Downloaded 14 times



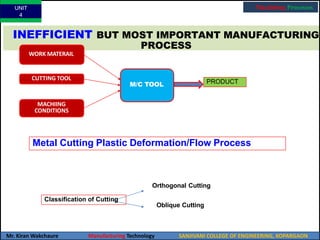
















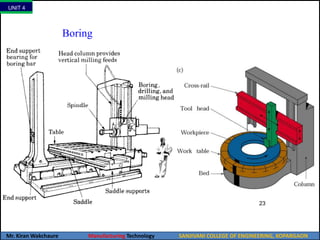




















































































The document discusses manufacturing technology and machining processes. It provides an overview of machining, describing the basic mechanics of chip formation where a tool shears material from a workpiece along a shear plane. It also classifies different machining processes as single-point or multi-point cutting and discusses various machine tools used, including lathes, mills, drills and others. Key factors that influence the cutting process like cutting speed, depth of cut and tool angles are also summarized.























































































