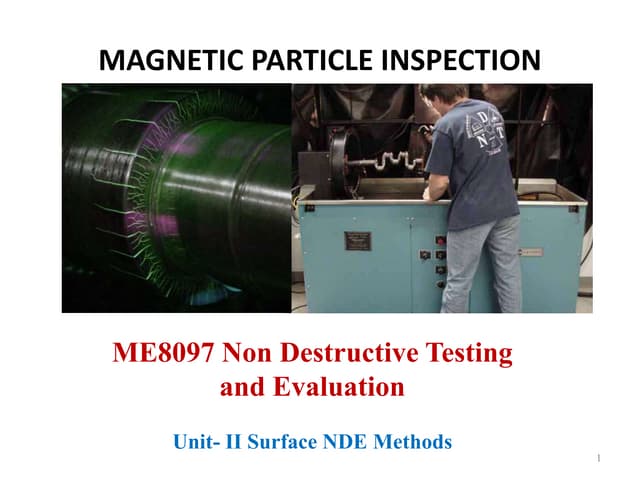
This document discusses non-destructive testing techniques, specifically magnetic particle inspection. It begins by defining non-destructive testing and why it is used. Then it discusses the principles and procedures of magnetic particle inspection including magnetizing materials, applying magnetic particles, and demagnetizing after inspection. The document provides examples of industries that use magnetic particle inspection and its limitations in detecting certain defect orientations.