 100 kW oraz morskie elektrownie wiatrowe, przetworniki energii promieniowania słonecznego: kolektory słoneczne (pła- skie i próżniowe) i systemy fotowoltaiczne, biogazownie: rolnicze, na oczyszczalniach ścieków, na wysypiskach, wytwórnie biopaliwa: bioetanolu i biodiesela, kotły na biopaliwa stałe (biomasę): ciepłownicze, energetyczne, małe elektrownie wodne, systemy geotermalne: ciepłownie geotermalne (geotermia głęboka), indywidu- alne systemy grzewcze (geotermia płytka we współpracy z pompami ciepła).
- 33. Projekt „Model systemu wdrażania i upowszechniania kształcenia na odległość w uczeniu się przez całe życie” Projekt współfinansowany ze środków Unii Europejskiej w ramach Europejskiego Funduszu Społecznego Wyposażenie zakładów przetwórstwa spożywczego 32 Bibliografia Literatura obowiązkowa Burcan J., Podstawy rysunku technicznego, Wydawnictwo Naukowo-Techniczne, War- szawa 2006. Dąbrowski A., Podstawy techniki w przemyśle spożywczym, WSIP, Warszawa 1999. Dłużewska A., Dłużewski M. Technologia żywności, cz. 2, WSiP, Warszawa 2007. Grzesińska W., Wyposażenie techniczne zakładu, WSiP, Warszawa 2005. Kasperek A., Kondratowicz M., Wyposażenie zakładów gastronomicznych i gospodarstw domowych, Wydawnictwo Rea, Warszawa 2011. Pijanowski E., Dłużewski M., Dłużewska A., Jarczyk A., Ogólna technologia żywności, Wy- dawnictwo Naukowo-Techniczne, Warszawa 2004. Literatura dodatkowa Bartkiewicz B., Oczyszczanie ścieków przemysłowych, Wydawnictwo Naukowe PWN, Warszawa 2006. Gnutek Z., Kordylewski W., Maszynoznawstwo Energetyczne: wprowadzenie do energety- ki cieplnej, Oficyna Wydawnicza Politechniki Wrocławskiej, Wrocław 2003. Jastrzębski W., Wyposażenie techniczne zakładów gastronomicznych, WSiP, Warszawa 2009. Komisja Europejska, Zintegrowane zapobieganie zanieczyszczeniom i ich ograniczenie. Dokument referencyjny na temat najlepszych dostępnych technik w przemyśle spożyw- czym. http://ippc.mos.gov.pl/ippc/custom/BREF_spozy%281%29.pdf Konarzewska M., Lada E., Zielonka B., Wyposażenie techniczne zakładów gastronomicz- nych, Wydawnictwo Rea, Warszawa 2011. Kowal A.L., Maćkiewicz J., Świderska-Bróż M., Podstawy projektowe systemów oczyszcza- nia wód, Wydawnictwo Politechniki Wrocławskiej, Wrocław 1998. Kowal A.L., Świderska-Bróż M., Oczyszczanie wody. Podstawy teoretyczne i technologicz- ne, procesy i urządzenia, Wydawnictwo Naukowe PWN, Warszawa 2009. Warych J., Procesy oczyszczania gazów, Oficyna wydawnicza Politechniki Warszawskiej, Warszawa 1999.