1. CVD Growth of Single-Layer TMD films into Pre-Fabricated Substrate Structures
Brandon Davis, E. Preciado, V. Klee, A. E. Nguyen, I. Liu , D. Barroso, S. Naghibi, I. Liao, G Von Son, D. Martinez-Ta, Ludwig Bartels
University of California, Riverside
I. Motivation
Process Flow
V. Substrate Preparation: Suspended Growth
VI. Outlook
Before
Si
Metal
SiO2
MoS2
HfO2
After
X S S
G
D
Channel
a)
VII. Acknowledgements
Transport shows MoS2
photo-response. Design
for scalability using
photo lithography. Pillar
is under cut to prevent
continuous metal thin
film on the sidewall.
In collaboration with:
Volker Sorger
Mark Bockrath
Exposure
Silicon
SiO2
Photoresist
TMD
Key Spin Coat Resist
PL top off trench
DevelopmentEtch StepCVD Growth
II. Goal
Local Seeding Growth of TMD material exactly
where needed. At any orientation.
II. Substrate Preparation: Local Seeding
Nucleation of TMD Growth
Photo Mask
Photo Resist
Cr Layer
SiO2
Si
Exposure MoS CVD2Develop Cr Wet Etch
& Resist Strip
O Plasma Etch
& Cr Strip
2
IV. Substrate Preparation: Local Seeding
7 m
7 m
b)
c)
a)
2 m
(Left) Optical micrographs of a
patterned SiO2/Si substrate after
growth of MoS2 single-layer islands. Ø
= 2 μm holes through the substrate
oxide seed the formation of
crystalline-single-layer MoS2 islands.
2 m
(Left) AFM image
of the area
highlighted by a
white frame. AFM
confirms
homogeneous
single-layer
height.Grain
Boundaries
Photon Energy (eV)
300 400 500 600
Intensity(a.u.)Intensity(a.u.)
Raman Shift (cm-1
)
E1
2g A1g
a)
b)
1.4 1.6 1.8 2.0 2.2
(right) Raman and
photoluminescence
(PL) spectroscopy of
the MoS2 islands on
the sample. (left) PL
mapping shows high
homogeneity of the
film. A bright feature
Suspended
Material
at the location of the substrate hole
corresponds to suspended material.
CVD Growth
Tube Furnace
High Vacuum
TMD materials can be
grown by various CVD
methods.
Depending on the method,
the resultant material are
isolated highly-crystalline
islands randomly oriented
on a substrate (tube
furnace) or a homogenous,
substrate-scale film
(vacuum CVD).
Wafer-Scale: the ONLY Goal?
Conventional semiconductor epitaxy suggests
wafer-scale growth as the key goal of film
preparation. The 2D nature of the films,
however, may limit the utility of the this
approach
Vs.
D. E. Johnston, et al. “One-volt operation of High-Current Vertical channel Polymer
semiconductor Field-Effect Transistors” Nano let, 2012, 12(8), pp 4181-4186
2cm
2cm
Sample Clamp
The sample is created
by using a chromium
hard mask. First, a layer
of Chromium must be
deposited onto the
substrate, the pattern is
transferred. using
Photolithography and a
wet etch. A dry etch is
then performed. Finally
The sample has MoS2
grown onto them
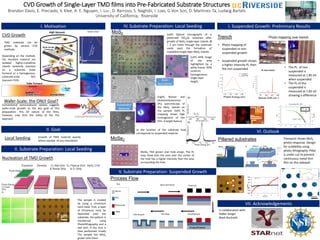
Trench
10μm
• Photo mapping of
suspended vs non
suspended growth
• Suspended growth shows
a higher intensity PL then
the non suspended • The PL of non
suspended is
measured at 1.85 eV
when suspended.
• The PL of the
suspended is
measured at 1.82 eV
showing a difference
10 µm
Photo mapping over trench
PL over trench
1.76 1.81 1.85 1.89
0
5000
10000
15000
20000
25000
Intensity(a.u.)
Photon Energy (eV)
On Silicon
Suspended
170 340 510 680
0
500
1000
1500
2000
2500
3000
3500
Intensity(a.u.)
Raman Shift (cm-1)
Si
SiO2
Metal
MoS2
I. Suspended Growth: Preliminary Results
Pillared substrates
-600
-400
-200
0
200
400
600
-2 -1 0 1 2
Isd(pA)
Vsd (V)
light ON
50 µm
d)
ab
bc
cd
MoS2
MoSe2
No Substrate Quenching
Over Hole
MoSe2 Film grown over hole arrays. The PL
map show that the area over the center of
the hole has a higher intensity then the area
surrounding the hole.
100 μm
c)