Downloaded 411 times









![4.1 Physical Properties:
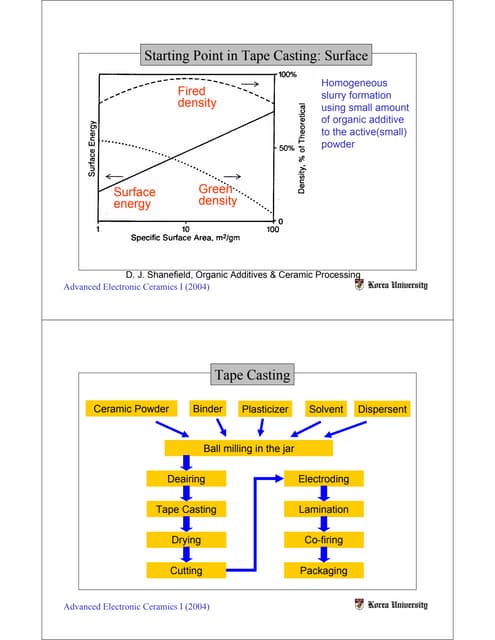
Under ordinary conditions, EB is a clear liquid with a characteristic aromatic odor. EB is
an irritant to the skin & eyes and is ordinary toxic by ingestion and skin adsorption.
The properties are as follows:
IUPAC Name Ethylbenzene
Other names Ethylbenzol, EB, Phenylethane
Identifiers [100-41-4]
CAS Number DA0700000
RTECS Number c1ccccc1CC
SMILES C8H10
Molecular Formula 106.167 g/mol
Molar Mass Colourless liquid
Appearance 0.87139 g/cc
Density (at 150 c) 0.8669 g/cc
Density ( at 200 c) 0.86262 g/cc
Density ( at 250 c) -94.949 0 c
M.P. 136.860 c
B.P. ( at 101.3 K Pa) 1.49588
Refractive index (at 200 c) 1.49320
Refractive index ( at 250 c ) 3609 K Pa (36.09 bar)
Critical pressure 344.02 0 c
Critical temperature 150 c
Flash point 4600 c
Auto ignition temperature 1.0%
Flammability limit ( lower) 1.5%
Flammability limit ( Upper) -----
Latent heat ( fusion) 86.3 j/kg
Latent heat ( vaporization) 335 j/kg
Heating value ( gross) 42999 j/kg
Heating Value ( net) 40928 j/kg
Kinematic viscosity (at 37.8 0 c ) 0.6428 * 10 -6 m2 / s
11](https://image.slidesharecdn.com/projectfinal-130224090911-phpapp01/85/Project-final-11-320.jpg)
















![Conversion=100% (w.r.t ethylene)
Now consider PFD for ethyl benzene plant
Stream (11)
Ethyl benzene=1190 kmol/hr
Benzene = 1.6 kmol/hr
Now we are coming to the reaction part, here we have reactor:-
Now we know that:-
Yield = [{(moles of product produced)*(stochiomertric coefficient)} /(moles of reactant
converted)]/100
=99.7/100=1190/moles of reactant converted
Moles of reactant converted (ethylene)= 1193.5 kmol/hr
Now the reactions in the reactor are:-
C6H6 + C2H4 → C6H5-C2H5
benzene ethylene Ethyl benzene
C6H5-C2H5 + C2H4 → C6H4-(C2H5)2 Ethyl
benzene ethylene Diethyl benzene
here, For 1 mole of Ethyl benzene = 1 mole of ethylene needed
28](https://image.slidesharecdn.com/projectfinal-130224090911-phpapp01/85/Project-final-28-320.jpg)









Ethyl benzene is an organic compound used primarily in the production of styrene. It has a history dating back to the late 1800s but commercial production began in the 1930s. Today it is produced through liquid phase alkylation of benzene and ethylene using zeolite catalysts. Almost all ethyl benzene is used to make styrene, which is then used to produce polystyrene and other plastics. As a flammable liquid, ethyl benzene requires careful handling, storage, and transportation to prevent fires or explosions.