TRAINING REPORT ON INDUSTRIAL AUTOMATION- PLC SCADA, VARIABLE FREQUENCY DRIVE
ISEN 459 real Final Poster
1. Team 12 Senior Capstone Design Project
Advisors | Dr. Natarajan Gautam,
Dr. Mark Lawley, José Vázquez
Members | Iskander El Amri, Hyun-Gee Jei,
Luis Jiménez, Catalina Rodríguez
Background
System Description
PODs are composed of subassemblies that are brought
together at the end of two lines and are “married” to finalize the
product. The distribution of this system consists of the flow sync
line and is broken down as seen below.
Flow Sync Line
MOD: Composed of riser and stack assembly components. 3
work stations per type. Rise and stack components are married
before being married to the MUX.
MUX: 4 workstations with a single type of assembly parallel to
the MOD line.
Project Scope
The scope of this project includes delivering Cameron an effective
and efficient way of tracking the progress of each workstation.
They want to be able to design a work board that contains the
ability to inform management the exact status of a particular
workstation. Our team broke down the scope into the three portions
as shown below:
Leveling the Flow Sync
line to match the speed
of assembly
Analyze time studies to
determine standard work
time
Create a workboard to
track workers’ progress
1 21 3
Cameron is a world leader in providing flow
control equipment for the oil and gas industry.
They service clients ranging from the upstream
companies to downstream ones thus covering a
wide scope of the energy production industry.
With over 24,000 employee and more than 250
platforms using Cameron’s equipment worldwide,
Cameron has become the leading manufacturers
of blowout preventers (BOP). A BOP is a subsea
piece of equipment that is use to withstand,
control, monitor, and seal oil and gas from deep-
sea wells.
In one of their facilities, located in Houston,
Texas, Cameron manufactures an essential
component of the BOP called the Point of
Distribution, or POD. These PODs function as
control systems that allow the conversion of
electrical signal to hydraulic signal in order to
mechanically shut down the flow of oil or gas from
the well.
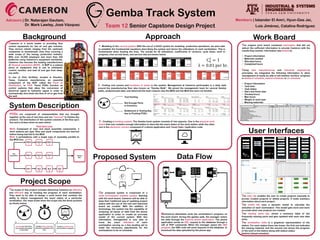
Proposed System
Approach
1. Modeling of the current system: With the use of a G/G/C system for modeling production operations, we were able
to establish the fundamental equations describing the system and derive the utilizations of each workstation. This is
fundamental when leveling the lines. The results for all utilizations, coefficients of variance, cycle times, work in
progress, inter-arrival times, and service rate are shown below.
2. Finding root causes and locations of waste in the system: Management at Cameron participates in a daily walk
around the manufacturing floor also known as “Gemba Walk”. We joined the management team for several Gemba
walks, analyzed past data, and observed the main reasons why the MOD and the MUX line were not leveled.
Tool Hunting
Not Enough Parts
in Inventory
Bottleneck in Testing Bay
due to Pushing PODs
3. Creating a tracking system: The Gemba track system consists of two aspects. One is the physical work
board that now contains enough information to describe the exact status of the work station while the other
one is the electronic version composed of a phone application and Visual Basic Application code.
Work Board
Gemba Track System
SMOD
1
SMOD
2
SMOD
3
RMOD
1
RMOD
2
RMOD
3
Sub
Assemblies
MUX1 MUX
2
MUX
3
MUX
4
Testing
Bay
Our proposed system is comprised of a
multi environment enabled system. Starting
with the work board, Cameron will be able to
keep their traditional way of updating project
status with the use of the new and improved
board we created. With the addition of
technology, the system has the capability of
analyzing all inputs of data from the phone
application in order to create an accurate
model of the current system. With this
information, management is now able to
know the exact utilization of each
workstation serving as a line leveling aid to
make the necessary adjustments for the
workstations to be on schedule.
Mechanical attendants write the workstation’s progress on
the work board. During the gemba walk, the manager enters
the data through the android phone application. The phone
application sends an SQL request to the database through a
raft of PHP commands. When the manager opens the VBA
program, the VBA code will send requests to the database to
download the data uploaded by the phone app.
Data Flow
User Interfaces
The original work board contained information that did not
deliver the sufficient information to provide Cameron with the
results they wanted. Information was limited to:
• Project information
• Materials needed
• Allocated hours
• Completed hours
Using lean manufacturing and industrial engineering
principles, we integrated the following information to allow
management to easily be able to tell whether workers’ progress
is ahead of schedule, behind schedule, or on schedule:
• Project information
• Task time
• Task status
• Start and finish date
• Clocked hours
• Man hours
• Weight of each task
• Missing materials
The main tab enables the user to create projects manually to
access created projects or delete projects. It holds summary
information about each project .
The model tab uses a dynamic model to calculate the
utilization of each workstation. This model gets more and more
accurate when new projects are created.
The missing parts tab, shows a summary table of the
frequently missing parts and gets updated with each new data
entry.
The workstation state is a graphical representation of the
station. For each station there two boxes: the first one indicates
the missing material, and the second one shows the progress
of the work in the station along with station status
(behind /ahead schedule).
C"
#
= 1
λ = 0.01 per hr.