LOGAM
•Download as DOC, PDF•
0 likes•294 views

Unit ini menjelaskan proses pengecoran tanpa tekanan yang meliputi persiapan cetakan, penuangan logam cair secara manual, pengambilan benda tuang, dan pembersihan area kerja sesuai standar keselamatan dan kualitas.

Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (20)
Similar to LOGAM
Similar to LOGAM (17)
More from Eko Supriyadi
More from Eko Supriyadi (20)
LOGAM
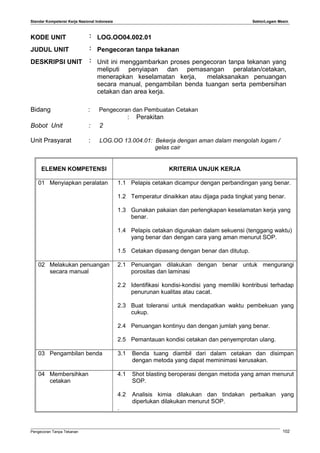
- 1. Standar Kompetensi Kerja Nasional Indonesia SektorLogam Mesin KODE UNIT : LOG.OO04.002.01 JUDUL UNIT : Pengecoran tanpa tekanan DESKRIPSI UNIT : Unit ini menggambarkan proses pengecoran tanpa tekanan yang meliputi penyiapan dan pemasangan peralatan/cetakan, menerapkan keselamatan kerja, melaksanakan penuangan secara manual, pengambilan benda tuangan serta pembersihan cetakan dan area kerja. Bidang : Pengecoran dan Pembuatan Cetakan : Perakitan Bobot Unit : 2 Unit Prasyarat : LOG.OO 13.004.01: Bekerja dengan aman dalam mengolah logam / gelas cair ELEMEN KOMPETENSI KRITERIA UNJUK KERJA 01 Menyiapkan peralatan 1.1 Pelapis cetakan dicampur dengan perbandingan yang benar. 1.2 Temperatur dinaikkan atau dijaga pada tingkat yang benar. 1.3 Gunakan pakaian dan perlengkapan keselamatan kerja yang benar. 1.4 Pelapis cetakan digunakan dalam sekuensi (tenggang waktu) yang benar dan dengan cara yang aman menurut SOP. 1.5 Cetakan dipasang dengan benar dan ditutup. 02 Melakukan penuangan secara manual 2.1 Penuangan dilakukan dengan benar untuk mengurangi porositas dan laminasi 2.2 Identifikasi kondisi-kondisi yang memiliki kontribusi terhadap penurunan kualitas atau cacat. 2.3 Buat toleransi untuk mendapatkan waktu pembekuan yang cukup. 2.4 Penuangan kontinyu dan dengan jumlah yang benar. 2.5 Pemantauan kondisi cetakan dan penyemprotan ulang. 03 Pengambilan benda 3.1 Benda tuang diambil dari dalam cetakan dan disimpan dengan metoda yang dapat meminimasi kerusakan. 04 Membersihkan cetakan 4.1 Shot blasting beroperasi dengan metoda yang aman menurut SOP. 4.2 Analisis kimia dilakukan dan tindakan perbaikan yang diperlukan dilakukan menurut SOP. . Pengecoran Tanpa Tekanan 102
- 2. Standar Kompetensi Kerja Nasional Indonesia SektorLogam Mesin ELEMEN KOMPETENSI KRITERIA UNJUK KERJA 4.3 Pengambilan terak dan/atau penghilangan gas dari dalam tanur menurut SOP. 4.4 Area kerja dibersihkan terhadap pelapis dan sisa shot blasting menurut standar yang benar. BATASAN VARIAABEL Unit ini digunakan untuk pengecoran gravitasi kedalam cetakan permanen. Seluruh kerja dilakukan untuk penentuan awal spesifikasi dan standar kualitas serta standar keamanan. Kerja yang dilakukan bersifat mandiri atau sebagai bagian dari sebuah kerja kelompok. Logam yang digunakan dalam lingkup ini dapat terdiri dari aluminium, aluminium paduan atau logam ferro dan non ferro lainnya. PANDUAN PENILAIAN 1. Konteks penilaian Unit ini dapat dievaluasi selama tugas, diluar tugas atau kombinasi keduanya . Kompetensi yang dicakup oleh unit ini akan didemonstrasikan oleh masing-masing sebagai kerja mandiri atau sebagai bagian dari sebuah kelompok. Lingkungan evaluasi tidak boleh bersifat merugikan bagi kandidat. 2. Kondisi penilaian Kandidat memiliki akses ke seluruh perkakas, peralatan, bahan dan dokumentasi yang diperlukan. Kandidat diijinkan untuk mendapatkan dokumen-dokumen berikut : 2.1 prosedur tempat kerja yang relevan. 2.2 spesifikasi produk dan proses manufaktur. 2.3 kode, standar, manual dan bahan acuan yang relevan. 2.4 Kandidat diharuskan: 2.4.1 menjawab pertanyaan yang diajukan oleh instruktur secara lisan maupun dengan metoda komunikasi lainnya. 2.4.2 mengidentifikasi rekan yang dapat diajukan untuk pembuktian kompetensi, jika hal tersebut diperlukan. 2.4.3 mempresentasikan bukti adanya latihan diluar tugas yang berhubungan dengan unit ini, instruktur harus puas karena/bahwa kandidat dapat secara kompeten dan konsisten menguasai seluruh elemen dalam unit ini seperti tercantum dalam kriteria, termasuk juga didalamnya penguasaan atas pengetahuan yang diperlukan. 3. Aspek kritis Unit ini dapat dievaluasi dalam hubungannya dengan unit lain yang membahas keselamatan, kualitas, komunikasi, penanganan material, pencatatan dan pelaporan yang berhubungan dengan operasi tanur atau unit-unit lain yang memerlukan latihan ketrampilan dan pengetahuan seperti yang tercakup dalam unit ini. Kompetensi dalam unit ini tidak dapat diklaim/diakui hingga seluruh prasyarat terpenuhi secara memuaskan. Pengecoran Tanpa Tekanan 103
- 3. Standar Kompetensi Kerja Nasional Indonesia SektorLogam Mesin 4. Catatan khusus Selama evaluasi, setiap individu akan : 4.1 selalu mendemonstrasikan kerja praktik yang aman. 4.2 memberikan informasi tentang proses, kejadian atau tugas yang sedang dilakukan untuk menjamin suatu kondisi kerja aman dan efisien. 4.3 bertanggung jawab atas kualitas kerja masing-masing, merencanakan tugas-tugas dalam segala situasi dan mengulas ulang kebutuhan-kebutuhan yang sesuai dengan tugas tersebut. 4.4 melakukan seluruh tugas sesuai dengan SOP. 4.5 membentuk seluruh tugas sesuai spesifikasi. 4.6 menggunakan teknik, praktik, proses dan prosedur tempat kerja yang dapat diterima. 5. Pedoman Penilai 5.1 Amati bahwa pelapis cetakan dicampur dengan perbandingan yang benar menurut SOP. 5.2 Pastikan bahwa tujuan pelapis cetakan pada proses gravity die casting dapat diidentifikasi. Bahan yang digunakan pada persiapan pelapis cetakan dapat diidentifikasi. Perbandingan bahan-bahan dalam pelapis cetakan dapat diidentifikasi. Fungsi pelapis cetakan pada proses gravity die casting dapat diidentifikasi. Prosedur untuk pencampuran pelapis cetakan dapat diberikan. 5.3 Amati bahwa cetakan dijaga pada temperatur yang benar menurut SOP. 5.4 Pastikan bahwa prosedur penaikkan/peningkatan temperatur cetakan hingga mencapai tingkat yang benar yang dilanjutkan dengan penahanan temperatur dapat diberikan. Jika diperlukan, alasan penaikkan temperatur cetakan dapat diberikan. Temperatur kerja yang benar untuk sejumlah aplikasi gravity die casting dapat diberikan. 5.5 Amati bahwa pakaian pelindung diri dan perlengkapan yang benar dipakai dan digunakan secara benar setiap saat selama proses gravity die casting. 5.6 Pastikan bahwa kondisi berbahaya yang berhubungan dengan proses gravity die casting dapat diidentifikasi. Perlengkapan pengaman yang benar dan pakaian pelindung diri yang digunakan pada proses gravity die casting dapat diidentifikasi. 5.7 Amati bahwa pelapis cetakan digunakan secara aman dalam sekuensi (tenggang waktu) yang benar menurut SOP. 5.8 Pastikan bahwa prosedur penggunaan pelapis cetakan dapat diberikan. Kondisi berbahaya yang berhubungan dengan pelapis cetakan dapat diidentifikasi. Peralatan yang digunakan untuk aplikasi pelapis cetakan dapat diidentifikasi. 5.9 Amati bahwa pelapis cetakan digunakan secara aman dalam sekuensi (tenggang waktu) yang benar menurut SOP. 5.10 Pastikan bahwa prosedur penggunaan pelapis cetakan dapat diberikan. Kondisi berbahaya yang berhubungan dengan pelapis cetakan dapat diidentifikasi. Peralatan yang digunakan untuk aplikasi pelapis cetakan dapat diidentifikasi. 5.11 Amati bahwa logam cair dituang sedemikian rupa untuk meminimasi porositas dan laminasi dalam benda tuang. 5.12 Pastikan bahwa prosedur-prosedur yang harus diikuti saat menuang logam cair dapat diberikan. Penyebab porositas dan laminasi dalam benda tuang yang dihasilkan pada proses gravity die casting dapat diidentifikasi. 5.13 Pastikan bahwa cacat pada benda tuang yang umum ditemui pada produksi dengan gravity die casting dapat diidentifikasi.. Penyebab cacat-cacat tersebut dapat diberikan. Prosedur-prosedur yang harus diikuti untuk meminimasi jumlah penurunan kualitas atau cacat tuang yang terjadi dapat diberikan. 5.14 Amati bahwa waktu pembekuan yang cukup diperlukan sebelum diambil langkah berikutnya dalam proses pengecoran. 5.15 Pastikan bahwa alasan membiarkan benda tuang membeku dapat dijelaskan. Sumber informasi atas waktu pengerasan untuk benda tuang dengan volume dan bahan yang Pengecoran Tanpa Tekanan 104
- 4. Standar Kompetensi Kerja Nasional Indonesia SektorLogam Mesin bervariasi dapat diidentifikasi. Waktu pembekuan untuk beberapa situasi pengecoran dapat diidentifikasi. 5.16 Amati bahwa cairan logam dituang secara kontinyu dan dengan jumlah yang benar. 5.17 Pastikan bahwa alasan yang menjamin bahwa penuangan dapat kontinyu dan dengan jumlah yang benar dapat diberikan. Akibat dari penuangan yang tidak kontinyu atau dengan jumlah yang tidak benar terhadap kualitas benda tuang dan keamanan diri dapat diidentifikasi. 5.18 Amati bahwa kondisi cetakan diperiksa setiap penuangan. Jika diperlukan, pelapis cetakan diperbaiki/diganti menurut SOP. 5.19 Pastikan bahwa alasan untuk memeriksa cetakan sebelum tiap penuangan dapat diberikan. Prosedur untuk perbaikan/penggantian pelapis cetakan dapat diberikan. Akibat pelapis cetakan yang tidak lengkap/tidak merata terhadap kualitas benda tuang dapat diidentifikasi. 5.20 Amati bahwa shot blasting dioperasikan secara aman menurut SOP. 5.21 Pastikan bahwa prosedur-prosedur yang harus diikuti ketika menggunakan shot blasting dapat diberikan. Alasan dilakukannya shot blasting dapat diberikan. 5.22 Amati bahwa pakaian dan peralatan keselamatan kerja yang baik digunakan secara benar selama proses shot blasting. 5.23 Kondisi berbahaya yang berhubungan dengan proses shot blasting dapat diidentifikasi. Pakaian dan peralatan keselamatan harus digunakan untuk proses shot blasting dapat diidentifikasi. 5.24 Amati bahwa seluruh benda tuang diambil dari dalam cetakan dan disimpan dengan metoda yang dapat meminimasi kerusakan menurut SOP. 5.25 Pastikan bahwa prosedur untuk pengambilan benda tuang dari dalam cetakan dan penyimpanannya dapat diberikan. Kerusakan yang dapat diakibatkan oleh penanganan dan penyimpanan yang tidak baik dapat diidentifikasi. Kondisi berbahaya yang berhubungan dengan pengambilan benda tuang dari dalam cetakan dapat diidentifikasi. 5.26 Amati bahwa shot blasting dioperasikan secara aman menurut SOP. 5.27 Pastikan bahwa prosedur-prosedur yang harus diikuti ketika menggunakan shot blasting dapat diberikan. Alasan dilakukannya shot blasting dapat diberikan. 5.28 Pakaian dan peralatan keselamatan kerja yang baik digunakan secara benar selama proses shot blasting. 5.29 Pastikan bahwa kondisi berbahaya yang berhubungan dengan proses shot blasting dapat diidentifikasi. Pakaian dan peralatan keselamatan harus digunakan untuk proses shot blasting dapat diidentifikasi. 5.30 Amati bahwa pelapis cetakan dibersihkan dari cetakan sesuai spesifikasi menurut SOP. 5.31 Pastikan bahwa prosedur penghilangan pelapis cetakan dari cetakan dapat diberikan. Spesifikasi yang harus dihasilkan dalam penghilangan pelapis cetakan dari cetakan dapat diidentifikasi. 5.32 Amati bahwa seluruh pelapis dan sisa shot blasting dibuang dari area kerja menurut SOP. 5.33 Pastikan bahwa prosedur penghilangan pelapis cetakan dan sisa shot blasting dari area kerja dapat diberikan. Perkakas dan peralatan yang diperlukan untuk pembersihan area kerja dapat diidentifikasi. Syarat/kondisi penyimpanan sisa dari area kerja dapat diidentifikasi. Pengecoran Tanpa Tekanan 105
- 5. Standar Kompetensi Kerja Nasional Indonesia SektorLogam Mesin KOMPETENSI KUNCI NO KOMPETENSI KUNCI DALAM UNIT INI TINGKAT 1. Mengumpulkan, mengorganisir dan menganalisa informasi 2 2. Mengkomunikasikan ide-ide dan informasi 2 3. Merencanakan dan mengorganisir aktivitas-aktivitas 2 4. Bekerja dengan orang lain dan kelompok 1 5. Menggunakan ide-ide dan teknik matematika 2 6. Memecahkan masalah 2 7. Menggunakan teknologi 2 Pengecoran Tanpa Tekanan 106
- 6. Standar Kompetensi Kerja Nasional Indonesia SektorLogam Mesin KOMPETENSI KUNCI NO KOMPETENSI KUNCI DALAM UNIT INI TINGKAT 1. Mengumpulkan, mengorganisir dan menganalisa informasi 2 2. Mengkomunikasikan ide-ide dan informasi 2 3. Merencanakan dan mengorganisir aktivitas-aktivitas 2 4. Bekerja dengan orang lain dan kelompok 1 5. Menggunakan ide-ide dan teknik matematika 2 6. Memecahkan masalah 2 7. Menggunakan teknologi 2 Pengecoran Tanpa Tekanan 106