Downloaded 71 times


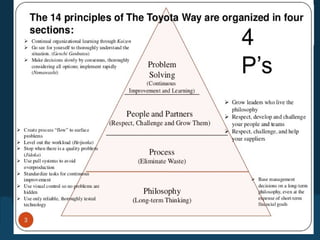









The Toyota Way document outlines the philosophy and principles that guide Toyota's continuous improvement system. It discusses two key areas: continuous improvement and respect for people. The 14 principles that comprise the Toyota Way are organized into four sections: philosophy, process, people and partners, and problem solving. The overarching goals are to eliminate waste, level production, build quality into processes, and develop a culture of learning and improvement.





![The Toyota Way (Toyota Production System) [Operations Management]](https://cdn.slidesharecdn.com/ss_thumbnails/om-150830140656-lva1-app6892-thumbnail.jpg?width=640&height=640&fit=bounds)

















































































