
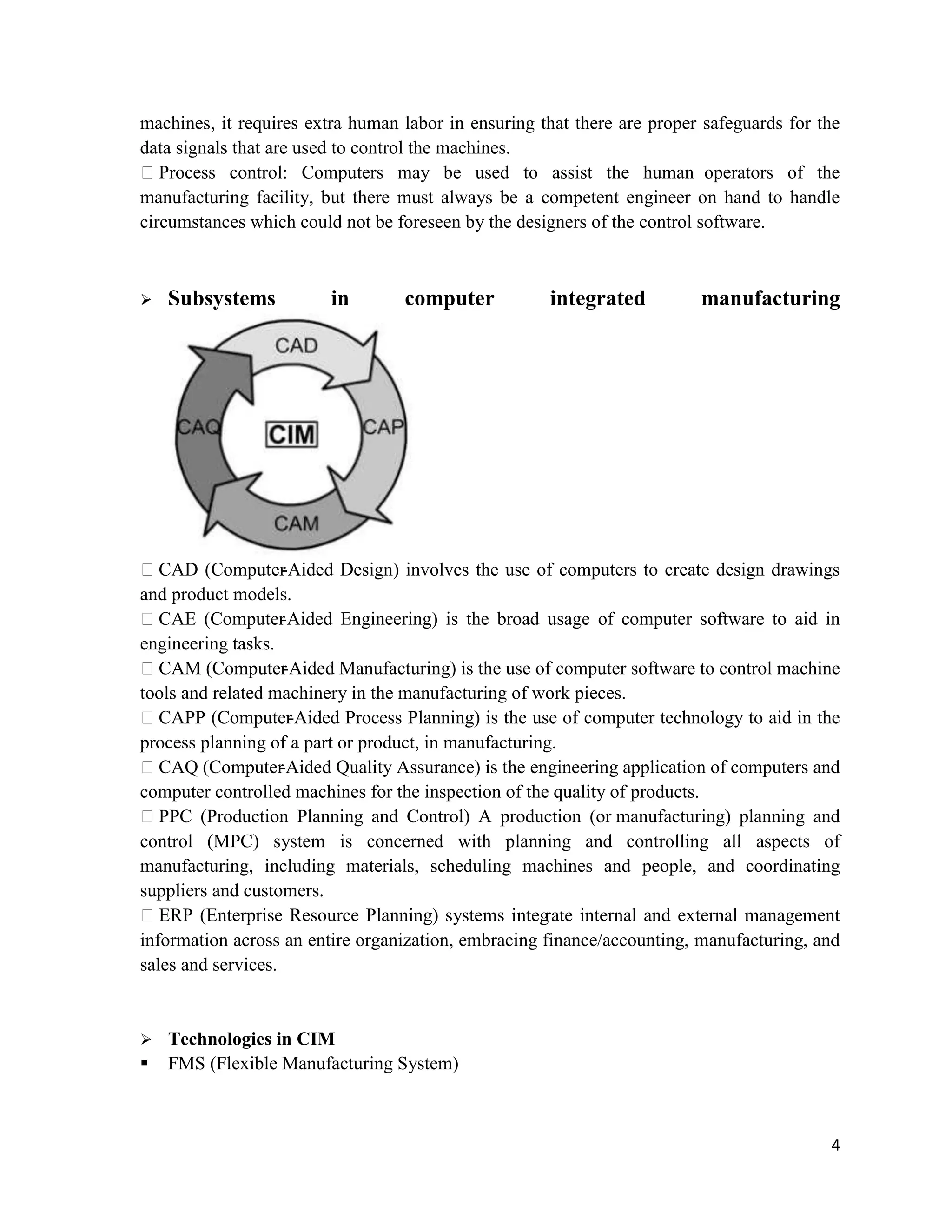




Technological innovation in manufacturing processes aims to gain competitive advantages through improved quality, reduced costs, and reduced time-to-market. Computer-integrated manufacturing (CIM) is an approach that integrates all enterprise operations around a common data repository, allowing processes to exchange information and initiate actions. CIM relies on technologies like computer-aided design, computer-aided manufacturing, and real-time sensors. Flexible manufacturing systems (FMS) and cellular manufacturing group machines and operations to facilitate the production of families of similar parts in an efficient flow. Both aim to increase productivity while reducing waste.