Downloaded 25 times



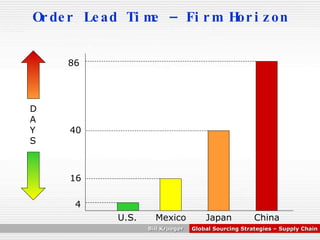
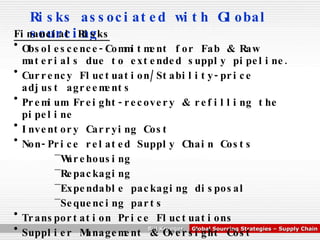
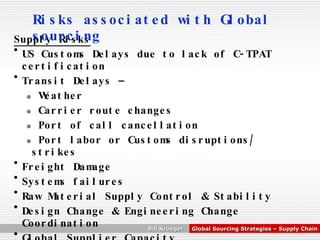


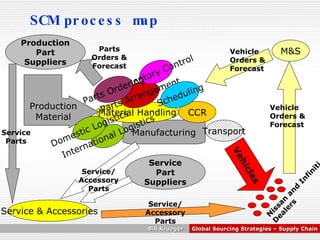
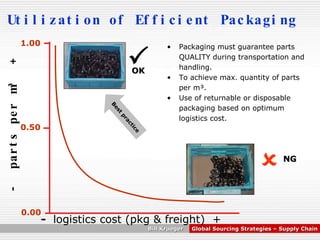
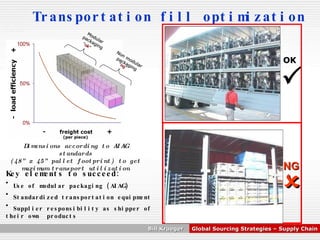


Bill Krueger, Senior Vice President of Manufacturing, Purchasing and Supply Chain Management for Nissan North America Inc., discusses global sourcing strategies and supply chain management. He notes the tradeoffs between sourcing locally versus globally based on factors like labor costs, technology availability, and logistics distances. Krueger also outlines the risks associated with global sourcing, such as financial risks, supply risks, and non-price supply chain costs. He emphasizes developing efficient packaging, transportation optimization, and regional supply chain integration to reduce total delivered costs for customers.

























![Vns fashion logistics [compatibility mode]](https://cdn.slidesharecdn.com/ss_thumbnails/vnsfashionlogisticscompatibilitymode-120118081947-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)










![Your Company Powerpoint Presentation[1]](https://cdn.slidesharecdn.com/ss_thumbnails/yourcompanypowerpointpresentation1-091230035609-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)





































