The document provides guidelines for properly assembling flanged pipe joints to prevent leaks. Key steps include:
1. Ensuring proper alignment of flanges and insertion of gaskets without damage.
2. Gradually drawing flanges together with a mechanical device to compress gaskets evenly.
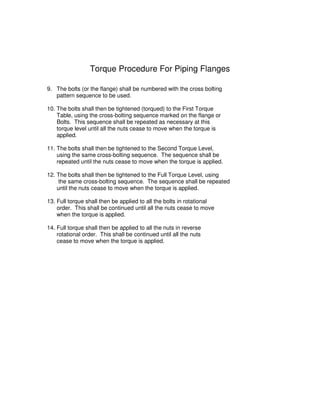
3. Tightening bolts in a star pattern and increasing torque levels until bolts no longer turn to apply sufficient residual preload and compensate for operating conditions.










































![[IJET-V2I1P9] Authors:Wasim B. Patel,Ritesh G. Deokar,Pundlik N. Patil,Raghun...](https://cdn.slidesharecdn.com/ss_thumbnails/ijet-v2i1p9-160427182713-thumbnail.jpg?width=640&height=640&fit=bounds)
![[IJET-V1I6P18] Authors : Wasim B. Patel , Pundlik N. Patil , Raghunath Y. Pat...](https://cdn.slidesharecdn.com/ss_thumbnails/ijet-v1i6p18-160110013848-thumbnail.jpg?width=640&height=640&fit=bounds)




















