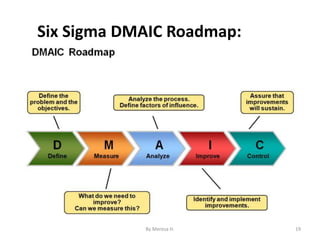
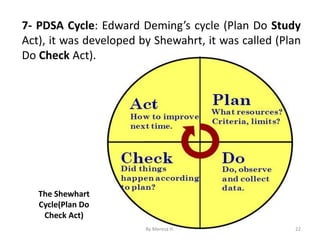
Continuous improvement (also called continual improvement) is a quality philosophy that seeks to improve processes on an ongoing basis. It involves measuring effectiveness, identifying opportunities for improvement, implementing small changes, and continually striving to meet more challenging goals. Key aspects of continuous improvement include establishing a quality culture, driving out fear, providing feedback mechanisms, responding quickly to customer needs, and standardizing procedures while continuously improving them. Common tools for continuous improvement include total quality management, kaizen, lean manufacturing, Six Sigma, and PDCA/PDSA cycles. Benefits include reduced waste, increased efficiency and quality, and lower costs.

![• What is Poka-yoke ( ポ カ ヨ ケ ?)?? تجنب
األخطاء [poka yoke] is a Japanese term that
means "mistake-proofing". A poka-yoke is any
mechanism in a lean manufacturing process
that helps an equipment operator avoid
(yokeru) mistakes (poka). Its purpose is to
eliminate product defects by preventing,
correcting, or drawing attention to human
errors as they occur لفت
االنتباه
الى
األخطاء
البشرية
14
By Meresa H.](https://image.slidesharecdn.com/managingcontinuousimprovementsyst-230808003357-d0b4e80a/85/Managing-Continuous-Improvement-Syst-pdf-14-320.jpg)