This document provides an overview of achieving lean excellence in non-manufacturing supply chains. It begins with introductions and defining the differences between Six Sigma and Lean. It then discusses industry trends showing only 20% of companies have deployed Lean beyond manufacturing. Common barriers to Lean deployment are presented. The value of applying Lean to supply chains is explained, focusing on value stream mapping to identify waste. Finally, the document outlines a Lean methodology for non-manufacturing supply chains including current and future state mapping, identifying value-added activities, and establishing metrics to ensure continuous improvement.

![4
About Myself
Elm Valle
Six years U.S. Army Officer
Experienced Consultant with Resources Global and BIG 4 FIRMS
Global Supply Chain Experience with Retail, Oil & Gas, and Chemical
MBA, Lean Six Sigma Black Belt, Project Management Certified
Membership: Lean Enterprise Institute, APICS, The Hackett Group, The Aberdeen
Group
15 Years of Operations Experience [Domestic and International]](https://image.slidesharecdn.com/02fb3ec9-a2e5-401c-997a-8d2a7d5579d3-150309143650-conversion-gate01/85/LEAN-in-a-Non-Manufacturing-Environment-4-320.jpg)
![15
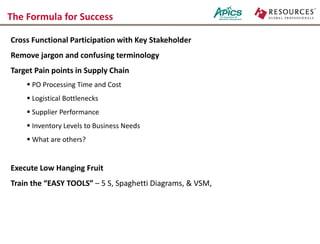
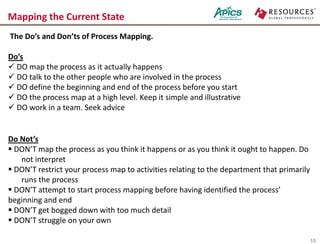
Future State Mapping
Eliminate Steps & handoffs
Combine Steps
Create parallel paths
Alter sequencing
Implement Pull
Reduce / eliminate batches
Improve quality
Create organized workplace
Reduced change over
Create standard work
Eliminate unnecessary approvals
Eliminate NVA
Co-locate functions based on flow
[cross functional teams]
Improve Status
Leverage Automation](https://image.slidesharecdn.com/02fb3ec9-a2e5-401c-997a-8d2a7d5579d3-150309143650-conversion-gate01/85/LEAN-in-a-Non-Manufacturing-Environment-15-320.jpg)