![F-A3P Back Side (2)
LeanSixSigmaProjectPresentation (4).xlsx
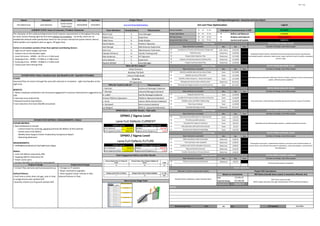
DMAIC A3P - Back
1 of 1
Fundamentals
A3 P X
Voice of Customer X
PDCA Drill
Report Out X
XY Matrix - Project Selection X
Define
House of Lean
SIPOC
River of Waste X
Gantt Chart X
House of Quality X
Measure
Pareto Chart X
Process Map - Current State X
VSM - Current State
Data Collection Plan X
Process Capability Chart
Control Chart / Run Chart X
DPMO / Sigma Level X
Data Gage R&R
Little's Law
Check Sheet / Dashboard
Analyse
Fish Bone - C&E X
5 Why Analysis X
Brainstorm X
Gap Analysis
XY Matrix
Hypothesis testing
Scatter Plot
Regression Analysis
Design of Experiments (DOE)
Improve
VSM - Future State
Process Map - Future X
5S X
Visual Management X
Quality at Source
Levelled Flow
Variation Reduction X
Standard Work X
JIT - Pull - Takt Time
Team Development
Risk / ROI Analysis
Control
FMEA X
Control Chart X
Dashboard X
PDCA X
ROI - Validation X
a network tolerance set for gapping and scanning errors.
Worksheet - Show Use of Problem Solving Tools
1/14/10 - Liked the revised Problem statement. ■ Suggested adding Jam/Lane Full buzzers as part of ahead.
Future state vision on A3P Front. 5/19/10 - I think it's important to point out that there is not
11/20/09-Liked many of the ideas that came about as a result of ■ Suggested SICK scanner representative be used to help good processes. Now we need to sustain it to realize the
the 5-Why analysis. with Gap/Scan errors. ROI. Driving the culture change is the biggest challenge
collection: a) jams, b) historical data, c) Platform problem data ■ Agreed to assist pushing for the identified improvements metrics coordinator responsible to post control charts daily.
collection, d) Dashboard going forward. that are behind schedule. 4/29/10 - The work area is better, more organized, cleaner,
10/28/09-Agree with the VOC/Problem Statement 1/14/10 - Surprised by Lane Full errors after reviewing 1/14/10 - Agreed to identify an outbound associate to take
11/09/09-OK with scope revision. Will break barriers for data control charts for Lane Full, Gap and Scan errors. over the data entry of control charts and to identify a
Choose Your Tools PDCA Review - Define & Measure PDCA Review - Analyse & Improve PDCA Review - Control & PDCA
Comments from Review with Champion: Comments from Review with Champion: Comments from Review with Champion:
[38 days BEFORE Improvements Shifts Combined]
Gap
LaneFull
Scanner
Unknown
NoRead
Tracking
Jams
0
10000
20000
30000
40000
50000
60000
Causes
Defects
0%
20%
40%
60%
80%
100%
Cumulative%
[42]
[Most Recent 38 days AFTER Improvements Shifts
Combined]
LaneFull
Scanner
Gap
Unknown
NoRead
Tracking
Jams
0
10000
20000
30000
40000
50000
60000
Causes
Defects
0%
20%
40%
60%
80%
100%
Cumulative%
[42]
1/6 1/11 1/15 2/18 3/23 3/24 4/1 4/8 4/13 4/15 4/29 4/29 5/10 5/13
Non-ConveyAwareness@RCV
CartonAlignmentArm
KANBANforPalletPlacards
PlatformControlsConsol
NewPre-GapperBelt
NewPost-GapperBelt
SW-LPNDispensing&Locs
StandarizedLPNinProcess
StandardizedPalletLay-out
StandardPalletLocbarcodes
ImprovedLPNinProcess
PaperPlacardHolders
NewScannerBelt
LPNBungeeDispensers
Timeline of Improvements](data:image/gif;base64,R0lGODlhAQABAIAAAAAAAP///yH5BAEAAAAALAAAAAABAAEAAAIBRAA7)
Recommended
Recommended
More Related Content
What's hot
What's hot (11)
Viewers also liked
Viewers also liked (18)
Similar to LeanSixSigmaProjectPresentation
Similar to LeanSixSigmaProjectPresentation (20)
LeanSixSigmaProjectPresentation
- 1. A3P - Front Owner Champion Department Start Date End Date Team Members Hourly/Salary Title/Location Brian Frost S Area Manager Robert Cruz S Supervisor Eddie Perez H Pallet Builder David Adams H Platform Operator Jack George S Maintenance Supervisor Who Due Status Jose Cruz H Maintenance Technician Leak, Pearce 10/23/09 Claudia Pinheiros H Facility Training Lead Waterman 11/03/09 Alex Anderson H PIT Operator Waterman 11/13/09 Larry Dawson S Supervisor Waterman 11/10/09 Rodrick McNeil S Area Manager Waterman 11/03/09 Who Due Status Team 11/13/09 Team 11/13/09 Team 11/13/09 Waterman 01/14/10 Title/Location Team 01/14/10 Outbound Manager/Lakeland Inbound Manager/Lakeland Who Due Status Facility Manager/Lakeland Team 11/20/09 Platform Operator/Lakeland Team 11/20/09 Liaison Administrator/Lakeland Team 11/20/09 Store Liaison/Lakeland Team 11/20/09 OPEX Sr. Specialist/Allentown Waterman 01/14/10 Who Due Status Team 3/15/10 Team 3/25/10 Team 3/25/10 Team 4/1/10 Team 4/15/10 Who Due Status Waterman 4/28/10 Waterman 4/28/10 Waterman 4/28/10 Waterman 5/15/10 Waterman 5/30/10 Who Due Status Waterman 6/2/10 Cost: Projected Savings Net Benefit of Projec NA Time Unisort Pallet Build Shipping PIT Operators Who do I need to talk to? J. Hartman F. Morales ▪ Unisort Flow and area work processes/set-up. Defined Defects: ▪ Each time a carton does not gap, scan or drop to assigned lane each worked shift ▪ Quantity of jams ocurring each worked shift ▪ Changes to IT systems ▪ Major mechanical upgrades ▪ Store Support Center Volume or Mix - Inbound Volume or Flow More Control Stage Tools Project In Scope FUTURE METRICS: ▪ New dashboard to include - control charts for scanning, gapping and lane full defects of the machine - Pareto chart of all defects - Weekly Store Support Center Productivity Comparison Report - Operating Statement MEASUREMENTS: ▪ DPMO●Pareto●Control Charts●Process Maps GOALS: ▪ Lane Full defects reduced by 20% ▪ Gapping defects reduced by 5% ▪ Fewer carton jams ▪ At least $50,000 cost reduction (annualized). Project Out of Scope FUTURE STATE METRICS / MEASUREMENTS / GOALS $75,902.00 $68,256.75 Standard Work, Dashboard, Leader Standard Work Return on Investment ROI Notes (include hours saved, # associates affected, etc) $7,645.25 4597 hours saved annually $6947 supply reductions thorugh standardization (LPN and Placard Holders) PROJECT FINALIZATION A3P Updated: 2/11/2011 What plan is in place to sustain project ongoing Project ROI Calculations Next Meeting Period Date NOTES NOTES FROM LESSONS LEARNED Major milestones to accomplish (List dates of meetings, notes, follow up plan) Perform Lessons Learned by Phase Performed after project completion Develop and Implement Road Map Identified and verified possible solutions, mistake-proofed the process Team Engagement Before and After Results Prioritize possible solutions Articulate the impact of solutions Articulate who will need to be involved Transfer Ownership to Process Owners Lessons Learned Train and teach new standards Institute and monitor discipline of process Measure/Verify Outcomes NOTES FROM CONTROL STAGE Major milestones to accomplish (List dates of meetings, notes, follow up plan) Make standards visible and simple Developed control plan, implemented solutions, ensured correct implementation of control charts, transitioned the project to operations, measured progress, sustained and leveraged gains Control Stage Improve Stage NOTES FROM IMPROVE STAGE Major milestones to accomplish (List dates of meetings, notes, follow up plan) DPMO Before and After Results - Poke-yoke VISION: Improved flow of cartons through the area with reduced re-circulation - right merchandise at the right time BENEFITS: ▪ Better employee satisfaction and increased engagement in process improvement suggestions by 10% ▪ Improved area productivity ▪ Reduced machine Gap Defects ▪ Cost reduction of at least $50,000 annualized. Generate all possible ideas for improvement Root Cause Analysis Quantify Real Opportunity Integrate data and VoC Assured process understanding, identified special and common causes of variation Use data from measure phase to draw conclusions G. LaBell Unisort Platform Operators L. Hurst S. Stockwell Les Neipert Validate cause and effect relationships Generate and Organize ideas around the process Analyze Stage NOTES FROM ANALYZE STAGE Major milestones to accomplish (List dates of meetings, notes, follow up plan) Identify available data and accuracy of data Identified process parameters affecting Critical to Quality, Analyzed current measurement system, defined process capability FUTURE STATE: Vision / Business Case (List Benefit to JCP - Quantify if Possible) Validate accuracy of the data Identify critical measures - inputs and outputs Manage and execute data collection plan The champion of the outbound department (VoC) requires improvement in throughput focusing on more cartons flowing right the first time without re-circulation . Currently, there are no established network-wide specification limits for the Unisort mechanical system-driven metrics. Pallet builders are impatient with on-again, off-again flow. Carton re-circulation consists of less than optimal contributing factors: ▪ High mix of carton weight and sizes ▪ Uneven mix of merchandise types ▪ Lane Full errors. DPMO = 54,731 or a 3.10σ Level ▪ Gapping errors. DPMO = 57,096 or a 3.08σ Level ▪ Scanning errors. DPMO = 35,882 or a 3.30σ Level ▪ Carton jams that interupt flow. IN DANGER BEHIND SCHEDULE COMPLETED Who will this impact? Detail Checkers Bombay Flat Bulk Prepare Communication Plan Measure Stage NOTES FROM MEASURE STAGE Major milestones to accomplish (List dates of meetings, notes, follow up plan) Major milestones to accomplish (List dates of meetings, notes, follow up plan) Acceptance of Charter and Champion Assignment Developed Project Charter, Identified internal and external customer requirements, formulated problem statement, determined scope, defined Critical to Quality, developed process maps Build the team Prepare Data Collection Plan Prepare overall improvement initiative Plan Strong Control Plan in Place YES NO Control and Sustain Define Stage NOTES FROM DEFINE STAGE Problem Well Defined YES NO Define and Measure A3P Tells Full Story YES NO Analyze and Improve CURRENT STATE: Voice of Customer / Problem Statement Network Scalability YES NO Champion Comments-back of A3P ON TARGET Project Theme A3 Project Management - Executive Summary Report Kirk Waterman Jack Hartman Carton Sorter Pallet Build 10/23/2010 2/23/2011 Uni-sort Flow Optimization Uni-sort Flow Optimization Legend
- 2. F-A3P Back Side (2) LeanSixSigmaProjectPresentation (4).xlsx DMAIC A3P - Back 1 of 1 Fundamentals A3 P X Voice of Customer X PDCA Drill Report Out X XY Matrix - Project Selection X Define House of Lean SIPOC River of Waste X Gantt Chart X House of Quality X Measure Pareto Chart X Process Map - Current State X VSM - Current State Data Collection Plan X Process Capability Chart Control Chart / Run Chart X DPMO / Sigma Level X Data Gage R&R Little's Law Check Sheet / Dashboard Analyse Fish Bone - C&E X 5 Why Analysis X Brainstorm X Gap Analysis XY Matrix Hypothesis testing Scatter Plot Regression Analysis Design of Experiments (DOE) Improve VSM - Future State Process Map - Future X 5S X Visual Management X Quality at Source Levelled Flow Variation Reduction X Standard Work X JIT - Pull - Takt Time Team Development Risk / ROI Analysis Control FMEA X Control Chart X Dashboard X PDCA X ROI - Validation X a network tolerance set for gapping and scanning errors. Worksheet - Show Use of Problem Solving Tools 1/14/10 - Liked the revised Problem statement. ■ Suggested adding Jam/Lane Full buzzers as part of ahead. Future state vision on A3P Front. 5/19/10 - I think it's important to point out that there is not 11/20/09-Liked many of the ideas that came about as a result of ■ Suggested SICK scanner representative be used to help good processes. Now we need to sustain it to realize the the 5-Why analysis. with Gap/Scan errors. ROI. Driving the culture change is the biggest challenge collection: a) jams, b) historical data, c) Platform problem data ■ Agreed to assist pushing for the identified improvements metrics coordinator responsible to post control charts daily. collection, d) Dashboard going forward. that are behind schedule. 4/29/10 - The work area is better, more organized, cleaner, 10/28/09-Agree with the VOC/Problem Statement 1/14/10 - Surprised by Lane Full errors after reviewing 1/14/10 - Agreed to identify an outbound associate to take 11/09/09-OK with scope revision. Will break barriers for data control charts for Lane Full, Gap and Scan errors. over the data entry of control charts and to identify a Choose Your Tools PDCA Review - Define & Measure PDCA Review - Analyse & Improve PDCA Review - Control & PDCA Comments from Review with Champion: Comments from Review with Champion: Comments from Review with Champion: [38 days BEFORE Improvements Shifts Combined] Gap LaneFull Scanner Unknown NoRead Tracking Jams 0 10000 20000 30000 40000 50000 60000 Causes Defects 0% 20% 40% 60% 80% 100% Cumulative% [42] [Most Recent 38 days AFTER Improvements Shifts Combined] LaneFull Scanner Gap Unknown NoRead Tracking Jams 0 10000 20000 30000 40000 50000 60000 Causes Defects 0% 20% 40% 60% 80% 100% Cumulative% [42] 1/6 1/11 1/15 2/18 3/23 3/24 4/1 4/8 4/13 4/15 4/29 4/29 5/10 5/13 Non-ConveyAwareness@RCV CartonAlignmentArm KANBANforPalletPlacards PlatformControlsConsol NewPre-GapperBelt NewPost-GapperBelt SW-LPNDispensing&Locs StandarizedLPNinProcess StandardizedPalletLay-out StandardPalletLocbarcodes ImprovedLPNinProcess PaperPlacardHolders NewScannerBelt LPNBungeeDispensers Timeline of Improvements