Download to read offline




![International Research Journal of Engineering and Technology (IRJET) e-ISSN: 2395-0056
Volume: 04 Issue: 11 | Nov -2017 www.irjet.net p-ISSN: 2395-0072
© 2017, IRJET | Impact Factor value: 6.171 | ISO 9001:2008 Certified Journal | Page 453
Scope for further work
Based on the present study, the following aspects
have been suggested for further study.
The present study was conducted by using Fly ash
and Micro silica as mineral admixtures. Further
study can be extended for HSSCC with, Rice husk
ash, Metakolin and Micro silica as mineral
admixtures.
Further the study can be extended by designing the
concrete with different types of aggregates as the
retention in mass of concrete at elevated
temperatures is highly influenced by the type of
aggregate.
Further the studycan beextended onstudyofmicro
structure by using SEM and X-ray analysis.
REFERENCES
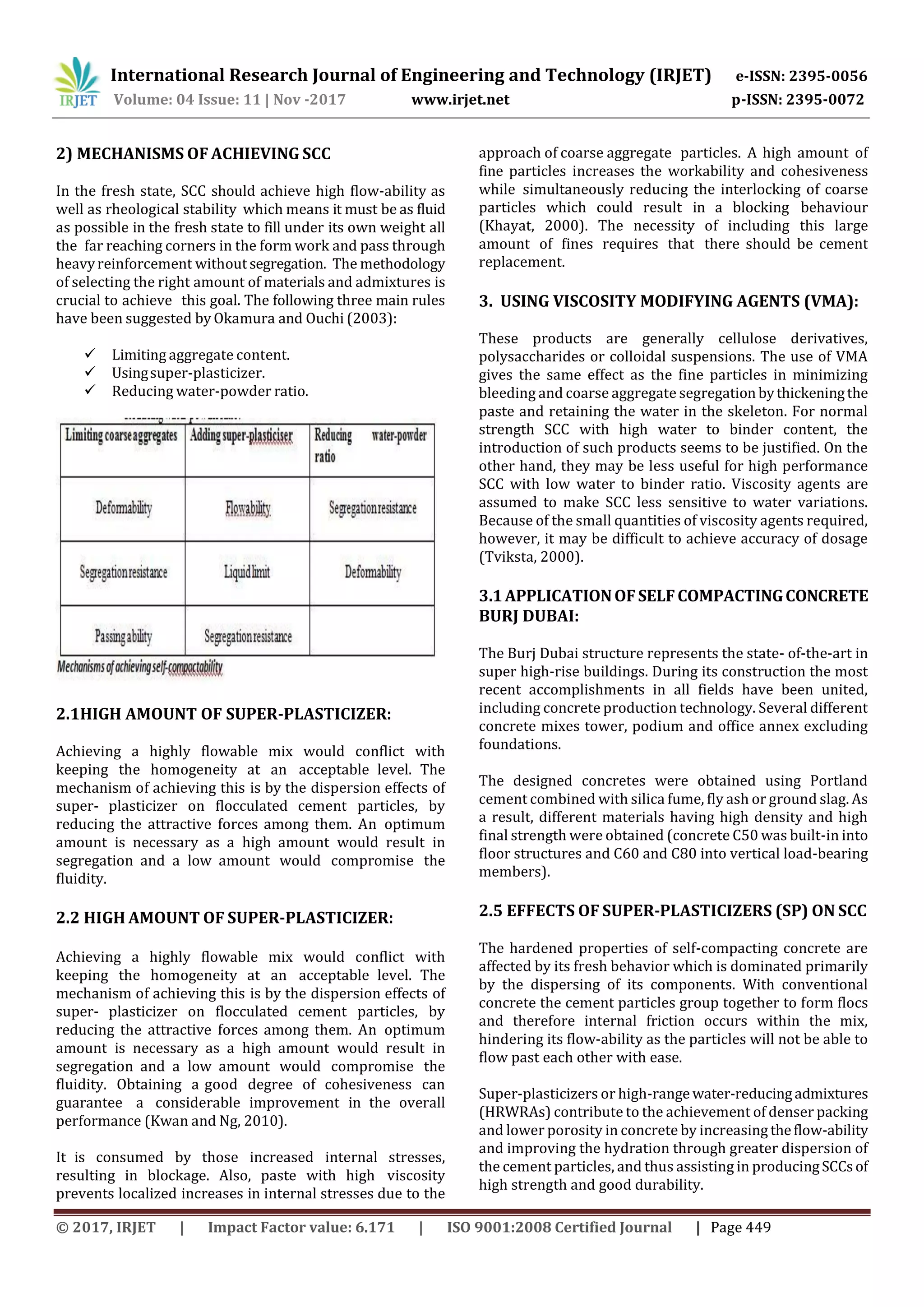
1. Okamura, H. and Ouchi, M. [1]“Self-compacting concrete”.
Journal of advanced concrete technology, 2003, Vol.1, No.1,
pp 5-15.
2. Nan Su, Kung –Chung Hsub and His-Wen Chai.[2] “A
simple mix design method for self-compacting concrete”.
Cement and Concrete Research, 2001,Vol.31,pp1799-1807.
3. Subramanian, S. and Chattopadhyay D .[5] “Experiments
for mix proportioning of Self – compacting concrete”, The
Indian Concrete Journal, 2002, pp.13-20
4. V. Mallikarjuna Reddy, Dr. M.V Seshagiri Rao, [10]
“Performance of High Strength Self Compacted Concrete
Exposed to elevated temperatures”.
BIOGRAPHY:
PALLI HEMANTH
CIVIL ENGINEERING
GVIC,BES INSTITUTIONS
ANGALLU,MADANAPALLI,
CHITTOOR DIST,
ANDHRA PRADESH-517325](https://image.slidesharecdn.com/irjet-v4i1175-171208091726/75/Self-Compacting-Concrete-7-2048.jpg)

This document discusses self-compacting concrete (SCC), which is a type of concrete that can flow and consolidate under its own weight without any external vibration. SCC has advantages over traditional vibrated concrete such as easier placement in complex forms, reduced noise pollution, and improved surface finish. The key properties of SCC include high flowability, passing ability, and segregation resistance. These properties are achieved through optimizing the mix design, including using a high range of superplasticizer, limiting coarse aggregate content, increasing fine particles and viscosity modifying agents. SCC has applications in structures with dense reinforcement like the Burj Khalifa where it simplified construction. The document also discusses experimental investigations into the compressive strength of SCC exposed to























































































