More Related Content
More from Pannathat Champakul
More from Pannathat Champakul (20)
6 3
- 1. 6.3 การกาหนดสัญลักษณ์แนวเชื่อมลงในแบบงาน
6.3.1 สัญลักษณ์แนวเชื่อมแบบฟิลเล็ท (Fillet weld symbols)
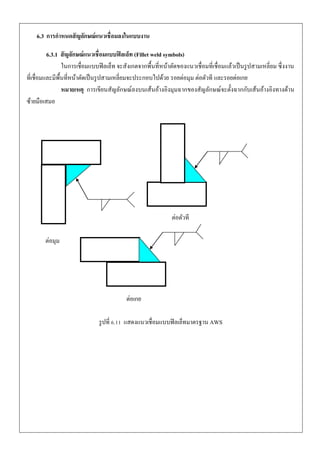
ในการเชื่อมแบบฟิลเล็ท จะสังเกตจากพื้นที่หน้าตัดของแนวเชื่อมที่เชื่อมแล้วเป็นรูปสามเหลี่ยม ซึ่งงาน
ที่เชื่อมและมีพื้นที่หน้าตัดเป็นรูปสามเหลี่ยมจะประกอบไปด้วย รอยต่อมุม ต่อตัวที และรอยต่อเกย
หมายเหตุ การเขียนสัญลักษณ์ลงบนเส้นอ้างอิงมุมฉากของสัญลักษณ์จะตั้งฉากกับเส้นอ้างอิงทางด้าน
ซ้ายมือเสมอ
ต่อตัวที
ต่อมุม
ต่อเกย
รูปที่ 6.11 แสดงแนวเชื่อมแบบฟิลเล็ทมาตรฐาน AWS
- 7. การเชื่อมแบบแนวเชื่อมไม่ต่อเนื่อง (Intermittent weld) การบอกขนาดจะบอกขนาดทางด้านขวามือ
ของสัญลักษณ์แนวเชื่อม ตัวเลขด้านหน้าจะบอกความยาวของแนวเชื่อม ตัวเลขตัวหลังจะบอกระยะ pitch (คือระยะ
จากกึ่งกลางของแนวเชื่อมแนวแรกไปถึงกึ่งกลางแนวเชื่อมแนวที่สอง)
รูปที่ 6.17 แสดงการกาหนดขนาดแบบไม่ต่อเนื่อง (Intermittent weld) มาตรฐาน AWS
- 10. 6.3.4 การเชื่อมรอบ (Weld all around)
สัญลักษณ์การเชื่อมรอบๆ จะเป็นตัวชี้ว่าแนวเชื่อมที่เชื่อมจะเป็นแบบต่อเนื่องและสมบูรณ์รอบๆ
รอยต่อ การเขียนสัญลักษณ์รูปวงกลมอยู่ระหว่างหัวลูกศรต่อกับเส้นอ้างอิง ดังรูป
6.3.5 การเขียนหัวลูกศรชี้หลายจุด (Multiple arrow)
การเขียนจะใช้ชี้ตาแหน่งของรอยเชื่อมที่ต้องการเชื่อมหลายด้านติดต่อกัน แต่ไม่เชื่อมรอบ ซึ่งหัวลูกศร
จะแยกออกจากเส้นอ้างอิง ชี้ไปยังตาแหน่งที่ต้องการเชื่อม ดังรูป
รูปที่ 6.20 แสดงการกาหนดขนาดแบบรอบและหลายจุด มาตรฐาน AWS
- 11. 6.3.6 การเชื่อมสนาม (Field weld)
ในการเชื่อมชิ้นงานบางชนิด ไม่สามารถกระทาในโรงงานได้ทั้งหมด เพราะชิ้นงานมีขนาดใหญ่ ต้องทา
เป็นชิ้นๆ ในโรงงาน และนามาทาการเชื่อมประกอบนอกสถานที่ ในขั้นตอนขั้นสุดท้าย เช่น โครงสร้างสะพาน การ
เขียนสัญลักษณ์จะเขียนแยกออกมาระหว่างหัวลูกศรกับเส้นอ้างอิง
รูปที่ 6.21 แสดงการเขียนสัญลักษณ์การเชื่อมสนาม มาตรฐาน AWS
- 12. 6.3.7 การตกแต่งผิวสาเร็จของการเชื่อมแบบฟิลเล็ท
(Contouring and finishing of fillet)
โดยปกติแล้วแนวเชื่อมแบบฟิลเล็ทจะมีผิวโค้งเล็กน้อย อย่างไรก็ดีเราสามารถทาให้มีผิวเว้าและผิวเรียบ
ได้รอยเชื่อมแบบฟิลเล็ทที่มีผิวเว้าอาจจะเกิดการแตกร้าวได้ วิธีแก้ไขต้องเชื่อมให้มีขนาดของ Throatพอดี รอยเชื่อมที่มี
ผิวเรียบสามารถกระทาได้โดยใช้เครื่องเจีย สกัดเครื่องจักร และการรีด ดังรูป
รูปที่ 6.22 แสดงผิวของแนวเชื่อมฟิลเล็ท มาตรฐาน AWS
- 13. 6.3.8 การออกแบบร่องรอยต่อ (Groove design)
การออกแบบรอยต่อพื้นฐานที่ใช้ในงานอุตสาหกรรมสามารถแบ่งออกได้ 8ชนิดคือ
6.3.8.1 ต่อฉาก (Square grooves)
มีข้อกาหนดเกี่ยวกับความหนาของชิ้นงาน ชิ้นงานต้องมีความหนาไม่เกิน ¼ นิ้ว เพราะชิ้นงาน
มีขนาดความหนามาก จะมีผลต่อความแข็งแรงและการซึมลึกไม่สมบูรณ์
รูปที่ 6.23 แสดงร่องรอยต่อฉากมาตรฐาน AWS
- 14. 6.3.8.2 การบากหน้างานแบบร่องตัววี (V-grooves)
การออกแบบการบากหน้างานแบบร่องตัววี เพื่อให้ผู้ปฏิบัติงานเชื่อมสามารถเชื่อมให้มีการ
หลอมละลายและซึมลึก 100% ชิ้นงานแบบร่องตัววีต้องมีความหนามากกว่า 1/4.” และสามารถบากได้ทั้งสองด้าน ดัง
รูป
6.3.8.3 การบากหน้าแบบบีเวล (Bevel-grooves)
ชิ้นงานจะถูกบากเพียงชิ้นเดียว การบากจะบากด้านเดียวหรือสองด้านก็ได้ ขึ้นอยู่กับขนาดความ
หนาของชิ้นงาน ในการเขียนสัญลักษณ์ลงบนชิ้นงาน หัวลูกศรจะชี้ชิ้นงานที่ถูกบากเท่านั้น ดังรูป
รูปที่ 6.24 แสดงการ
บากหน้างานแบบ V-
grooves และการบาก
หน้างานแบบ
(Bevel-grooves)
มาตรฐาน AWS
- 15. 6.3.8.4 การบากหน้างานแบบตัวยู (U-grooves)
การบากหน้างานคล้ายตัววี แต่ผิวหน้าของตัวยูจะเป็นผิวเว้าไม่เรียบ ในการเตรียมรอยต่อนิยมใช้กับ
งานเชื่อมสนามและงานก่อสร้าง เพราะสะดวกในการเคลื่อนย้าย การบากหน้างานสามารถบากได้ด้านเดียว หรือสองด้าน
และต้องบากหน้างานทั้งสองชิ้น ดังรูป
รูปที่ 6.25 แสดงการบากหน้างานแบบตัวยู U-grooves มาตรฐาน AWS
- 16. 6.3.8.5 การบากหน้างานแบบตัวเจ (J-grooves)
การบากหน้างานแบบนี้ จะแตกต่างจากการบากหน้างานแบบตัวยู เพราะจะบากหน้างานเพียง
ชิ้นเดียว สามารถบากได้ทั้งสองด้าน ขึ้นอยู่กับขนาดความหนาของชิ้นงาน การเขียนสัญลักษณ์ลูกศรจะชี้ชิ้นงานที่มี
การบากหน้างาน ดังรูป
6.3.8.6 ร่องบากแบบแฟร์วี (Flare V-grooves)
ร่องแบบแบบแฟร์วี ใช้สาหรับการเชื่อมชิ้นงานที่มีผิวภายนอกโค้ง เช่น เชื่อมท่อกับท่อ หรือ
แท่งเหล็กกลมกับแท่งเหล็กกลม ดังรูป
รูปที่ 6.26 แสดงการบากหน้างานแบบตัวเจ (J-grooves) และร่องบากแบบ Flare V- grooves
มาตรฐาน AWS
- 17. 6.3.8.7 ร่องบากแบบแฟร์บีเวล (Flare bevel-grooves)
ร่องบากแบบนี้จะมีลักษณ์คล้ายกับร่องบากแบบแฟร์วี แตกต่างกันคือเป็นการเชื่อมงานผิวโค้ง
กับผิวเรียบเข้าด้วยกัน เช่น เชื่อมท่อกลมกับผิวเรียบ ดังรูป
รูปที่ 6.27 แสดงร่องบากแบบ Flare bevel-grooves มาตรฐาน AWS
- 18. 6.3.8.8 รอยต่อทาบแนว (Scarf joint)
รอยต่อที่ใช้ในการบัดกรีแข็ง โดยชิ้นงานจะไม่หลอมละลาย แต่จะมี ตัวประสานทาให้
ติดกัน รอยต่อแบบนี้จะแตกต่างจากรอยต่อฉากคือ ชิ้นงานจะตัดเป็นมุมเอียง 45 องศา ดังรูป
รูปที่ 6.28 แสดงรอยต่อทาบแนว (Scarf joint) มาตรฐาน AWS
- 20. 6.3.10 การกาหนดขนาด (Root opening)
มีหลายเงื่อนไขซึ่งรอยต่อแนวเชื่อมต้องการระยะห่างระหว่างรอยต่อของชิ้นงานที่เหมาะสม เพื่อ
การซึมลึกที่สมบูรณ์ ในการกาหนดขนาดของ Root opening ตัวเลขจะเขียนตรงกลางของสัญลักษณ์แนวเชื่อม ดังรูป
รูปที่ 6.30 แสดงการกาหนดขนาด Root opening มาตรฐาน AWS
- 21. 6.3.11 การกาหนดขนาดมุมรวมของการบากหน้างาน (Included angle
การกาหนดขนาดมุมรอยต่อ มุมรวมของการบากหน้างาน คือการนาเอามุมบากหน้างานของชิ้นงาน
สองชิ้นรวมกัน เป็นสิ่งจาเป็นมาก ที่ช่างเชื่อมจะต้องเตรียมชิ้นงานได้อย่างถูกต้องและเที่ยงตรง ส่วนวิศวกรมีหน้าที่
พิจารณาเกี่ยวกับตาแหน่งท่าเชื่อม ขนาดลวดเชื่อม และความหนาของชิ้นงานเพื่อกาหนดมุมในการบากหน้างาน การ
กาหนดขนาดจะเขียนตัวเลขตรงกลางของสัญลักษณ์แนวเชื่อม ดังรูป
รูปที่ 6.31 แสดงการกาหนดขนาดมุมรวมของการบากหน้างาน มาตรฐาน AWS
- 23. 6.3.12 การตกแต่งผิวสาเร็จ (Contouring and Finishing)
ร่องรอยต่อของแนวเชื่อมสามารถจะกาหนดผิวสาเร็จและสามารถกาหนดวิธีการทาผิวสาเร็จได้ และ
สามารถกาหนดตัวอักษรกากับ ดังนี้
M = โดยใช้เครื่องจักร (Machine) G = โดยใช้หินเจีย (Grinding)
C = โดยใช้สกัด (Chipping) R = โดยวิธีการรีด (Rolling)
H = โดยการตีด้วยค้อน (Hammering) U = ไม่กาหนด (Unspecified)
รูปที่
6.33 แสดงการ
กาหนด
สัญลักษณ์การ
ตกแต่งผิว
สาเร็จ
มาตรฐาน
AWS
- 24. 6.3.13 การกาหนดสัญลักษณ์การซึมลึกที่สมบูรณ์ (Complete Penetration)
ในการเชื่อมให้มีการซึมลึกที่สมบูรณ์ สามารถกาหนดสัญลักษณ์แนวเชื่อมเป็นตัวอักษร C J P
(Complete Joint Penetration) ไว้บริเวณส่วนหางของสัญลักษณ์งานเชื่อม หรือจะใช้สัญลักษณ์แนวเชื่อมแบบหลอม
ทะลุ (Melt-through) ซึ่งกาหนดขนาดความสูงของการหลอมทะลุเป็นตัวเลขไว้ทางซ้ายมือของสัญลักษณ์แนวเชื่อม
ดังรูป
รูปที่ 6.34 แสดงการกาหนดสัญลักษณ์การซึมลึกที่สมบูรณ์มาตรฐาน AWS
- 25. 6.3.14 แนวเชื่อมที่มีแผนรองหลัง (Weld with backing strip)
ในการเขียนสัญลักษณ์ของแผ่นรองหลังจะบอกขนาด และชนิดของแผ่นรองหลังไว้บริเวณส่วน
หางของสัญลักษณ์งานเชื่อม และจะเขียนสัญลักษณ์แผ่นรองหลังไว้ที่เส้นอ้างอิง โดยการเขียนตัวอักษร “R” ไว้ใน
รูปสี่เหลี่ยม ซึ่งหมายความว่า แผ่นรองหลังจะต้องเอาออกหลังการเชื่อมเสร็จแล้ว
6.3.15 การเชื่อมด้านหลังแนวเชื่อม (Back and Backing)
วิธีการเชื่อมด้านหลังของร่องรอยต่อหลังจากเชื่อมด้านหน้าร่องรอยต่อแล้ว ซึ่งจะอยู่ตรงข้ามกัน
ในการเขียนสัญลักษณ์จะเขียนไว้ที่เส้นอ้างอิง และที่ส่วนหางของลูกศรจะเขียนคาว่า “Back” หรือ “Backing” กากับ
ไว้ดังรูป
รูปที่ 6.35 แสดงการเชื่อมแบบมีแผ่นรองหลัง และการเชื่อมด้านหลังแนวเชื่อมมาตรฐาน AWS
- 30. 6.3.18 การเชื่อมแบบปลั๊ก (Plug weld symbols)
การเชื่อมแบบปลั๊ก ชิ้นงานจะวางลักษณ์เกยกัน รูเจาะบนแผ่นชิ้นงานจะมีลักษณะกลมเพื่อเติมโลหะ
เชื่อม
การกาหนดขนาดของแนวเชื่อมปลั๊กลงในสัญลักษณ์แนวเชื่อมจะประกอบด้วย
- เส้นผ่าศูนย์กลางของรูเจาะ
- มุมเอียงของรูเจาะ
- ความลึกของรูเติมโลหะ
- ระยะพิทของแนวเชื่อม
- ผิวของแนวเชื่อม
- การตกแต่งผิวสาเร็จ
6.3.19 การเชื่อมแบบสล็อต (Slot weld symbols)
ในการเชื่อมชิ้นงานจะวางเกยกัน รูเจาะบนแผ่นชิ้นงานจะมีลักษณะกลมยาว Slot เพื่อใช้เติมโลหะ
เชื่อม
- 32. 6.3.20 การเชื่อมพอกผิวแข็ง (Surfacting หรือ Hardfacing Symbols)
การเชื่อมพอกผิวแข็งสาหรับชิ้นงานที่ผ่านการใช้งานมาอย่างยาวนานทาให้เกิดการชารุดสึกหรอ เช่น
อุปกรณ์บดหิน บดแร่ เพลา เครื่องมือต่างๆ ใบมีดขุดของรถแทรคเตอร์ ต้องมีการเชื่อมพอกผิวใหม่ เพื่อเป็นการลด
ค่าใช้จ่ายในการทางาน การกาหนดความสูงของแนวเชื่อมพอกผิวจะกาหนดทางด้านซ้ายของสัญลักษณ์แนวเชื่อม
รูปที่ 6.41 แสดงภาพการเชื่อมแบบพอกผิวแข็งมาตรฐาน AWS
- 33. 6.3.21การเชื่อมขอบ (Flange weld symbols)
การเชื่อมขอบ จะใช้เชื่อมโลหะแผ่นบาง 1/8 – 3/16 หรือน้อยกว่า สามารถแบ่งออกได้เป็น 2 ชนิด คือ
1. รอยเชื่อมขอบ (Edge flange)
2. แนวเชื่อมมุม (Corner flange)
การกาหนดขนาดและสัญลักษณ์รอยเชื่อมขอบ จะประกอบไปด้วย
R = รัศมี (Radius)
H = ความสูงรอยพับ (Height)
S = ขนาดของแนวเชื่อม (Size of weld)
Ro = ระยะห่างระหว่างชิ้นงาน (Root opening)
รูปที่ 6.42 แสดงภาพการเชื่อมขอบตามมาตรฐาน AWS
- 35. 6.3.22 การเชื่อมแฟรช (Flash weld symbols)
การเชื่อมแบบนี้ ชิ้นงานจะต่อลักษณะต่อชนโดยการใช้กระแสไฟก่อน จึงจะใช้แรงดันช่วยทา
ให้ติดกัน การเขียนสัญลักษณ์แนวเชื่อมจะเป็นเหมือนกับการต่อชนแบบขนาน บริเวณเส้นอ้างอิง และจะเขียน
ตัวอักษร FW บริเวณเส้นหางของสัญลักษณ์
6.3.23 การเชื่อมอัฟเซ็ท (Upset weld symbols)
การเชื่อมโลหะวิธีนี้ เหมือนกับการเชื่อมแบบแฟลซ คือชิ้นงานจะต่อกันแบบต่อชน มีขั้นตอน
การเชื่อม คือใช้แรงดันก่อน แล้วจึงใช้กระแสไฟทาให้ชิ้นงานติดกัน
การเขียนสัญลักษณ์แนวเชื่อมจะเป็นเหมือนการเชื่อมแฟลซ คือจะเป็นแบบเชื่อมสองด้าน
บริเวณเส้นอ้างอิง และเขียนตัวอักษร uw ไว้บริเวณหางของสัญลักษณ์
ขั้นตอนการเชื่อม
การเชื่อมแฟรช (Flash weld symbols) ใช้กระแสไฟก่อนแล้วใช้แรงดันอัดทาให้
ชิ้นงานติดกัน
การเชื่อมอัฟเซ็ท (Upset weld symbols)ใช้แรงดันดันชิ้นงานให้ติดกันก่อนแล้วจึงใช้กระแสไฟทาให้
ชิ้นงานติดกัน
- 37. 6.3.24 การเชื่อมแบบสตัด (Stud weld)
การเชื่อมโดยวิธีนี้ จะใช้ปืนเชื่อมทาให้เกิดการอาร์คระหว่างสลักและผิวของชิ้นงาน ซึ่งจะต้องใช้
กระแสไฟเพื่อให้เกิดความร้อนและใช้แรงดันช่วยเพื่อทาให้ชิ้นงานติดกัน
การเขียนสัญลักษณ์จะเขียนด้านลูกศรชี้เท่านั้น ขนาดของสลักจะเขียนทางด้านซ้ายของสัญลักษณ์
จานวนของแนวเชื่อมจะเขียนอยู่ด้านล่างของสัญลักษณ์และมีเครื่องหมาย ( ) กากับระยะ Pitch จะเขียนทางด้าน
ขวามือของสัญลักษณ์
ขั้นตอนการเชื่อม
การเชื่อมแบบสตัด ขั้นตอนแรกใช้หัวเชื่อมที่มีฝาครอบยึดตัวสตัด ขั้นตอนที่สองใช้กระแสไฟเพื่อให้เกิดความร้อน
ขั้นตอนที่สามใช้แรงกดทาให้สตัดยึดติดกับชิ้นงาน
- 39. 6.3.25 การเชื่อมแบบสปอต (Spot weld symbols)
การเชื่อมแบบสปอต เป็นการเชื่อมแบบความต้านทานโดยชิ้นงานจะวางในลักษณะเกยกัน (Lap
joint) เครื่องเชื่อมสปอตจะมีแท่งทองแดงสองแท่ง เพื่อกดอัดชิ้นงาน ทาให้ชิ้นงานเกิดการอาร์คและหลอมละลาย
ติดกัน โดยทั่วไปจะใช้กับชิ้นงานด้านโลหะแผ่น เช่นงานประกอบตัวถังรถยนต์ ลักษณะของรอยเชื่อมจะเป็นจุดเล็กๆ
การกาหนดสัญลักษณ์งานเชื่อม สามารถกาหนดไว้ที่ด้านลูกศรชี้ ตรงข้ามลูกศรชี้หรือกึ่งกลางเส้น
อ้างอิง
การกาหนดขนาดของรอยเชื่อม สปอตจะกาหนดไว้ทางด้านซ้ายมือของสัญลักษณ์
การกาหนดจานวนรอยเชื่อมจะกาหนดทางด้านล่างของสัญลักษณ์
การกาหนดระยะห่างระหว่างรอยเชื่อม(pitch)กาหนดทางด้านขวาของสัญลักษณ์
การกาหนด shear strengthให้เขียนไว้ด้านซ้ายของสัญลักษณ์
- 41. 6.3.26 การเชื่อมแบบโปรเจคชั่น (Projection weld symbols)
การเชื่อมแบบความต้านทานเหมือนกับการเชื่อมจุด การเชื่อมแบบนี้ชิ้นงาน จะถูกทาให้เกิดรอย
นูนบริเวณที่จะเชื่อม โดยใช้เครื่องมือกด
การกาหนดสัญลักษณ์จะกาหนดได้ทั้งทางด้านลูกศรชี้และด้านตรงข้ามลูกศรชี้จะเป็นตัวอักษร
RPW ไว้บริเวณส่วนหางของสัญลักษณ์
รูปที่ 6.47 แสดงสัญลักษณ์แนวเชื่อมแบบโปรเจคชั่นมาตรฐาน AWS
- 42. 6.3.27 การเชื่อมแบบตะเข็บ (Seam weld symbols)
การเชื่อมแบบความต้านทาน เหมือนการเชื่อมแบบจุด การเชื่อมจะใช้เครื่องเชื่อมที่มีลูกกลิ้งสองตัว
กดลงบนชิ้นงานโลหะแผ่นเกยกัน จะใช้กระแสเหนี่ยวนาทาให้เกิดความต้านทาน และเกิดความร้อน ชิ้นงานติดกัน
การกาหนดสัญลักษณ์แนวเชื่อมจะกาหนดทั้งทางด้านลูกศรชี้ ตรงข้ามลูกศรชี้ และกึ่งกลางเส้น
อ้างอิง
การกาหนดขนาดแนวเชื่อมจะกาหนดด้านซ้ายของสัญลักษณ์
การกาหนดความยาวของแนวเชื่อมจะกาหนดด้านขวาของสัญลักษณ์
การกาหนดระยะห่างระหว่างรอยเชื่อม(pitch)กาหนดทางด้านขวามือของสัญลักษณ์
การกาหนดความแข็งแรงเฉือนไว้ทางด้านซ้ายของสัญลักษณ์
รูปที่ 6.48 แสดงสัญลักษณ์แนวเชื่อมแบบตะเข็บมาตรฐาน AWS