กรรมวิธีการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์
•Download as DOC, PDF•
8 likes•24,899 views


Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Similar to กรรมวิธีการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์
Similar to กรรมวิธีการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์ (7)
กรรมวิธีการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์
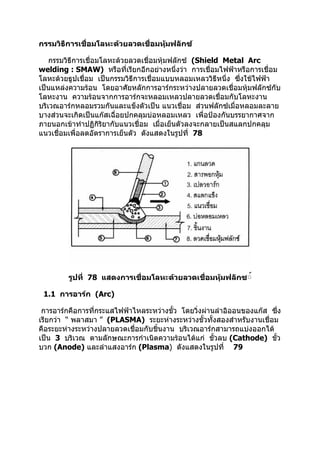
- 1. กรรมวิธีการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์ กรรมวิธีการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์ (Shield Metal Arc welding : SMAW) หรือที่เรียกอีกอย่างหนึ่งว่า การเชื่อมไฟฟ้าหรือการเชื่อม โลหะด้วยธูปเชื่อม เป็นกรรมวิธีการเชื่อมแบบหลอมเหลววิธีหนึ่ง ซึ่งใช้ไฟฟ้า เป็นแหล่งความร้อน โดยอาศัยหลักการอาร์กระหว่างปลายลวดเชื่อมหุ้มฟลักซ์กับ โลหะงาน ความร้อนจากการอาร์กจะหลอมเหลวปลายลวดเชื่อมกับโลหะงาน บริเวณอาร์กหลอมรวมกันและแข็งตัวเป็น แนวเชื่อม ส่วนฟลักซ์เมื่อหลอมละลาย บางส่วนจะเกิดเป็นแก๊สเฉื่อยปกคลุมบ่อหลอมเหลว เพื่อป้องกันบรรยากาศจาก ภายนอกเข้าทำาปฏิกิริยากับแนวเชื่อม เมื่อเย็นตัวลงจะกลายเป็นสแลกปกคลุม แนวเชื่อมเพื่อลดอัตราการเย็นตัว ดังแสดงในรูปที่ 78 รูปที่ 78 แสดงการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์์ 1.1 การอาร์ก (Arc) การอาร์กคือการที่กระแสไฟฟ้าไหลระหว่างขั้ว โดยวิ่งผ่านลำาอิออนของแก๊ส ซึ่ง เรียกว่า “ พลาสมา ” (PLASMA) ระยะห่างระหว่างขั้วทั้งสองสำาหรับงานเชื่อม คือระยะห่างระหว่างปลายลวดเชื่อมกับชิ้นงาน บริเวณอาร์กสามารถแบ่งออกได้ เป็น 3 บริเวณ ตามลักษณะการกำาเนิดความร้อนได้แก่ ขั้วลบ (Cathode) ขั้ว บวก (Anode) และลำาแสงอาร์ก (Plasma) ดังแสดงในรูปที่ 79
- 2. รูปที่ 79 แสดงบริเวณการอาร์ก การเชื่อมไฟฟ้าต้องการกระแสจำานวนมาก แต่แรงดันไฟฟ้าตำ่า เพื่อให้ได้ ความเข้มของอิเลคตรอนมากพอที่จะนำาพากระแส อิเลคตรอนประจุลบพร้อมกับอิ ออนประจุลบของพลาสมาจะวิ่งเข้าสู่ขั้วบวก ขณะเดียวกันอิออนประจุบวกจะวิ่ง กลับทางจากขั้วบวกเข้าหาขั้วลบ อิออนลบ คือ อะตอมที่ได้รับอิเลคตรอนเพิ่ม มากกว่าสมดุลย์ จึงมีประจุลบ ส่วนอิออนบวก คืออะตอมที่สูญเสียอิเลค - ตรอนไปจากสมดุลย์จึงมีประจุบวก ความร้อนที่เกิดขึ้นที่ขั้วลบทั้งหมด เกิดจากอิออนบวกวิ่งกระแทกผิวหน้าของ ขั้วลบสำาหรับความร้อนเกิดที่ขั้วบวกทั้งหมดเกิดจากอิเลคตรอนวิ่งกระแทกผิวหน้า ขั้วบวก พลาสมาหรือลำาแสงอาร์ก คือบริเวณที่เกิดการกระตุ้นของอะตอมแก๊ส โดย เฉพาะศูนย์กลางลำาอาร์กจะเกิดการวิ่งปะทะกันของอิเลคตรอน อิออน และ อะตอมของแก๊ส ดังนันความร้อนสูงสุดจึงเกิดขึ้นที่ศูนย์กลางของลำาอาร์ก ้ หรือบริเวณที่มีความเข้มในการเคลื่อนที่สูงบริเวณรอบนอกลำาอาร์กมีความร้อนตำ่า และจะเกิดการรวมตัวของแก๊สเป็นโมเลกุล ถึงบริเวณรอบนอกอาร์กจะแยกตัว ออกจากศูนย์กลางของลำาอาร์ก 1.2 กระแสเชื่อม (Welding Current)กระแสเชื่อมเป็นกระแสไฟฟ้าที่ได้มา จากเครื่องเชื่อม โดยจะมีคุณลักษณะเฉพาะ คือ แรงเคลื่อนตำ่าและกระแสสูง ซึ่งมี 2 ชนิด คือ 1.2.1 กระแสไฟสลับ (Alternating Current : AC) การเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์ ในกรณีใช้กระแสไฟเชื่อมเป็นกระแส สลับ (AC) ซึ่งเป็นกระแสไฟที่มีทิศทางการเคลื่อนที่สลับกันเป็นเส้นโค้งไซน์ โดยใน 1 ไซเคิล จะมีกระแสผ่าน 0 จำานวน 2 ครั้ง ผ่านเคลื่อนบวกและคลื่น
- 3. ลบ อย่างละ 1 ครั้ง โดยใน 1 วินาที จะเกิดการสลับอย่างนี้ จำานวน 50 ครั้ง หรือที่เรียกว่า 50 เฮิร์ต (Hertz ; Hz) จากการเคลื่อนที่ของกระแสสลับดังที่ กล่าวมาแล้วจะมีผลทำาให้เปลวอาร์กเปลี่ยนขนาดตลอดเวลา เปลวอาร์กจึงไม่นิ่ง ขณะเชื่อม ดังนั้นช่างเชื่อมจึงต้องใช้ทักษะ ฝีมือในการควบคุมอาร์ก เพื่อให้ได้คุณภาพของแนวเชื่อมตามมาตรฐานกำาหนด ดังแสดงในรูปที่ 80 รูปที่ 80 แสดงลักษณะเส้นโค้งไซน์ของไฟกระแสสลับใน 1 ไซเกิล 1.2.1 กระแสไฟตรง (Dirrect Current ; DC) การเชื่อมโลหะด้วยเชื่อมหุ้มฟลักซ์ ในกรณีใช้กระแสไฟเชื่อมเป็น กระแสตรง (DC) ซึ่งเป็นกระแสไฟที่มีทิศทางการไหลทางเดียวจากขั้วหนึ่งไปยัง อีกขั้วหนึ่ง ในกรณีที่ใช้กระแสเชื่อมเป็นกระแสตรงซึ่งเกิดจากการบังคับ กระแสสลับให้ไหลได้ทางเดียว โดยใช้อุปกรณ์เรคติฟายเออร์ (Rectifier) ซึ่ง จะทำาให้เรียงกระแสไฟสลับให้เป็นกระแสตรง ดังแสดงในรูปที่ 81 ตามลำาดับ การ ปรับปรุงและพัฒนาจาก 1 – 4 เพื่อให้ได้กระแสเชื่อมที่ต่อเนื่องไม่เป็นคลื่น ทำาให้กระแสเชื่อมเรียบ เปลวอาร์กมีเสถียรภาพและสมำ่าเสมอให้ความร้อนในการ หลอมเหลวคงที่มากกว่ากระแสไฟสลับ
- 4. รูปที่ 81 แสดงลักษณะคลื่นของกระแสไฟตรงที่ได้จากเครื่องเรียงกระแส 1.3 วงจรการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์ วงจรการเชื่อมโลหะด้วยลวดเชื่อมหุ้มฟลักซ์ ประกอบไปด้วยอุปกรณ์ที่สำาคัญ คือ เครื่องเชื่อมซึ่งทำาหน้าที่ผลิตกระแสเชื่อมในวงจรและจ่ายไปตามสายเชื่อม จนถึงชิ้นงานและลวดเชื่อม เพื่อให้เกิดการอาร์กระหว่างปลายลวดเชื่อมกับชิ้น งาน ประกอบด้วยการต่อขั้วเชื่อม (Polarity) ตามชนิดของกระแสเชื่อม ดังนี้ 1.3.1 การต่อขั้วเชื่อมของกระแสสลับ การต่อขั้วเชื่อมของกระแสสลับนี้ไม่ ต้องคำานึงถึงระบบขั้ว (Polarity) เนื่องจากทิศทางการไหลของกระแสจะเป็น ลักษณะเส้นโค้งไซน์กลับขั้วไปมาตลอดเวลา ดังนั้น การต่อขั้วเชื่อมเป็นสาย เชื่อมหรือสายดินจะใช้ขั้วใดก็ได้ ซึ่งโดยปกติแล้วผู้ผลิตเครื่องเชื่อมจะกำาหนด สัญลักษณ์รูปคีมจับลวดเชื่อมและคีมจับชิ้นงานไว้สำาหรับต่อขั้วเชื่อม เพื่อความ สะดวกในการใช้งานและผลจากการอาร์กในการต่อแบบนี้จะเกิดความร้อนที่ลวด เชื่อมและชิ้นงานในปริมาณที่เท่ากัน เนื่องจากอิเล็กตรอนจะวิ่งเข้าชนลวดเชื่อม และชิ้นงานสลับกันตามทิศทางการวิ่งของอิเล็กตรอน ดังแสดงในรูปที่ 82
- 5. รูปที่ 82 แสดงการต่อเชื่อมของกระแสสลับ 1.3.2 การต่อขั้วเชื่อมของกระแสตรง การต่อขั้วเชื่อมของกระแสตรงนี้จะ ต้องคำานึงถึงระบบขั้ว (Polarity) เนื่องจากทิศทางการไหลของกระแสจะเป็น ทิศทางเดี่ยวตลอดคือจากขั้วลบไปขั้วบวก ซึ่งจะมีผลต่อการอาร์กที่ทำาให้เกิด ความร้อนแตกต่างกัน เมื่อต่อขั้วเชื่อมสลับกันดังนี้ 1.3.2.1 การต่อขั้วเชื่อม โดยให้ลวดเชื่อมเป็นขั้วลบ (Direct Current Electrode Negative ; DCEN) การต่อแบบนี้เป็นการเชื่อมด้วยกระแสตรงขั้วตรง (Direct Current Straight Polarity ; DCSP) ซึ่งสายเชื่อมจะต่อเป็นขั้วลบ (Negative) และสายดินจะ ต่อเป็นขั้วบวก (Positive) ผลจากการอาร์กจะทำาให้เกิดความร้อนที่ชิ้นงาน 2/3 (70%) และเกิดที่ลวดเชื่อม 1/3 (30%) เนื่องจากอิเล็กตรอนจะวิ่ง จากลวดเชื่อมเข้าชน (Impact) กับชิ้นงานตามทิศทางการไหลของกระแส ดัง แสดงในรูปที่ 83
- 6. รูปที่ 83 แสดงการต่อลวดเชื่อมเป็นขั้วลบ (DCEN) 1.3.2.2 การต่อขั้วเชื่อมโดยให้ลวดเชื่อมเป็นขั้วบวก (Direct Current Electrode Positive ; DCEP) การต่อแบบนี้เป็นการเชื่อมด้วยกระแสตรงขั้วกลับ (Direct Current Reverse Polarity ; DCRP) ซึ่งสายเชื่อมจะต่อเป็นขั้วบวก (Positive) และสายดินจะต่อเป็นขั้วลบ (Negative) ผลจากการอาร์กจะเกิดความร้อนที่ชิ้น งาน 1/3 (30%) และเกิดความร้อนที่ลวดเชื่อม 2/3 (70%) เนื่องจาก อิเล็กตรอนจะวิ่งจากชิ้นงานเข้าชน (Impact) กับ ลวดเชื่อมตามทิศทางการไหลของกระแส ดังแสดงในรูปที่ 84
- 7. รูปที่ 84 แสดงการต่อลวดเชื่อมเป็นขั้วบวก (DCEP)