Lignocellulosic biomass forbioethanol: Insight into the
advanced pretreatment and fermentation approaches
Presented by : Nitesh Kumar
Bio Energy Systems : Design & Applications [REE-322]
Instructor : Dr. Rahul Kumar Sir
Date :24 May 2025
Sardar Vallabhbhai Patel University Of Agriculture & Technology
Meerut-250110, Uttar Pradesh
2.
Table Of Content
•Introduction to biofuels
• Lignocellulosic biomass
• Pretreatment Processes
• Bioethanol
• Fermentation
• conclusion
3.
Introduction to biofuels: The sustainable aspect
• Fossil fuels are insufficient to meet global energy demand due to
several challenges (such as greenhouse gases emission and rapid
depletion).
• The generation of renewable energy from biomasses and biowastes can
replace fossil fuels. The first-generation biofuel includes the use of
edible feedstocks (such as barley, corn, maize, sugarcane, wheat, and
sugar beet).
• Corn is the most commonly used feedstock for bioethanol production
(60.64 billion L/year) in the United States. While sugarcane is widely
used in Brazil with the production of 30 billion L/year of bioethanol.
4.
CONTD…
• The first-generationbiofuel is produced from food-grade crops
which compete with the increasing food demand.
• The second-generation biofuels are produced from
lignocellulosic biomass (LB) including energy grasses, crops,
and wood residues.
• Bio ethanol production from LB is gaining attention due to its
high availability, positive environmental impact, and economic
potential.
5.
Lignocellulosic biomass :It’s Composition
• The LB is a promising feedstock for bioethanol production, owing to its high organic content including
hemicellulose, cellulose, and lignin. The LB (such as sugarcane bagasse, switchgrass, corn cobs, etc.)
with > 40 % cellulose content are considered to be potential feedstocks for bioethanol production.
• Cellulose is a major component (about 40–60 %) of the plant cell walls, providing a solid protective
structure to the delicate plant cell.
• Hemicellulose is a linear and branched heteropolymer composed of sugar units (galactose, and
glucose) sugars. Hemicellulose is easier to be hydrolyzed than cellulose due to the varying sugar units
and amorphous molecular structure
• The key component of LB is lignin which is a heteropolymer of phenyl propionic alcohol units. These
units are bound together by alkane and ether linkages which makes the degradation of lignin more
difficult.
• The lignin acts as a physical barrier to the availability of cellulose and hemicellulose to enzymatic
hydrolysis and microbial degradation. The lignin and hemicelluloses encapsulate cellulose microfibrils
thereby restricting cellulose accessibility to microbes during fermentation causing hindrance.
6.
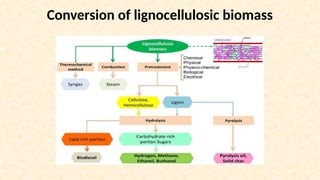
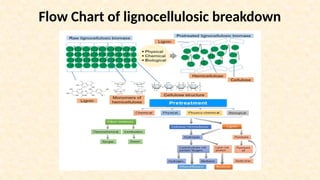
Pathways for LBconversion into bioethanol
• The biochemical and thermochemical are the two main conversion
technologies for the production of second-generation bioethanol.
• In thermochemical conversion, the LBs are converted into an
intermediate gas (syngas) using non-biological catalysts (such as heat),
and then the product is converted to bioethanol, methanol, and higher
alcohols/fuels.
• The biochemical conversion, involves pretreatment followed by
enzymatic hydrolysis, fermentation by microbes (bacteria and yeast), and
bioethanol distillation. The biochemical conversion is widely used,
effective, and highly selective for bioethanol.
Physical Pretreatment
• Theimplementation of different physical pretreatments (such
as chipping, grinding, shredding, extrusion, and micro wave) is
to reduce the complexity of the structure, degree of
polymerization, and size.
• The grinding of elephant grass by ball mill enhanced the
surface area and bioavailability of cellulose which improved
the hydrolysis and bioethanol production.
9.
Chemical Pretreatment
• TheAcid pretreatment not only solubilizes hemicelluloses but also
converts the solubilized hemicelluloses into fermentable sugars.
• The Alkaline pretreatment removes lignin by disrupting the chemical
bonding. Besides, it also helps in the deacetylation and removal of
acid from hemicellulose. The calcium hydroxide improved the
cellulose digestibility and minimized the steric hindrance of enzymes
by removing the acetyl group from hemicellulose. The sugar-ethanol
conversion rate was 98 % along with a 93 % delignification rate.
10.
Physico-chemical pretreatment
• Thismethod is a combination of both chemical effects and
mechanical forces to disrupt the lignocellulosic structure. It
enhances the surface area for the activity of the enzyme during
enzymatic hydrolysis.
• The combined mild CaO and liquid hot water extracted lignin
and hemicelluloses, which allowed high cellulase enzymes
accession and loading onto cellulose microfibrils for enhance
ment of lignocellulose enzymatic hydrolysis.
11.
Biological pretreatment
• Awide range of microorganisms (including bacteria and fungi) possess the
capability to degrade LB components into simpler substrates for enzymatic
hydrolysis. White, soft, and brown rot fungi were typically used for the
degradation of LB. The brown rot fungus is cellulose-degrading, while soft and
white-rot fungus can degrade both cellulose and lignin.
• The sugar yield of wheat straw and digestibility increased up to 44 % and 60 %,
respectively after ten weeks of C. subvermispora pretreatment. The biological
pretreatment is safe, environment-friendly, and sustainable since requires low
energy input and no additional chemicals. However, the hydrolysis rate of LB by
biological processes is very slow.
12.
Hydrolysis of LignocellulosicBiomass
• The LB hydrolysis depolymerizes the cellulose structure by
breaking the glycosidic bonds between the polymeric chains
into simpler sugars. The chemical hydrolysis has become less
desirable and uncompetitive owing to the high cost of reagents
and the generation of by-products (such as furfuraldehyde) that
may require an extra purification stage.
• Currently, enzymes were employed for cellulose hydrolysis to
improve fermentation efficiency. The fermentative microbes
(including bacteria and fungi) are used for the hydrolysis of LB.
Fermentation strategies forbioethanol production
• Separate hydrolysis and fermentation (SHF), pre-saccharification simultaneous
fermentation (PSSF), simultaneous saccharification and fermentation (SSF),
and simultaneous saccharification and co-fermentation (SSCF) are widely used
for bioethanol production from LBs
• Both SSF and SSCF processes are less prone to contamination and allow rapid
conversion of sugars into bioethanol. However, the optimization of process
conditions for both enzymatic hydrolysis and fermentation is challenging in SSF
and SSCF.
• The yeast (such as Saccharomyces and Pichia species), fungi (such as Rhizopus,
Mucor, and Rhizomucor), and bacteria (such as E. coli and Zymomonas) were
reported in the fermentation of LB.
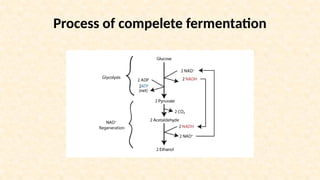
Bioethanol production from
lignocellulosicbiomass
• The resulting sugars are fermented into ethanol by microorganisms,
typically yeast (Saccharomyces cerevisiae) or bacteria.
• Conventional yeasts mainly ferment hexoses (glucose), but many
lignocellulosic sources yield pentoses (xylose, arabinose) as well.
Recombinant or engineered microorganisms are being developed to
ferment both hexoses and pentoses efficiently.
• Ethanol is separated from fermentation broth by distillation and
dehydration, producing commercial (95%) & fuel-grade (99%) pure
bioethanol.
17.
Conclusion
• The bioethanolproduction from lignocellulosic biomass (LB) majorly
relies on the bioavailability of LB components for enzymatic hydrolysis.
The corn cobs, wheat straw, rice husk, are among the widely used
feedstock for bioethanol generation owing to their availability along with
high cellulose and hemicellulose content.
• The integration of mild physiochemical pretreatments, immobilized
cellulase-assisted hydrolysis, and C5 and C6 sugar utilizing microbial
strains would enhance the commercial bioethanol production from LB.
• However, to meet global energy demand further studies to develop
sustainable and cost-effective approaches are still required.
![Lignocellulosic biomass for bioethanol: Insight into the
advanced pretreatment and fermentation approaches
Presented by : Nitesh Kumar
Bio Energy Systems : Design & Applications [REE-322]
Instructor : Dr. Rahul Kumar Sir
Date :24 May 2025
Sardar Vallabhbhai Patel University Of Agriculture & Technology
Meerut-250110, Uttar Pradesh](https://image.slidesharecdn.com/lignocellulosicbiomassforbioethanol-250526152849-787ad968/85/Lignocellulosic-biomass-for-bioethanol-pptx-1-320.jpg)
![Lignocellulosic biomass for bioethanol: Insight into the
advanced pretreatment and fermentation approaches
Presented by : Nitesh Kumar
Bio Energy Systems : Design & Applications [REE-322]
Instructor : Dr. Rahul Kumar Sir
Date :24 May 2025
Sardar Vallabhbhai Patel University Of Agriculture & Technology
Meerut-250110, Uttar Pradesh](https://image.slidesharecdn.com/lignocellulosicbiomassforbioethanol-250526152849-787ad968/75/Lignocellulosic-biomass-for-bioethanol-pptx-1-2048.jpg)