Download as PPS, PPTX

















![Carbonylation leading to esters
O
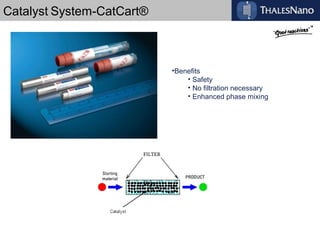
Fibrecat 1001:
Pd content [mmol/g]: 0.47,
Load: mmol/catcart: 0.114.
Void volume: 0.62 ml
O
I
CO, DBU
Fibercat 1001
EtOH
O
Ethanolic solution: DBU: 1.1 eq., 4iodo-anisole: 1.0 ekv,
concentration: 0.1 M - 1.0 M
O
Concentration
Liquid
Temperature Gas flow Pressure Pressure Conversion Selectivity
flow rate
(oC)
rate
(bar)
drop
(%)
(%)
(mL/min)
(ml/min)
(bar)
0.1 M
0.1 M
0.1 M
1M
1M
0.5
0.5
0.5
0.5
1
150
150
150
150
150
10
10
50
100
100
10
30
10
30
30
2
3
3
2
2
>99
>99
>99
>99
98.3
>99
>99
>99
>99
>99
Microwave reference from Nicholas Leadbeater’s lab (Org.Biomol.Chem. 2007, 65):
Concentration: 0.1M, Pressure: 10 bar, Temperature: 125oC, Reaction time: 30 min
Conversion: 90%
Flow reference from Nicholas Leadbeater’s lab (Org.Biomol.Chem. 2011, 6575):
Concentration: 1M, Pressure: 17 bar, Temperature: 120oC Residence time: 120 min
Conversion: 98%](https://image.slidesharecdn.com/thalesnanopresentationfrost2013-131030082859-phpapp01/85/ThalesNano-Presentation-2013-19-320.jpg)






















![Swern Oxidation
If the temperature is not kept near -78°C, mixed thioacetals may result:
Cryogenic operating conditions
(< - 60°C), limit its utility for scale up
operations in batch.
Residence
time (tR1) [s]
2.4
Microreactor
0.01
0.01
Method
Flask
Chemistry-A European Journal 2008, 7450
T [oC]
-20
0
20
-20
-70
Selectivity of
cyclohexanone [%]
88
89
88
19
83](https://image.slidesharecdn.com/thalesnanopresentationfrost2013-131030082859-phpapp01/85/ThalesNano-Presentation-2013-43-320.jpg)






This document discusses flow chemistry and its advantages over traditional batch chemistry. Flow chemistry involves performing reactions continuously in a small-scale reactor rather than in batches. It allows for better temperature control, safer handling of hazardous reagents like gases or exothermic reactions, higher selectivity and productivity, and easier scale-up. Areas that benefit greatly from flow chemistry include exothermic reactions, reactions with gases, and scale-up. Miniaturized microreactors in flow systems provide enhanced heat and mass transfer for improved reaction control and safety. Overall, flow chemistry is a useful method for performing chemistry in a safer, more efficient, and reproducible manner compared to batch.































































![Homogeneous catalysis [ MPHARM, MSC, BPHARM, BSC]](https://cdn.slidesharecdn.com/ss_thumbnails/62-191219155346-thumbnail.jpg?width=640&height=640&fit=bounds)




















