MECHATRONICS-Unit 4 PROGRAMMABLE LOGIC CONTROLLER
•
0 likes•111 views

Introduction – Basic structure – Input and output processing – Programming – Mnemonics – Timers, counters and internal relays – Data handling – Selection OF PLC
Report
Share
Report
Share

Recommended
Unit 4-PROGRAMMABLE LOGIC INTERFACE-ME6702– MECHATRONICS
This document provides an overview of programmable logic controllers (PLCs). It describes the basic structure of a PLC including input/output modules, a central processing unit, memory, and a programming unit. The document outlines how PLCs are used for automation in industrial processes as a replacement for hardwired relay controls. It also discusses PLC programming using ladder logic and provides examples of logic functions, timers, counters, and data handling capabilities of PLCs. Selection factors for choosing a suitable PLC are presented.
Programmable Logic Controller (PLC Part 2)
The four major parts of a PLC are the central processing unit, programmer/monitor, I/O modules, and racks and chassis. The central processing unit contains a microprocessor for logic operations, memory to store data and programs, and a power supply. I/O modules connect the PLC to external sensors and devices through input and output terminals. Racks and chassis provide mounting for the CPU, programmer/monitor, and I/O modules and enclose the system.
Automation
Presentation on basic concept of Automation. Details about open
and close loop system. Industrial and home automation. PLC. SCADA. human machine interface
temperature control using 8086 microprocessor by vikas arya
This document describes a temperature control system using an 8086 microprocessor. It includes a block diagram of the components, including an 8279 interfacing with the 8086 microprocessor. It also includes flowcharts and descriptions of the program modules, including an executive section in Module 1 that initializes components and stores temperature and timing variables. Module 2 contains interrupt service procedures, Module 3 contains loop service procedures like temperature control, and Module 4 includes utility procedures like LED display and A/D conversion. The goal is to use this system to maintain the required temperature in industrial processes by controlling heaters based on feedback from temperature sensors.
TCS Basys Controls Overview 2017
A history of products and innovation from TCS Basys Controls, the company behind the secure cloud-based EMS system that is allowing the middle market to capture energy and operational savings in the double digits across North America.
UNIT III PROGRAMMABLE PERIPHERAL INTERFACE
UNIT III PROGRAMMABLE PERIPHERAL INTERFACE 9
Introduction – Architecture of 8255, Keyboard interfacing, LED display –interfacing, ADC and
DAC interface, Temperature Control – Stepper Motor Control – Traffic Control interface.
Led driver-aging-rack
This document describes the LED Driver Aging Rack (LEDRACK-100W192P) from Lisun Electronics Inc. The rack can test up to 192 LED driver products simultaneously based on standards like IEC62384 and GB24825-2009. It includes the aging rack, control system, and LED load modules. The aging rack has 6 layers to test drivers under various load modes and conditions while the control system software monitors and records testing data in real-time.
Power plant control
This document discusses a close loop control system and DDCMIS (Distributed Control and Data Collection and Management Information System). It describes the DDCMIS system as having three levels: process I/O, process control, and management. It then lists common instrumentation used in power plants including temperature, pressure, level, flow, turbine, steam/water analyzers, and gas analyzers. The document shows how these instruments connect to the DDCMIS through a control network. It briefly mentions DDCMIS options and connectivity between the plant and management systems. Finally, it provides examples of process control systems in power plants such as coordinated master control, air and fuel flow control, and drum level/feed water control.
Recommended
Unit 4-PROGRAMMABLE LOGIC INTERFACE-ME6702– MECHATRONICS
This document provides an overview of programmable logic controllers (PLCs). It describes the basic structure of a PLC including input/output modules, a central processing unit, memory, and a programming unit. The document outlines how PLCs are used for automation in industrial processes as a replacement for hardwired relay controls. It also discusses PLC programming using ladder logic and provides examples of logic functions, timers, counters, and data handling capabilities of PLCs. Selection factors for choosing a suitable PLC are presented.
Programmable Logic Controller (PLC Part 2)
The four major parts of a PLC are the central processing unit, programmer/monitor, I/O modules, and racks and chassis. The central processing unit contains a microprocessor for logic operations, memory to store data and programs, and a power supply. I/O modules connect the PLC to external sensors and devices through input and output terminals. Racks and chassis provide mounting for the CPU, programmer/monitor, and I/O modules and enclose the system.
Automation
Presentation on basic concept of Automation. Details about open
and close loop system. Industrial and home automation. PLC. SCADA. human machine interface
temperature control using 8086 microprocessor by vikas arya
This document describes a temperature control system using an 8086 microprocessor. It includes a block diagram of the components, including an 8279 interfacing with the 8086 microprocessor. It also includes flowcharts and descriptions of the program modules, including an executive section in Module 1 that initializes components and stores temperature and timing variables. Module 2 contains interrupt service procedures, Module 3 contains loop service procedures like temperature control, and Module 4 includes utility procedures like LED display and A/D conversion. The goal is to use this system to maintain the required temperature in industrial processes by controlling heaters based on feedback from temperature sensors.
TCS Basys Controls Overview 2017
A history of products and innovation from TCS Basys Controls, the company behind the secure cloud-based EMS system that is allowing the middle market to capture energy and operational savings in the double digits across North America.
UNIT III PROGRAMMABLE PERIPHERAL INTERFACE
UNIT III PROGRAMMABLE PERIPHERAL INTERFACE 9
Introduction – Architecture of 8255, Keyboard interfacing, LED display –interfacing, ADC and
DAC interface, Temperature Control – Stepper Motor Control – Traffic Control interface.
Led driver-aging-rack
This document describes the LED Driver Aging Rack (LEDRACK-100W192P) from Lisun Electronics Inc. The rack can test up to 192 LED driver products simultaneously based on standards like IEC62384 and GB24825-2009. It includes the aging rack, control system, and LED load modules. The aging rack has 6 layers to test drivers under various load modes and conditions while the control system software monitors and records testing data in real-time.
Power plant control
This document discusses a close loop control system and DDCMIS (Distributed Control and Data Collection and Management Information System). It describes the DDCMIS system as having three levels: process I/O, process control, and management. It then lists common instrumentation used in power plants including temperature, pressure, level, flow, turbine, steam/water analyzers, and gas analyzers. The document shows how these instruments connect to the DDCMIS through a control network. It briefly mentions DDCMIS options and connectivity between the plant and management systems. Finally, it provides examples of process control systems in power plants such as coordinated master control, air and fuel flow control, and drum level/feed water control.
Programmable Logic Controller (PLC Part 4)
The document discusses different sizes of programmable logic controllers (PLCs) and their applications. PLCs are categorized based on functionality, inputs/outputs, cost, and size, ranging from nano to micro to medium to large. Key factors in selecting a PLC include matching its size to the application. There are three main types of PLC applications: single-ended, multitask, and control management. Memory requirements depend on the number of inputs/outputs, program size, data needs, and future expansion requirements. PLCs are used across various industries including petrochemical, steel, power generation, chemical, and more.
Plc based pid implementation in process control of temperature flow and level
This document describes a PID temperature, flow, and level control system implemented using a PLC. RTDs are used to measure temperature and send signals to the PLC. The PLC controls the process using ladder logic programming. It can implement PID control, feedback loops, cascade loops, and ratio control to efficiently control the temperature, flow and level of a solution to desired setpoints without compromising stability. The system provides control without needing external devices like HMIs or meters by performing all monitoring and control within the PLC program.
Industrial Automation
This document presents information about automation and its various applications. It defines automation as delegating human control functions to technical equipment to increase productivity, quality and safety while reducing costs. It describes different types of automation including building, office, scientific and industrial automation. It provides details about control systems, programmable logic controllers (PLCs), PLC programming languages and ladder logic. It also discusses supervisory control and data acquisition (SCADA) systems, their features and leading software. Finally, it outlines advantages and disadvantages of automation as well as examples of its applications.
PPT_16-9_Template
This document discusses data logging and measurement and control systems from imc. It describes imc's μ-MUSYCS system for synchronously capturing digital and analog signals. A wide range of signal types can be measured including voltages, currents, temperatures, frequencies and digital fieldbus messages. Measurement amplifiers and conditioners support various sensors. Critical software allows configuration of sampling rates, filters and data transfer. Measurement and control systems are important for relating physical measurements, triggering events, long-term testing, and connecting measurements through control mechanisms. Automation in these systems uses discrete, continuous, open and closed loop control to perform synchronized actions in real-time for applications like testing complex mechanical systems.
Plc scada training
PLC SCADA Training in Coimbatore by Experts in the field of SCADA. Get Free PLC SCADA Training Consultancy by Hands-On Robotics.
Fan automation
This document describes a home temperature control system using a microcontroller. It contains sections on the introduction, how it works, advantages, applications, power supply, components used including an ADC, LCD, temperature sensor, motor driver, and program flow. The system uses these components to measure temperature using a sensor, display it on an LCD, and control a fan motor based on the temperature reading.
Plc Simulation Examples
This two CD set contains PLC training simulations including: (1) hardware I/O and BCD simulations, (2) a motorized garage door simulation, and (3) an automated filling system simulation. It also includes simulations for: (4) an intersection traffic light control, (5) a batch mixing system, (6) binary coded decimal, and (7) dual compressor control. Further simulations are for: (8) a 4 floor elevator, and (9) a bottle line. More details on the simulations included on both CDs can be found at the provided URL.
Introduction to Industrial Automation - 2
This document provides an overview of industrial automation and control systems. It begins with an agenda that covers industries and classifications, introduction to industrial automation, and examples of process and discrete manufacturing. It then defines process and discrete industries, and provides examples of a car assembly line and oil refinery. The document introduces industrial automation as using technology and automatic controls to operate industrial processes without human intervention. It covers the advantages of automation including higher productivity, quality and safety. Finally, it describes the layers of an automation system including the field, control, supervisory and production, and information levels.
Chinmay pandya
This document provides an overview of programmable logic controllers (PLCs) and automation. It discusses that PLCs were introduced in 1968 to automate industrial processes. A PLC uses sensors as inputs to monitor conditions and uses programming to automate outputs that control machines. Common sensors described are for pressure, temperature, light, humidity, and water level. PLC programming is done using ladder logic and other languages. Supervisory control and data acquisition (SCADA) systems are also discussed, which allow monitoring and controlling automated processes from a central location. The document outlines several applications of PLCs and notes their advantages in increasing consistency, accuracy, and production while reducing labor costs and accidents. Disadvantages include high initial costs
Brochure bac 5801-02-sb-003_c
The BAC-5801/5802 is an 8-input, 8-output native BACnet advanced application controller for HVAC and building automation. It has auto-addressing and is fully programmable with inputs, outputs, schedules, calendars, trends and PID loops. It can operate standalone or networked with other BACnet devices to control temperature, humidity, fans, lighting and other building functions. Optional output boards provide additional flexibility.
HF-8504
This document summarizes the features and specifications of an electronic weight control indicator from Nagata. It has a 4/8/16 paragraph display, password protection, digital correction and automatic weight adjustment. It can control up to 16 ingredients and interface with computers and printers via RS232. It provides accurate weighing for applications like automatic filling machines and dispensing equipment.
Introducing the West Range of Products
An introduction to product portfolio of temperature and process controllers from West (part of West Control Solutions)
Design and development of programmable controller for air sampling machine
Abstract A programmable Controller is designed and developed for time pedestal controlling of Air Sampling Machine. The major purpose of the designed system is to reduce filter damage of Air Sampling Machine. The main function of the controller is to automatically switching the Air Sampling Machine with predefined On-Off time interval for 24 hours operation. This is a low cost system which is designed using locally available components and user friendly. The controlling operation is maintained by ATMEL AT89C52 microcontroller. A programmable real time clock PCF8583 is used to produce timing control signal for automatic switching of the Air Sampling Machine. Control signals generated by real time clock operate opto-isolator and an electromechanical relay for switching the Air Sampling Machine. EEPROM (M24C64) is used to store necessary data. The instruction firmware for the designed controller has been developed in BASIC platform using BASCOM-8051 software. The designed system is functioning properly and serving the purpose of the design. Keywords: Programmable Controller, AT89C52 microcontroller, RTC, EEPROM, I2C Protocol, BASCOM-8051 IDE
Direct operation of a motor using or logic
- The document describes an experiment to create an OR logic control circuit using a PLC to control the switching on and off of a motor.
- The student will draw an OR gate ladder diagram in programming software, download it to an Allen-Bradley PLC, and wire the PLC inputs and outputs to start and stop buttons and a motor.
- By pressing either of two start buttons, the motor should run, but it can only be stopped by the single stop button, demonstrating an OR logic control circuit.
Ecs presentation ver1 anil kumar miet pmp
The environmental control system (ECS) monitors and controls the operation of ventilation, air conditioning, and other building systems. It aims to efficiently operate and maintain these systems through remote monitoring and control, automatic set point changes, safety interlocks, maintenance alerts, and emergency response modes. The ECS provides centralized control and monitoring of over 4,000 items across various metro stations, tunnels, and buildings. It interfaces with other systems like oxygen control systems, fire alarms, and more. The technical solution uses programmable logic controllers and redundant networks to reliably control temperature, humidity, equipment, lighting, and other functions throughout the metro project.
IT Automation
This presentation discusses automation and trends in automation. It introduces the presenter, Junaid Ahmad Jameel, and provides their contact information. The presentation defines automation as using control systems to operate machinery and processes with minimal human intervention. It notes that automation saves labor as well as energy and materials while improving quality. The presentation outlines several trends in automation, including using automation to manage virtual and cloud environments more efficiently, enabling self-service automation for entire organizations, and developing a single automation engine to unify disparate automation solutions. It suggests that automation will reduce the cost of IT operations and automate big data integration. The presenter expresses interest in developing automated software that requires less human interaction while providing more effective and accurate services.
Controllogix 5000 Training
This is a little promo slide show we put together for our new 3 day crash course in ControlLogix 5000.
Ingeteam - Automation Devices
Ingeteam´s Automation Devices Business Unit Presentation.
Since 1984, Ingeteam designs and manufactures high level Control and Monitoring Systems for various sectors such as Railway, Industry, Renewable Energy and Marine.
Easy testing for smps led driver
This system makes LED Driver, SMPS Testing easy, faster and organized. This test devices on user specified voltages and makes report.
Automatic temp controller
The document describes a microcontroller-based temperature controller that uses an Atmel 89C52 microcontroller, DS1621 temperature sensor IC, LCD display, and matrix keyboard. It displays the temperature from -55°C to 125°C in digital form after calibrating the data. The program for the microcontroller is written in assembly language. It provides details on the components, features of the temperature sensor IC, and instructions to read temperature and configure the sensor.
MT-II UNIT II TURNING
The document discusses various attachments that can be used on lathe machines to expand their capabilities. It describes taper turning, copy turning, milling, grinding, spherical turning, relieving, thread pitch correction, and thread chasing attachments. These attachments allow lathes to perform tasks like tapering, copying profiles, milling, grinding, spherical cuts, relieving complex tooth profiles, correcting thread pitches, and ensuring accurate multi-pass thread cutting.
MT-II UNIT II TURNING
Centre lathe, constructional features, specification, operations – taper turning methods, thread cutting methods, special attachments, machining time and power estimation. Capstan and turret lathes- tool layout – automatic lathes: semi automatic – single spindle : Swiss type, automatic screw type – multi spindle:
More Related Content
What's hot
Programmable Logic Controller (PLC Part 4)
The document discusses different sizes of programmable logic controllers (PLCs) and their applications. PLCs are categorized based on functionality, inputs/outputs, cost, and size, ranging from nano to micro to medium to large. Key factors in selecting a PLC include matching its size to the application. There are three main types of PLC applications: single-ended, multitask, and control management. Memory requirements depend on the number of inputs/outputs, program size, data needs, and future expansion requirements. PLCs are used across various industries including petrochemical, steel, power generation, chemical, and more.
Plc based pid implementation in process control of temperature flow and level
This document describes a PID temperature, flow, and level control system implemented using a PLC. RTDs are used to measure temperature and send signals to the PLC. The PLC controls the process using ladder logic programming. It can implement PID control, feedback loops, cascade loops, and ratio control to efficiently control the temperature, flow and level of a solution to desired setpoints without compromising stability. The system provides control without needing external devices like HMIs or meters by performing all monitoring and control within the PLC program.
Industrial Automation
This document presents information about automation and its various applications. It defines automation as delegating human control functions to technical equipment to increase productivity, quality and safety while reducing costs. It describes different types of automation including building, office, scientific and industrial automation. It provides details about control systems, programmable logic controllers (PLCs), PLC programming languages and ladder logic. It also discusses supervisory control and data acquisition (SCADA) systems, their features and leading software. Finally, it outlines advantages and disadvantages of automation as well as examples of its applications.
PPT_16-9_Template
This document discusses data logging and measurement and control systems from imc. It describes imc's μ-MUSYCS system for synchronously capturing digital and analog signals. A wide range of signal types can be measured including voltages, currents, temperatures, frequencies and digital fieldbus messages. Measurement amplifiers and conditioners support various sensors. Critical software allows configuration of sampling rates, filters and data transfer. Measurement and control systems are important for relating physical measurements, triggering events, long-term testing, and connecting measurements through control mechanisms. Automation in these systems uses discrete, continuous, open and closed loop control to perform synchronized actions in real-time for applications like testing complex mechanical systems.
Plc scada training
PLC SCADA Training in Coimbatore by Experts in the field of SCADA. Get Free PLC SCADA Training Consultancy by Hands-On Robotics.
Fan automation
This document describes a home temperature control system using a microcontroller. It contains sections on the introduction, how it works, advantages, applications, power supply, components used including an ADC, LCD, temperature sensor, motor driver, and program flow. The system uses these components to measure temperature using a sensor, display it on an LCD, and control a fan motor based on the temperature reading.
Plc Simulation Examples
This two CD set contains PLC training simulations including: (1) hardware I/O and BCD simulations, (2) a motorized garage door simulation, and (3) an automated filling system simulation. It also includes simulations for: (4) an intersection traffic light control, (5) a batch mixing system, (6) binary coded decimal, and (7) dual compressor control. Further simulations are for: (8) a 4 floor elevator, and (9) a bottle line. More details on the simulations included on both CDs can be found at the provided URL.
Introduction to Industrial Automation - 2
This document provides an overview of industrial automation and control systems. It begins with an agenda that covers industries and classifications, introduction to industrial automation, and examples of process and discrete manufacturing. It then defines process and discrete industries, and provides examples of a car assembly line and oil refinery. The document introduces industrial automation as using technology and automatic controls to operate industrial processes without human intervention. It covers the advantages of automation including higher productivity, quality and safety. Finally, it describes the layers of an automation system including the field, control, supervisory and production, and information levels.
Chinmay pandya
This document provides an overview of programmable logic controllers (PLCs) and automation. It discusses that PLCs were introduced in 1968 to automate industrial processes. A PLC uses sensors as inputs to monitor conditions and uses programming to automate outputs that control machines. Common sensors described are for pressure, temperature, light, humidity, and water level. PLC programming is done using ladder logic and other languages. Supervisory control and data acquisition (SCADA) systems are also discussed, which allow monitoring and controlling automated processes from a central location. The document outlines several applications of PLCs and notes their advantages in increasing consistency, accuracy, and production while reducing labor costs and accidents. Disadvantages include high initial costs
Brochure bac 5801-02-sb-003_c
The BAC-5801/5802 is an 8-input, 8-output native BACnet advanced application controller for HVAC and building automation. It has auto-addressing and is fully programmable with inputs, outputs, schedules, calendars, trends and PID loops. It can operate standalone or networked with other BACnet devices to control temperature, humidity, fans, lighting and other building functions. Optional output boards provide additional flexibility.
HF-8504
This document summarizes the features and specifications of an electronic weight control indicator from Nagata. It has a 4/8/16 paragraph display, password protection, digital correction and automatic weight adjustment. It can control up to 16 ingredients and interface with computers and printers via RS232. It provides accurate weighing for applications like automatic filling machines and dispensing equipment.
Introducing the West Range of Products
An introduction to product portfolio of temperature and process controllers from West (part of West Control Solutions)
Design and development of programmable controller for air sampling machine
Abstract A programmable Controller is designed and developed for time pedestal controlling of Air Sampling Machine. The major purpose of the designed system is to reduce filter damage of Air Sampling Machine. The main function of the controller is to automatically switching the Air Sampling Machine with predefined On-Off time interval for 24 hours operation. This is a low cost system which is designed using locally available components and user friendly. The controlling operation is maintained by ATMEL AT89C52 microcontroller. A programmable real time clock PCF8583 is used to produce timing control signal for automatic switching of the Air Sampling Machine. Control signals generated by real time clock operate opto-isolator and an electromechanical relay for switching the Air Sampling Machine. EEPROM (M24C64) is used to store necessary data. The instruction firmware for the designed controller has been developed in BASIC platform using BASCOM-8051 software. The designed system is functioning properly and serving the purpose of the design. Keywords: Programmable Controller, AT89C52 microcontroller, RTC, EEPROM, I2C Protocol, BASCOM-8051 IDE
Direct operation of a motor using or logic
- The document describes an experiment to create an OR logic control circuit using a PLC to control the switching on and off of a motor.
- The student will draw an OR gate ladder diagram in programming software, download it to an Allen-Bradley PLC, and wire the PLC inputs and outputs to start and stop buttons and a motor.
- By pressing either of two start buttons, the motor should run, but it can only be stopped by the single stop button, demonstrating an OR logic control circuit.
Ecs presentation ver1 anil kumar miet pmp
The environmental control system (ECS) monitors and controls the operation of ventilation, air conditioning, and other building systems. It aims to efficiently operate and maintain these systems through remote monitoring and control, automatic set point changes, safety interlocks, maintenance alerts, and emergency response modes. The ECS provides centralized control and monitoring of over 4,000 items across various metro stations, tunnels, and buildings. It interfaces with other systems like oxygen control systems, fire alarms, and more. The technical solution uses programmable logic controllers and redundant networks to reliably control temperature, humidity, equipment, lighting, and other functions throughout the metro project.
IT Automation
This presentation discusses automation and trends in automation. It introduces the presenter, Junaid Ahmad Jameel, and provides their contact information. The presentation defines automation as using control systems to operate machinery and processes with minimal human intervention. It notes that automation saves labor as well as energy and materials while improving quality. The presentation outlines several trends in automation, including using automation to manage virtual and cloud environments more efficiently, enabling self-service automation for entire organizations, and developing a single automation engine to unify disparate automation solutions. It suggests that automation will reduce the cost of IT operations and automate big data integration. The presenter expresses interest in developing automated software that requires less human interaction while providing more effective and accurate services.
Controllogix 5000 Training
This is a little promo slide show we put together for our new 3 day crash course in ControlLogix 5000.
Ingeteam - Automation Devices
Ingeteam´s Automation Devices Business Unit Presentation.
Since 1984, Ingeteam designs and manufactures high level Control and Monitoring Systems for various sectors such as Railway, Industry, Renewable Energy and Marine.
Easy testing for smps led driver
This system makes LED Driver, SMPS Testing easy, faster and organized. This test devices on user specified voltages and makes report.
Automatic temp controller
The document describes a microcontroller-based temperature controller that uses an Atmel 89C52 microcontroller, DS1621 temperature sensor IC, LCD display, and matrix keyboard. It displays the temperature from -55°C to 125°C in digital form after calibrating the data. The program for the microcontroller is written in assembly language. It provides details on the components, features of the temperature sensor IC, and instructions to read temperature and configure the sensor.
What's hot (20)
Plc based pid implementation in process control of temperature flow and level
Plc based pid implementation in process control of temperature flow and level
Design and development of programmable controller for air sampling machine
Design and development of programmable controller for air sampling machine
More from Karthik R
MT-II UNIT II TURNING
The document discusses various attachments that can be used on lathe machines to expand their capabilities. It describes taper turning, copy turning, milling, grinding, spherical turning, relieving, thread pitch correction, and thread chasing attachments. These attachments allow lathes to perform tasks like tapering, copying profiles, milling, grinding, spherical cuts, relieving complex tooth profiles, correcting thread pitches, and ensuring accurate multi-pass thread cutting.
MT-II UNIT II TURNING
Centre lathe, constructional features, specification, operations – taper turning methods, thread cutting methods, special attachments, machining time and power estimation. Capstan and turret lathes- tool layout – automatic lathes: semi automatic – single spindle : Swiss type, automatic screw type – multi spindle:
MT-II UNIT IV ABRASIVE PROCESS AND BROACHING
Abrasive processes: grinding wheel – specifications and selection, types of grinding process–
cylindrical grinding, surface grinding, centreless grinding and internal grinding- Typical applications – concepts of surface integrity, broaching machines: broach construction – push, pull, surface and
continuous broaching machines
MT-II UNIT V CNC MACHINING
This document provides information about numerical control (NC) and computer numerical control (CNC) machining. It defines NC as using coded programs to automatically operate machines, with CNC adding an onboard computer. The history of NC is described from its origins in 1947 to modern CNC. Key aspects of CNC systems like controllers, programming, and integrated CAD/CAM are summarized. Other machining techniques like EDM and laser cutting are also briefly outlined.
MT-II UNIT V CNC MACHINING
Numerical Control (NC) machine tools – CNC types, constructional details, special features,
machining centre, part programming fundamentals CNC – manual part programming – micromachining – wafer machining.
MT-II UNIT II TURNING MACHINES
Centre lathe, constructional features, specification, operations – taper turning methods, thread
cutting methods, special attachments, machining time and power estimation. Capstan and turret
lathes- tool layout – automatic lathes: semi automatic – single spindle : Swiss type, automatic
screw type – multi spindle:
UNIT III SHAPER, MILLING AND GEAR CUTTING MACHINES
Shaper - Types of operations. Drilling ,reaming, boring, Tapping. Milling operations-types of milling
cutter. Gear cutting – forming and generation principle and construction of gear milling ,hobbing
and gear shaping processes –finishing of gears.
MT-II UNIT V CNC MACHINING
Numerical Control (NC) machine tools – CNC types, constructional details, special features,
machining centre, part programming fundamentals CNC – manual part programming – micromachining – wafer machining.
MT-II UNIT I THEORY OF METAL CUTTING
Mechanics of chip formation, single point cutting tool, forces in machining, Types of chip, cutting
tools– nomenclature, orthogonal metal cutting, thermal aspects, cutting tool materials, tool wear,
tool life, surface finish, cutting fluids and Machinability
KOM-UNIT-V-Friction
This document discusses friction and its types. It covers frictional force and different types of friction such as static and kinetic friction. It also discusses the friction that occurs between a screw and nut, including different types of threads used and terminology related to screws. Additionally, it mentions screw jack friction.
KOM-UNIT-V-Belt
This document discusses different types of belt and rope drives used to transmit power between shafts. Flexible drives like belts, ropes, and chains are used when the distance between shafts is large, while non-flexible gears are used for shorter distances. The document describes various belts and ropes, including flat belts, V-belts, and circular belts, as well as different belt drive configurations such as open, crossed, compound, and stepped pulley drives. Materials for belts are also discussed.
KOM-Unit 5
Friction is a force that opposes the relative motion between two objects in contact. There are two main types of friction: static friction and dynamic friction. Static friction acts on objects at rest, while dynamic friction acts when objects are in motion. Dynamic friction is less than static friction. Friction can also be classified as sliding friction, rolling friction, or pivot friction depending on the type of relative motion. The coefficient of friction is defined as the ratio between the limiting friction force and the normal reaction force. The limiting angle of friction is the maximum angle at which an object will remain at rest on an inclined plane before sliding down. The angle of repose is the angle of inclination at which an object will just begin to slide
KOM-Unit V-clutches
Clutches are mechanical devices that connect or disconnect a driven shaft from a driving shaft to allow transmission of power between the two at the operator's will. There are different types of frictional clutches including single plate clutches where a single plate transmits torque from the driving shaft to the driven shaft.
KOM-UNIT-5-Pivoted block or shoe brakes
This document describes different types of braking systems used in vehicles, including pivoted block or shoe brakes, simple band brakes, differential band brakes, and double shoe brakes. It provides examples of each type with given parameters and shows the calculations to determine values like braking torque, necessary spring force, band tensions, and time to stop a flywheel. Formulas involving coefficients of friction, radii, angles of contact, and tensions are used to solve for unknown values in brake system examples.
KOM-UNIT4-Gear train
Gear trains are combinations of wheels that transmit motion from one shaft to another. There are several types of gear trains including simple, compound, epicyclic, and reverted gear trains. A simple gear train contains one gear on each shaft connected by meshing teeth. An epicyclic or planetary gear train contains one or more outer gears that rotate around a central gear. Gear trains can be used to increase or decrease shaft speed and rotate shafts in the same or opposite directions.
KOM-UNIT4-Kom gears
Law of toothed gearing – Involutes and cycloidal tooth profiles –Spur Gear terminology and
definitions –Gear tooth action – contact ratio – Interference and undercutting. Helical, Bevel, Worm, Rack and Pinion gears
KOM-UNIT4-Gear 2
Law of toothed gearing – Involutes and cycloidal tooth profiles –Spur Gear terminology and
definitions –Gear tooth action – contact ratio – Interference and undercutting. Helical, Bevel, Worm, Rack and Pinion gears
KOM-UNIT-4Gear 1
Law of toothed gearing – Involutes and cycloidal tooth profiles –Spur Gear terminology and
definitions –Gear tooth action – contact ratio – Interference and undercutting. Helical, Bevel, Worm, Rack and Pinion gears
KOM- Unit 3 -tangent cam
Classification of cams and followers – Terminology and definitions – Displacement diagrams – Uniform velocity, parabolic, simple harmonic and cycloidal motions – Derivatives of follower
motions – Layout of plate cam profiles – Specified contour cams – Circular arc and tangent cams – Pressure angle and undercutting – sizing of cams
KOM Unit ---I
Classification of mechanisms – Basic kinematic concepts and definitions – Degree of
freedom, Mobility – Kutzbach criterion, Gruebler’s criterion – Grashof’s Law – Kinematic inversions
of four-bar chain and slider crank chains – Limit positions – Mechanical advantage – Transmission
Angle – Description of some common mechanisms – Quick return mechanisms, Straight line
generators, Universal Joint – rocker mechanisms.
More from Karthik R (20)
UNIT III SHAPER, MILLING AND GEAR CUTTING MACHINES
UNIT III SHAPER, MILLING AND GEAR CUTTING MACHINES
Recently uploaded
AI assisted telemedicine KIOSK for Rural India.pptx
It gives the overall description of SIH problem statement " AI assisted telemedicine KIOSK for Rural India".
一比一原版(CalArts毕业证)加利福尼亚艺术学院毕业证如何办理
CalArts毕业证学历书【微信95270640】CalArts毕业证’圣力嘉学院毕业证《Q微信95270640》办理CalArts毕业证√文凭学历制作{CalArts文凭}购买学历学位证书本科硕士,CalArts毕业证学历学位证【实体公司】办毕业证、成绩单、学历认证、学位证、文凭认证、办留信网认证、(网上可查,实体公司,专业可靠)
(诚招代理)办理国外高校毕业证成绩单文凭学位证,真实使馆公证(留学回国人员证明)真实留信网认证国外学历学位认证雅思代考国外学校代申请名校保录开请假条改GPA改成绩ID卡
1.高仿业务:【本科硕士】毕业证,成绩单(GPA修改),学历认证(教育部认证),大学Offer,,ID,留信认证,使馆认证,雅思,语言证书等高仿类证书;
2.认证服务: 学历认证(教育部认证),大使馆认证(回国人员证明),留信认证(可查有编号证书),大学保录取,雅思保分成绩单。
3.技术服务:钢印水印烫金激光防伪凹凸版设计印刷激凸温感光标底纹镭射速度快。
办理加利福尼亚艺术学院加利福尼亚艺术学院毕业证文凭证书流程:
1客户提供办理信息:姓名生日专业学位毕业时间等(如信息不确定可以咨询顾问:我们有专业老师帮你查询);
2开始安排制作毕业证成绩单电子图;
3毕业证成绩单电子版做好以后发送给您确认;
4毕业证成绩单电子版您确认信息无误之后安排制作成品;
5成品做好拍照或者视频给您确认;
6快递给客户(国内顺丰国外DHLUPS等快读邮寄)
-办理真实使馆公证(即留学回国人员证明)
-办理各国各大学文凭(世界名校一对一专业服务,可全程监控跟踪进度)
-全套服务:毕业证成绩单真实使馆公证真实教育部认证。让您回国发展信心十足!
(详情请加一下 文凭顾问+微信:95270640)欢迎咨询!子小伍玩小伍比山娃小一岁虎头虎脑的很霸气父亲让山娃跟小伍去夏令营听课山娃很高兴夏令营就设在附近一所小学山娃发现那所小学比自己的学校更大更美操场上还铺有塑胶跑道呢里面很多小朋友一班一班的快快乐乐原来城里娃都藏这儿来了怪不得平时见不到他们山娃恍然大悟起来吹拉弹唱琴棋书画山娃都不懂却什么都想学山娃怨自己太笨什么都不会斟酌再三山娃终于选定了学美术当听说每月要交元时父亲犹豫了山娃也说爸算了吧咱学校一学期才转
Software Engineering and Project Management - Introduction, Modeling Concepts...
Introduction, Modeling Concepts and Class Modeling: What is Object orientation? What is OO development? OO Themes; Evidence for usefulness of OO development; OO modeling history. Modeling
as Design technique: Modeling, abstraction, The Three models. Class Modeling: Object and Class Concept, Link and associations concepts, Generalization and Inheritance, A sample class model, Navigation of class models, and UML diagrams
Building the Analysis Models: Requirement Analysis, Analysis Model Approaches, Data modeling Concepts, Object Oriented Analysis, Scenario-Based Modeling, Flow-Oriented Modeling, class Based Modeling, Creating a Behavioral Model.
Design and optimization of ion propulsion drone
Electric propulsion technology is widely used in many kinds of vehicles in recent years, and aircrafts are no exception. Technically, UAVs are electrically propelled but tend to produce a significant amount of noise and vibrations. Ion propulsion technology for drones is a potential solution to this problem. Ion propulsion technology is proven to be feasible in the earth’s atmosphere. The study presented in this article shows the design of EHD thrusters and power supply for ion propulsion drones along with performance optimization of high-voltage power supply for endurance in earth’s atmosphere.
2008 BUILDING CONSTRUCTION Illustrated - Ching Chapter 02 The Building.pdf
2008 BUILDING CONSTRUCTION Illustrated - Ching Chapter 02 The Building
Rainfall intensity duration frequency curve statistical analysis and modeling...
Using data from 41 years in Patna’ India’ the study’s goal is to analyze the trends of how often it rains on a weekly, seasonal, and annual basis (1981−2020). First, utilizing the intensity-duration-frequency (IDF) curve and the relationship by statistically analyzing rainfall’ the historical rainfall data set for Patna’ India’ during a 41 year period (1981−2020), was evaluated for its quality. Changes in the hydrologic cycle as a result of increased greenhouse gas emissions are expected to induce variations in the intensity, length, and frequency of precipitation events. One strategy to lessen vulnerability is to quantify probable changes and adapt to them. Techniques such as log-normal, normal, and Gumbel are used (EV-I). Distributions were created with durations of 1, 2, 3, 6, and 24 h and return times of 2, 5, 10, 25, and 100 years. There were also mathematical correlations discovered between rainfall and recurrence interval.
Findings: Based on findings, the Gumbel approach produced the highest intensity values, whereas the other approaches produced values that were close to each other. The data indicates that 461.9 mm of rain fell during the monsoon season’s 301st week. However, it was found that the 29th week had the greatest average rainfall, 92.6 mm. With 952.6 mm on average, the monsoon season saw the highest rainfall. Calculations revealed that the yearly rainfall averaged 1171.1 mm. Using Weibull’s method, the study was subsequently expanded to examine rainfall distribution at different recurrence intervals of 2, 5, 10, and 25 years. Rainfall and recurrence interval mathematical correlations were also developed. Further regression analysis revealed that short wave irrigation, wind direction, wind speed, pressure, relative humidity, and temperature all had a substantial influence on rainfall.
Originality and value: The results of the rainfall IDF curves can provide useful information to policymakers in making appropriate decisions in managing and minimizing floods in the study area.
Optimizing Gradle Builds - Gradle DPE Tour Berlin 2024
Sinan from the Delivery Hero mobile infrastructure engineering team shares a deep dive into performance acceleration with Gradle build cache optimizations. Sinan shares their journey into solving complex build-cache problems that affect Gradle builds. By understanding the challenges and solutions found in our journey, we aim to demonstrate the possibilities for faster builds. The case study reveals how overlapping outputs and cache misconfigurations led to significant increases in build times, especially as the project scaled up with numerous modules using Paparazzi tests. The journey from diagnosing to defeating cache issues offers invaluable lessons on maintaining cache integrity without sacrificing functionality.
22CYT12-Unit-V-E Waste and its Management.ppt
Introduction- e - waste – definition - sources of e-waste– hazardous substances in e-waste - effects of e-waste on environment and human health- need for e-waste management– e-waste handling rules - waste minimization techniques for managing e-waste – recycling of e-waste - disposal treatment methods of e- waste – mechanism of extraction of precious metal from leaching solution-global Scenario of E-waste – E-waste in India- case studies.
Computational Engineering IITH Presentation
This Presentation will give you a brief idea about what Computational Engineering at IIT Hyderabad has to offer.
Comparative analysis between traditional aquaponics and reconstructed aquapon...
The aquaponic system of planting is a method that does not require soil usage. It is a method that only needs water, fish, lava rocks (a substitute for soil), and plants. Aquaponic systems are sustainable and environmentally friendly. Its use not only helps to plant in small spaces but also helps reduce artificial chemical use and minimizes excess water use, as aquaponics consumes 90% less water than soil-based gardening. The study applied a descriptive and experimental design to assess and compare conventional and reconstructed aquaponic methods for reproducing tomatoes. The researchers created an observation checklist to determine the significant factors of the study. The study aims to determine the significant difference between traditional aquaponics and reconstructed aquaponics systems propagating tomatoes in terms of height, weight, girth, and number of fruits. The reconstructed aquaponics system’s higher growth yield results in a much more nourished crop than the traditional aquaponics system. It is superior in its number of fruits, height, weight, and girth measurement. Moreover, the reconstructed aquaponics system is proven to eliminate all the hindrances present in the traditional aquaponics system, which are overcrowding of fish, algae growth, pest problems, contaminated water, and dead fish.
Recently uploaded (20)
AI assisted telemedicine KIOSK for Rural India.pptx
AI assisted telemedicine KIOSK for Rural India.pptx
Engineering Drawings Lecture Detail Drawings 2014.pdf
Engineering Drawings Lecture Detail Drawings 2014.pdf
Software Engineering and Project Management - Introduction, Modeling Concepts...
Software Engineering and Project Management - Introduction, Modeling Concepts...
2008 BUILDING CONSTRUCTION Illustrated - Ching Chapter 02 The Building.pdf
2008 BUILDING CONSTRUCTION Illustrated - Ching Chapter 02 The Building.pdf
4. Mosca vol I -Fisica-Tipler-5ta-Edicion-Vol-1.pdf
4. Mosca vol I -Fisica-Tipler-5ta-Edicion-Vol-1.pdf
Rainfall intensity duration frequency curve statistical analysis and modeling...
Rainfall intensity duration frequency curve statistical analysis and modeling...
Optimizing Gradle Builds - Gradle DPE Tour Berlin 2024
Optimizing Gradle Builds - Gradle DPE Tour Berlin 2024
Comparative analysis between traditional aquaponics and reconstructed aquapon...
Comparative analysis between traditional aquaponics and reconstructed aquapon...
MECHATRONICS-Unit 4 PROGRAMMABLE LOGIC CONTROLLER
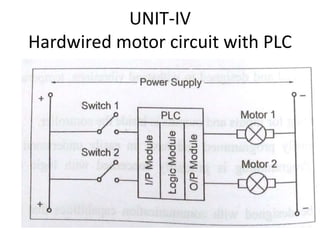
- 1. UNIT-IV Hardwired motor circuit with PLC
- 3. Architecture
- 6. Cylinder Sequencing A+, B+, A- and B-
- 7. Timer circuit programmed to cause an output to go ON for 0.5s, then OFF for 0.5s, then OFF for 0.5s and so on ON-OFF cycle timer
- 9. Counter
- 10. Data handling • Data movement • Data comparison • Arithmetic operation • Code conversion
- 11. Selection of PLC • System definition • Choosing the I/O hardware • I/O timing consideration • Analog I/O module –resolution, voltage level • Conversion speed • Analog closed control • Communication • Counter, encoders and positioning • Selecting suppliers