Optimizing SS316L Welds Using Activated Flux ANN Model
•Download as PPTX, PDF•
5 likes•2,929 views

The document summarizes research on evaluating the metal inert gas welding process using activated flux on stainless steel 316L. It discusses: - Literature reviewing various activated fluxes, materials, and input/output parameters in MIG, TIG, and other welding processes. - The objectives of studying activated flux to improve weld penetration and productivity in MIG welding SS316L. - The experimental setup using MIG welding machines and measuring penetration as the output parameter with welding current, voltage, and speed as inputs. - An L9 orthogonal array to test the welding process without activated flux as a baseline.

Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (20)
Similar to Optimizing SS316L Welds Using Activated Flux ANN Model
Similar to Optimizing SS316L Welds Using Activated Flux ANN Model (20)
More from International Center for Research & Development
More from International Center for Research & Development (20)
Recently uploaded
Recently uploaded (20)
Optimizing SS316L Welds Using Activated Flux ANN Model
- 1. Evaluate The Metal Inert Gas Welding Process Using Activated Flux On SS316L By ANN 1 Prepared by: Guided by: Pavan Chaudhari Mr .J.D.Patel M.E.(Production) HOD Mechanical En.No:140650728014
- 2. 2 Outline Introduction Literature review Summary of Literature review Research gap from Literature review Objective of present study Experimental setup Result sheet Optimization Method Result and discussion Conclusion Future Scope Work plan References
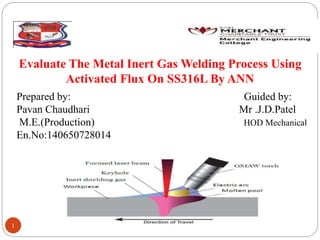
- 3. Introduction 3 Gas Metal Arc Welding (GMAW) is an arc welding process that joins metals together by heating them with an electric arc that is established between a consumable electrode (wire) and the work piece. Basic Principle of GMAW An arc is established between a continuously fed electrode of filler metal and the work piece. After proper settings are made by the operator, the arc length is maintained at the set value.
- 4. 4 Activated flux The flux ingredient which is inorganic compound (which can be used to produce deep penetration and arc constriction) are available in variety of range and compositions. Oxide coating consists of iron, chromium, silicon, titanium, manganese, nickel, cobalt, molybdenum and calcium are reported to improve weldability and increase the welding speed. The halogens, calcium fluoride and AlF2 have claim to constrict the arc and increase weld depth of penetration . Requirement of Activated flux To improve weldability and increase the welding speed. To constrict the arc and increase weld depth of penetration . To reduce number of passes.
- 5. A-GMAW Process Description 5 Available literatures show that some of the mechanisms, which play major role in increase depth of penetration, are given .
- 6. Mechanism of Activated flux 6 Marangoni Effect. Effect of arc constriction due to negative ions. Effect of arc constriction due to insulating surface of flux. Buoyancy force. Electromagnetic force
- 7. Mechanism of Activated flux 7 Marangoni Effect Arc constriction due to negative ions Buoyancy force Electromagnetic Force
- 8. 8 TITLE TIG welding with single-component fluxes AUTHOR Modenesi Paulo J. YEAR 2000 FLUX AlF3 , Al2O3 , Cr3O3 , CaF2 , Fe2O3 , Na2WO4 , SiO2 , TiO MATERIAL 304 Stainless Steel Input Parameter Gas Type- Argon Gas Flow l0 L/min W.S. 20 cm/min Arc length 1±3 mm W.C. 200±300 A Output parameter Penetration Conclusion penetration can be obtained in A-TIG welding using activated Fluxes LITERATURE REVIEW
- 9. 9 TITLE Mechanism and Optimization of Oxide Fluxes for Deep Penetration in Gas Tungsten Arc Welding AUTHOR LU SHANPING, FUJII HIDETOSHI, YEAR 2003 MATERIAL 304 stainless steel FLUX Cu2O, NiO, SiO2, CaO, Al2O3 Input Parameter Electrode type DCEN, W-2 pct ThO2 Diameter of electrode 1.6 mm Shield gas Argon W.C. 160A W.S. 2 mm/s Output parameter Penetration Conclusion Cu2O has a narrow effective flux-quantity range for the deep penetration
- 10. 10 TITLE Electron Beam Welding with Activating Flux AUTHOR Ruihua Zhang YEAR 2006 MATERIAL stainless steels FLUX SiO2 ,TiO2 ,Cr2O3 ,FS12 Input Parameter Welding speed 2-8mm/sec A.V 60kV Power 1500-2500W W.C. 22.5-58.4 A Electron beam size 0.2-0.5mm Output parameter Penetration Conclusion Higher penetration Reduces B.W. at upper side, increase B.W. under side
- 11. 11 TITLE Effect of activating flux on arc shape and arc voltage in tungsten inert gas welding AUTHOR LI Qing-ming YEAR 2007 MATERIAL Stainless Steel FLUX SiO2, TiO2 Input Parameter W.C. 60-160A Output parameter Penetration Conclusion Sio2 flux, arc deflected towards the rear of arc moving direction voltage increase with increasing in current so flux evaporated
- 12. 12 TITLE Gas tungsten arc welding of magnesium alloy using activated flux-coated wire AUTHOR Liu L.M., Cai D.-H. YEAR 2007 MATERIAL magnesium AZ31B alloy FLUX Mncl2, ZnO Input Parameter Welding current 100 A Arc voltage 15–20 V Travel speed 240 mm/min Wire feeding rate 360 mm/min Output parameter Penetration Conclusion Flux cored wire is more effective to increasing penetration. 40% Mncl2 and 60% Zno make deep penetration
- 13. 13 TITLE Marangoni convection and weld shape variation in A-TIG welding process AUTHOR Xu Y.L. , Dong Z.B., Y.H. Wei, C.L. Yang YEAR 2007 MATERIAL Nimonic 263 alloy FLUX TiO, TiO2, Ti2O3 Input Parameter W.C. 150 A W.S 1.5 mm/sec A.V. 10 V Output parameter Penetration strength Conclusion Flux on the top of the weld bead increase the penetration, effects of arc constriction on the weld shape is very small. Reversed marangoni effect
- 14. 14 TITLE Effects of shielding gas composition and activating flux on GTAW weld ments AUTHOR Huang Her-Yueh YEAR 2009 MATERIAL 304 Stainless steel FLUX MnO2, ZnO Input Parameter W.S. 75mm/min , W.C. 125A , Arc voltage 13-17 V Shielding gas nitrogen 2.5-10 vol.% , Flow rate 20 µL/min Output parameter Penetration Conclusion Nitrogen additions to an argon base gas will increase the heat input, heat to be transferred into specimens by the arc and consequently produced deep penetration.
- 15. 15 TITLE Effects of activating flux on the welded joint characteristics in Gas metal arc welding AUTHOR Huang Her-Yueh YEAR 2010 FLUX Fe2O3, SiO2, MgCO3 MATERIAL 1020 carbon steel Input Parameter Arc voltage 20-23 V , W.C. 180-220 A W.S. 346-454mm/min Output parameter Penetration , tensile strength Conclusion activating flux aided GMAW increased the weld area and penetration and tended to reduce the angular distortion of the weldment.
- 17. 17 TITLE Research on the Activating Flux Gas Tungsten Arc Welding and Plasma Arc Welding for Stainless Steel AUTHOR Huang Her-Yueh YEAR 2010 MATERIAL 304 stainless steel FLUX TiO2 , SiO2, Cr2O3, MoO3 Input Parameter W.C. 75-100-125A W.S. 150 mm/min Shielding gas -Ar, Gas flow rate 10L/min, 17.5L/min Plasma gas flow rate- 0.7L/min Output parameter Penetration Conclusion Both GTAW and PAW with activating flux produced a substantial increase in the depth of penetration
- 18. 18 TITLE Estimation and optimization of depth of penetration in hybrid CO2 LASER- MIG welding using ANN-optimization hybrid model. AUTHOR Ghosal Sujit, Chaki Sudipto YEAR 2010 MATERIAL 5005 Al–Mg alloy Input Parameter Power P W, Focal distance F mm , Torch angle A deg. Distance between the laser and welding torch S mm Output parameter Penetration Conclusion Output better than regression model, predicting, and optimizing operational parameters of any experimental study with single output by running only one program under MATLAB7.0
- 19. 19 TITLE Performance of activated TIG process in austenitic stainless steel welds AUTHOR Tseng Kuang-Hung YEAR 2011 FLUX MnO2, TiO2, MoO3, SiO2, Al2O3 MATERIAL 316L stainless steels Input Parameter Weld current 200A Travel speed 150mm/min Diameter of electrode 3.2mm Arc voltage 11-19V Shielding gas - Pure argon Gas flow rate 10L/min Output parameter Penetration Conclusion fluxes produced a significant increase in weld depth and a decrease in bead width
- 21. 21 TITLE Effect of activated TIG flux on performance of dissimilar welds between mild steel and stainless steel AUTHOR Cheng-Hsien Kuo, Tseng Kuang-Hung , Chang-Pin Chou YEAR 2011 FLUX CaO, Fe2O3, Cr2O3, SiO2 MATERIAL JIS G3131mild steel and SUS 316L stainless steel Input Parameter Weld current 200A Travel speed 150mm/min Diameter of electrode 3.2mm Gas flow rate 12L/min Output parameter Penetration Conclusion SiO2 powder gives the greatest improvement in joint penetration
- 22. 22 TITLE Study of the characteristics of duplex stainless steel Activated Tungsten inert gas welds AUTHOR Chern Tsann- Shyi YEAR 2011 FLUX TiO2, MnO2, SiO2, MoO3, Cr2O3 MATERIAL 2205 stainless steels Input Parameter W.C. 200 A W.S. 150 mm/min Diameter of electrode 3.2 mm Shielding gas Pure argon Gas flow rate 10L/min Output parameter Penetration, mechanical strength Conclusion TIG welding with SiO2 flux produced a full joint penetration and the greatest weld depth-to-width ratio.
- 23. 23 TITLE Mechanical properties and microstructures of 6082-T6 joint welded by twin wire metal inert gas arc welding with the SiO2 flux AUTHOR Y. Ruan YEAR 2012 FLUX SiO2 MATERIAL 6082-T6 Al-alloy Input Parameter Arc Voltage 19-21 V W.C. 210-220 A , W.S. 120cm/min Output parameter Penetration Conclusion 26% deeper penetration than without using activated flux
- 24. 24 TITLE Optimization of laser welding process parameters for super austenitic stainless steel using artificial neural networks and genetic algorithm AUTHOR Sathiya P. , Panneerselvam K., Abdul Jaleel M.Y. YEAR 2012 MATERIAL 904L super austenitic stainless steel Input Parameter Beam power 3-3.5 kW , Travel speed 2-3 m/min Focal position 0 - (-2)mm Output parameter Tensile strength, Bead width, Depth of penetration Conclusion Relationship between the input and output parameter through ANN
- 25. 25 TITLE Experimental investigation on mechanism and weld morphology of activated TIG welded bead-on-plate weldments of reduced activation ferritic/martensitic steel using oxide fluxes AUTHOR Vora Jay J., Badheka Vishvesh J. YEAR 2015 MATERIAL RAFM Steel FLUX Co3O4 , CuO ,HgO, MoO3 Input Parameter W.C. 200 A Shielding gas Ar , 10-12L/min W.S. 100mm/min Electrode extension 5-6mm Output parameter Penetration Conclusion Continuous penetration was achieved with the use of fluxes Co3O4and CuO, Reversed Marangoni effect was to be present as a depth enhancing mechanism
- 26. 26 TITLE Effect of activating fluxes on weld bead morphology of P91 steel bead-on- plate welds by flux assisted tungsten inert gas welding process AUTHOR Dhandhaa Kamal H., Badheka Vishvesh J. YEAR 2015 MATERIAL P91 Steel FLUX CaO, Fe2O3, TiO2, ZnO, MnO2 and CrO3 Input Parameter W.C. 200 A , Shielding gas Ar , Gas flow rate 10-12L/min, Dia.of electrode 2.9mm , W.S. 100mm/min, Electrode gap 2-3mm Output parameter Penetration Conclusion increase in weld penetration and the decrease in bead width with the use of the activating fluxes.
- 27. 27 Summary of Literature Review: •Input Parameter: welding current, Arc voltage, welding speed, filler wire diameter, shielding gas-gas flow rate, electrode diameter . •Output Parameter: Penetration, Tensile strength, bead width •Material: SS304, SS316, MgAZ31B, Nimonic 263, 1020 carbon steel , 904Lsteel P91 steel, SS2205 •Welding method: TIG, MIG, Electron beam welding, Plasma Welding
- 28. Research gap from Literature review 28 It is obvious from the literature review that, most of researches worked on TIG,PAW,EBW using different activated flux but few work has been done on GMAW process yet so there is a scope of it. The less work has been done for increasing its penetration as well as strength on SS316L yet. Based on Research paper activating flux is play noticeable effective for GMAW process to increase penetration as well as strength. Activating flux is most effective for GMAW process to increase penetration as well as strength
- 29. 29 Objective of Present study To improve the penetration of welding joint. To minimize number of passes of weld and hence increase productivity. To find out the best types of activated flux which can give the better performance for this process.
- 30. 30 Experimental setup Table -1 Specification of PROSTAR MIG 350 welding machine SPECIFICATION PROSTAR MIG 350 Mains supply, Ph x V 3 x 415 Open circuit voltage DC (Max) 69 V Welding current range Welding voltage range Frequency 40-350 A 16-31.5V 50Hz Shielding gas Ar Type of cooling Forced Air Weight 40kg Table 2- Specification of PROSTAR WF 60 MIG welding machine SPECIFICATION WIRE FEEDER MACHINE Drive system DC motor Wire feed speed 1 – 24 m/min Wire diameter Weight 0.8-1.6mm 7kg
- 31. 31 Mig Welding Machine Source : Keepsake Engineering Consultancy Pvt. Ltd. 2,Meldi Estate, Nr ,Railway crossing Gota Ahemdabad
- 32. 32 Table 3 Chemical Composition of SS 316L Table 4-Mechanical properties of SS 316L Element Content (%) Moly 2.060 Cr 16.210 Ni 10.400 Mn 1.300 Si 0.240 C 0.018 P 0.039 S 0.003 Properties Metric Density 8000k g/m3 Tensile strength 485 MPa Yield strength 170 MPa Elastic modulus 193 GPa Elongation 40%
- 33. 33 Table 5 Process parameter PROCESS PARAMETER CONSTANT PARAMETER Welding Current (A) Electrode size (mm) Active Flux Shielding Gas Arc Voltage (V) Welding speed (mm/min) Table 6 Input Parameter NO Factor Level 1 Level 2 Level 3 Unit 1 Arc Voltage 20 22 24 Voltage 2 Welding current 150 180 200 Ampere 3. Welding speed 150 170 180 mm/min 4. Active Flux SIO2 Cr2O3 _ _
- 34. 34 Table 7 Experimental parameter Experiment No Welding Speed (mm/min) Welding current (Amp) Arc Voltage (Volt) 1 150 150 20 2 150 180 22 3 150 200 24 4 170 150 22 5 170 180 24 6 170 200 20 7 180 150 24 8 180 180 20 9 180 200 22
- 35. 35 We have selected the material for experiment runs SS 316L as a base metal having size 100*50*6 (mm)
- 36. 36 WIRE SPOOL & CONTROLUNIT WELDING TORCH POWER SOURCE WORK PIECE GAS CYLINDER AUTOMATION SOFTWARE MONITOR EXPERIMENTAL SET UP
- 37. 37 MIG WELDING Machine used for Experiment at KEEPSAKE Pvt. Ltd
- 38. 38 L9 Orthogonal Array for Experimental runs (Without Activated Flux, SiO2, Cr2O3) Experiment No Welding Speed (mm/min) Welding current (Amp) Arc Voltage (Volt) 1 150 150 20 2 150 180 22 3 150 200 24 4 170 150 22 5 170 180 24 6 170 200 20 7 180 150 24 8 180 180 20 9 180 200 22
- 39. 39 MIG Welding Process Silicon Dioxide (SIO2) Chromium(III) Oxide (Cr2O3.) Plate with & without flux on Exp. setup
- 40. 40 Without flux Active Flux SIO2 Active Flux Cr2O3 Bead on Welding plate
- 41. 41 Measuring Equipment for Result STEREO ZOOM MICROSCOPE Computer Image of Work piece VICKERS HARDNESS TESTER
- 42. 42 Experiment No Welding Speed (mm/min) Welding current (Amp) Arc Voltage (Volt) Weld Penetration (mm) Hardness (HV) 1 150 150 20 2.97 207.67 2 150 180 22 2.5 205.67 3 150 200 24 4 170 150 22 1.92 188.67 5 170 180 24 1.82 185.67 6 170 200 20 2.06 194.67 7 180 150 24 2.09 192 8 180 180 20 2.59 188.33 9 180 200 22 3.1 197.00 Result of penetration & Hardness , without Activated Flux
- 43. 43 Experiment No Welding Speed (mm/min) Welding current (Amp) Arc Voltage (Volt) Weld Penetration (mm) Hardness (HV) 1 150 150 20 3.75 206.67 2 150 180 22 3.6 198.33 3 150 200 24 3.7 199.67 4 170 150 22 3.9 185.33 5 170 180 24 3.95 202.33 6 170 200 20 4.81 193.38 7 180 150 24 4.01 189.67 8 180 180 20 4.28 194.33 9 180 200 22 4.77 191.67 Result of penetration & Hardness , with (SIO2)
- 44. 44 Experiment No Welding Speed (mm/min) Welding current (Amp) Arc Voltage (Volt) Weld Penetration (mm) Hardness (HV) 1 150 150 20 3.9 206.00 2 150 180 22 3.6 201.67 3 150 200 24 3.8 184.33 4 170 150 22 4.21 184.33 5 170 180 24 4.24 213.67 6 170 200 20 3.94 194.33 7 180 150 24 3.88 188.33 8 180 180 20 3.5 197.00 9 180 200 22 4.15 185.67 Result of penetration & Hardness, with (Cr2O3)
- 46. 46 Introduction to ANN •Useful networks which contain only one layer, or even one element, most applications require networks that contain at least the three normal types of layers - input, hidden, and output. •The layer of input neurons receives the data either from input files or directly from electronic sensors in real-time applications. •The output layer sends information directly to the outside world, to a secondary computer process, or to other devices such as a mechanical control system.
- 47. 47 •Between these two layers can be many hidden layers. These internal layers contain many of the neurons in various interconnected structures. •The inputs and outputs of each of these hidden neurons simply go to other neurons
- 48. 48 . Neural network applications a)Business Applications b) Aerospace c)Automotive d)Banking e)Credit Card Activity Checking f) Defence g)Electronics h)Entertainment i) Financial j) Industrial k)Insurance l) Manufacturing m)Medical: n)Oil and Gas o)Telecommunications
- 49. 49 RESULT AND DISCUSSION simulation chart- without flux
- 50. 50 simulation chart- with sio2 flux case
- 51. 51 simulation chart- with Cr2O3 flux case
- 52. 52 • When the programme run its generate 768 different location of the different set of parameter. Tool process on the all this set of different parameter and gives the best location of the parameter set. Here, range of input parameter : Welding current 150:2:200 Welding speed 150:2:180 Arc voltage 20:2:24 Now the location generate in the programme are: [150 150 20] [150 150 22] [150 150 24] [150 152 20] [150 154 22]............................ In this way all the location are generate for set of parameter.
- 53. 53 comparison chart of penetration
- 54. 54 No flux case which indicate with red colour. From graph study penetration is up to 3mm in starting parameter set but after it suddenly fall down up to 2mm this fluctuation in this case occurred when the voltage value is increased but when current and welding speed increase its flow up the graph line give affective result. Sio2 which indicate the blue colour, here penetration value is highest but in further experiments it is gradually goes to down. welding speed and welding current are mainly affect on the penetration. Cr2o3 which indicate with the black colour, in this case penetration has the higher consistency. There is no fluctuation in this case.
- 55. 55 comparison chart of hardness
- 56. 56 No flux case show in red colour, here fluctuation in hardness in occurred. Increased value of voltage made reduction in hardness of the weld and its gradually reduced. welding speed make some changes in hardness. Sio2 which indicate the blue colour, here hardness have higher value. In compare too other there No fluctuation in is occurred. So that flux increase the hardness. There is no change in metallurgy of the weld specimen. Cr2o3 which indicate the black colour, with compare to all above experiment result this flux gives high penetration but, in case of hardness it is after the Sio2 due to higher heat input at the weld point which make the chemical effect on the material. The metallurgy structure affected by the weld parameter and changes in the mechanical property of the weld material.
- 57. 57 CONCLUSION •This work has focused on the effect of Active flux on gas welding. Here, we have select three various input parameter like welding speed, welding current and arc voltage. •The experiment had been done as per DOE, and two output result are consider for this work, which are weld penetration and Hardness •Active flux have play a noticeable effect on penetration of the weld plate ,which tested by Macro structure Examination and Hardness test. • The output result of the experiment optimization by the ANN in MATLAB which conclude that both flux give higher Penetration ,but sio2 flux has higher consistency with both output weld penetration and Hardness of material. •With a visual inspection on the set of experiment, we had noticed that Arc constriction is the main mechanism for the higher penetration.
- 58. 58 FUTURE SCOPE Further study on this thesis with changing in the flux powder or mixing the various flux. Experiment possible will be with the change in welding current, welding speed, arc voltage. If we will change the size of the electrode its also effect on the welding quality. Experiment will be done with the change the material.
- 59. 59 Work Plan TENTATIVE ACTION PLAN July-15 Aug-15 Sept-15 Oct-15 Nov-15 Dec-15 Jan-16 Feb-16 Mar-16 Apri-16 May-16 June-16 Topic TOPIC SELECTION LITERATURE REVIEW 1.Study paper 2.Find research gap & objective METHODOLOGY 1.Study method 2.Learning Minitab EXPWRIMENTAL WORK 1.Select parameter 2. Performance and testing RESULT ANALYSIS 1.Analysis of Work 2.Publish the Paper REPORTSUBMIT Preparation of Report
- 60. REFERENCE: 1.. Modenesi Paulo J, EustaAquio R. ApolinaArio, Iaci M. Pereira (2000)”TIG welding with single-component Fluxes”,Materials Processing Technology 99, 260-265. 2. Lu Shanping, Fujii Hidetoshi, Hiroyuki Sugiyama,and Kiyoshi Nogi(2003),” Mechanism and Optimization of Oxide Fluxes for Deep Penetration in Gas Tungsten Arc Welding”, Metallurgical And Materials Transactions A, 34A . 3. Ruihua Zhang , FAN Ding , Seiji Katayama,(2006),” Electron Beam Welding with Activating Flux” Transactions of JWRI, Vol.35. 4. Qing-ming , WANG Xin-hong, ZOU Zeng-da, WU Jun. (2007) , ” Effect of activating flux on arc shape and arc voltage in tungsten inert gas welding” ,Trans. Nonferrous Met. Soc. China I7, 486-490. 5. Liu L.-M., Cai D.-H. , Zhang Z.-D. (2007)” Gas tungsten arc welding of magnesium alloy using activated flux-coated wire” Scripta Materialia 57 , 695–698. 6. Xu Y.L. , Z.B. Dong, Y.H. Wei, C.L. Yang (2007),” Marangoni convection and weld shape variation in A-TIG welding process”,Theoretical and Applied Fracture Mechanics 48 ( 178–186) 7. Huang Her-Yueh,(2009)” Effects of shielding gas composition and activating flux on GTAW weldments”, Materials and Design 30, (2404–2409) 8. Huang Her-Yueh,(2010)” Effects of activating flux on the welded joint characteristics in gas metal arc welding”, Materials and Design 31, (2488–2495). 60
- 61. 9. Huang Her-Yueh,(2010)” Research on the Activating Flux Gas Tungsten Arc Welding and Plasma Arc Welding for Stainless Steel”, Met. Mater. Int., 16, No. 5 pp. 819~825. 10. Ghosal Sujit Chaki Sudipto(2010)” Estimation and optimization of depth of penetration in hybrid CO2 LASER-MIG welding using ANN-optimization hybrid model” Int J Adv Manuf Technol ,47,1149–1157 11. Tseng Kuang-Hung, Chih-Yu Hsu,(2011),” Performance of activated TIG process in austenitic stainless steel welds”, Journal of Materials Processing Technology 211, (503–512) 12. Kuo Cheng-Hsien, Tseng Kuang-Hung and Chou Chang-Pin,(2011),” Effect of activated TIG flux on performance of dissimilar welds between mild steel and stainless steel”, Key Engineering Materials,479,74-80. 13. Chern Tsann-Shyi, Tseng Kuang-Hung, Hsien-Lung Tsai(2011) ,”Study of the characteristics of duplex stainless steel activated tungsten inert gas welds”, Materials and Design 32 , (255–263). 14. Y. Ruan , X.M. Qiu , W.B. Gong , D.Q. Sun , Y.P. Li (2013),” Mechanical properties and microstructures of 6082-T6 joint welded by twin wire metal inert gas arc welding with the SiO2 flux”, Materials and Design 35 , (20–24) 15. Sathiya P., Panneerselvam K., Abdul Jaleel M.Y(2012)” Optimization of laser welding process parameters for super austenitic stainless steel using artificial neural networks and genetic algorithm” Materials and Design ,36 , 490–498 16. Vora Jay J., Badheka Vishvesh J.,(2015),” Experimental investigation on mechanism and weld morphology ofactivated TIG welded bead-on-plate weldments of reduced activationferritic/martensitic steel using oxide fluxesJ”, Journal of Manufacturing Processes, 356. 17. Dhandha Kamal H. ,Badheka Vishvesh J.(2015)” Effect of activating fluxes on weld bead morphology of P91 steel bead-on- plate welds by flux assisted tungsten inert gas welding process” Journal of Manufacturing Processes, 17 , 48–57 61
- 62. 62 WEBSITES www.sciencedirect.com www.springer.com www.elsevier.com www.azom.com BOOKS • O. P. KHANNA “A textbook of Welding Technology”, Dhanpat Rai Publications. •R S Parmar, Welding processes and Technology, 3rd Edn, Khanna Publishers, 2013 •AWS Hand book [Volume 2 Welding Processes] •ASM Hand book [Volume 6 Welding, Brazing and Soldiering]
- 63. THANK YOU 63