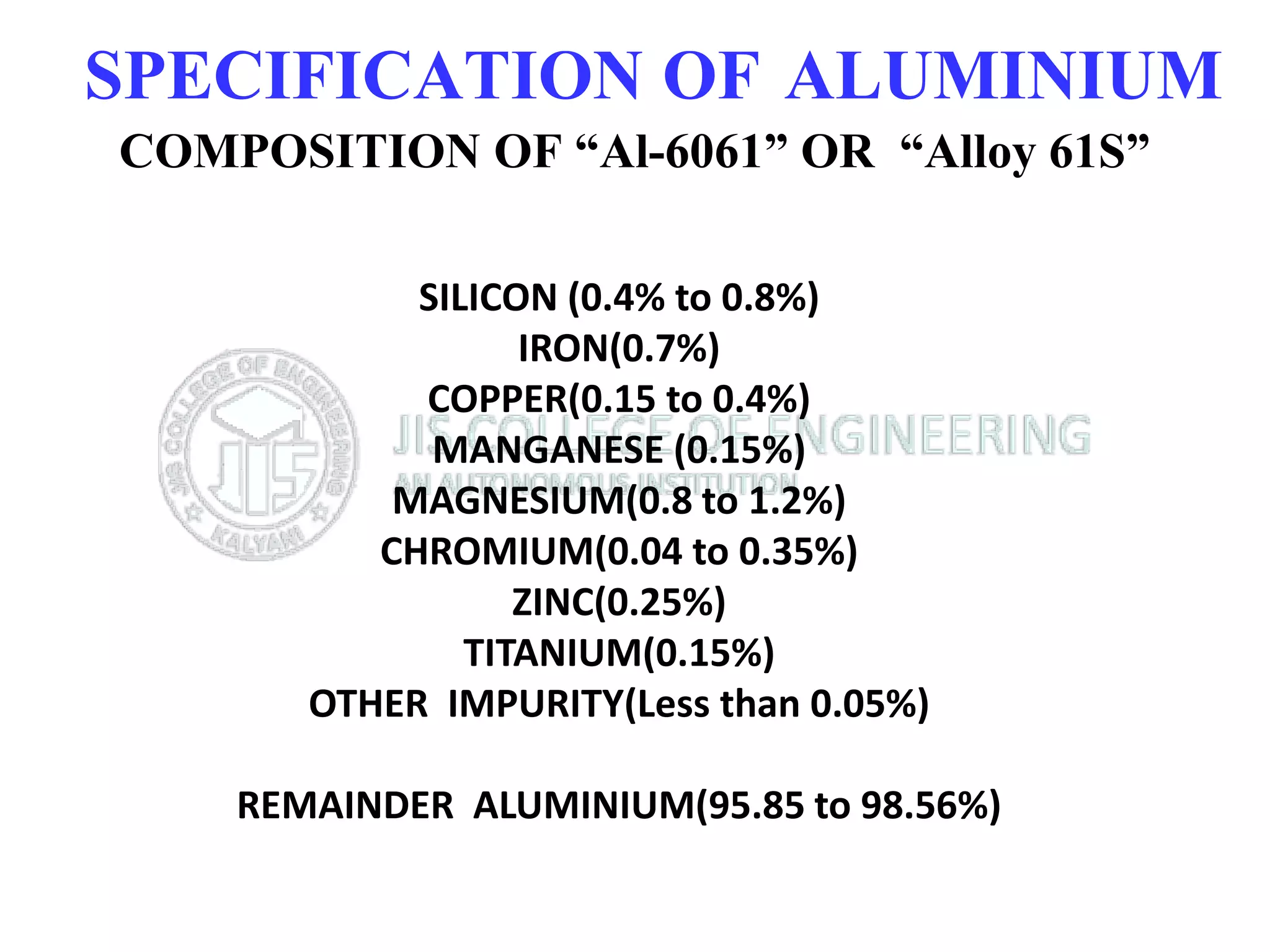
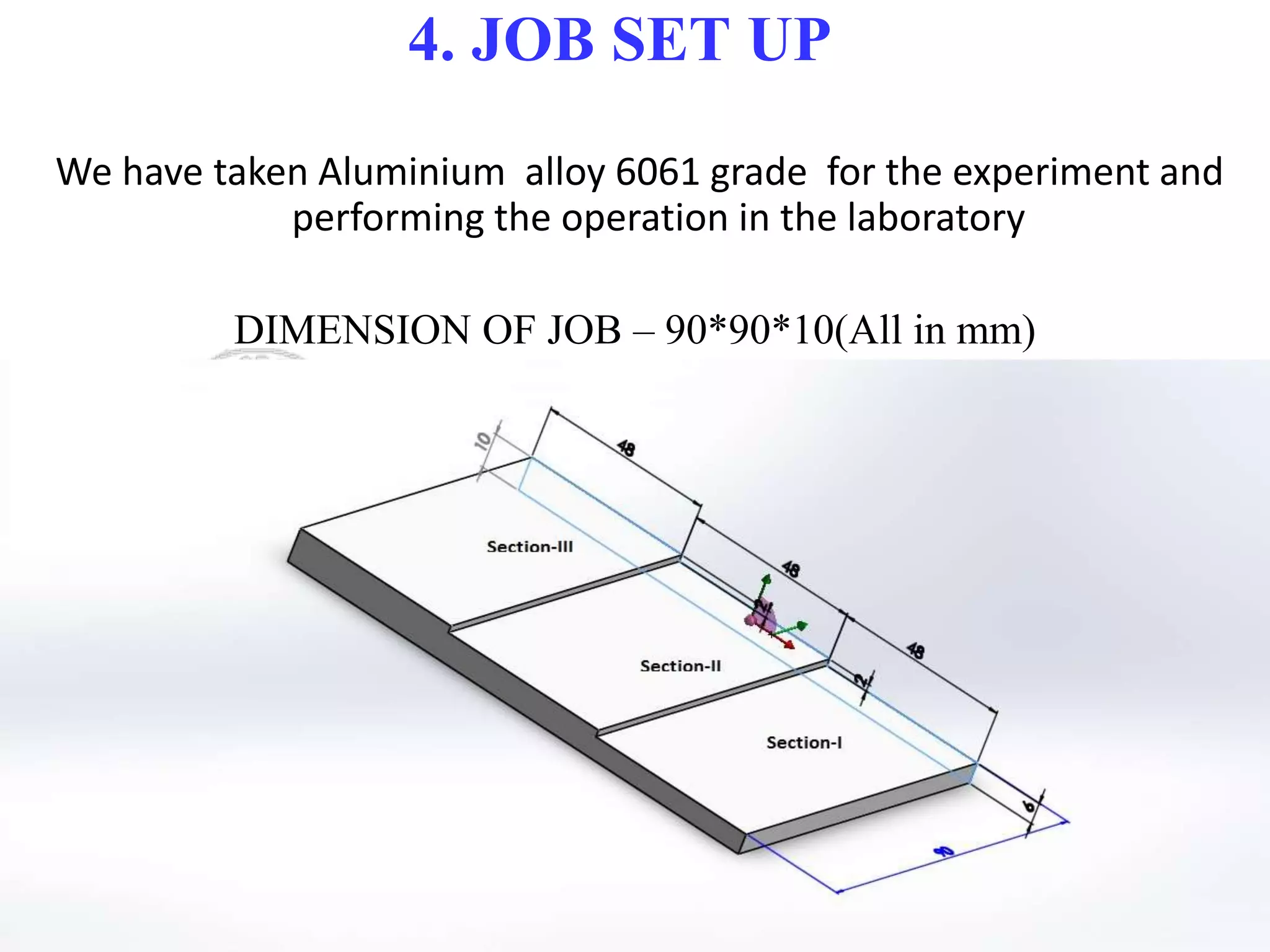
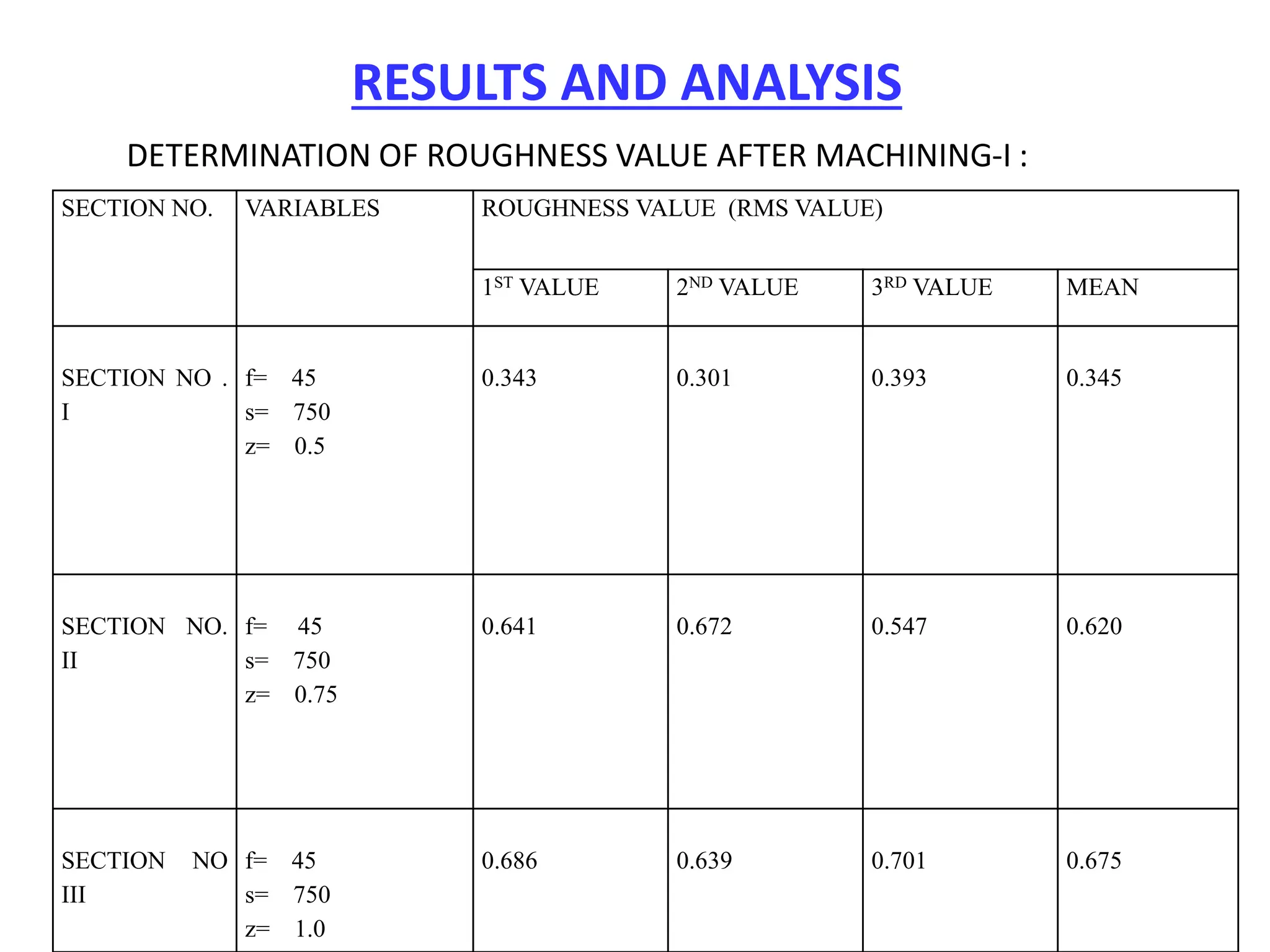
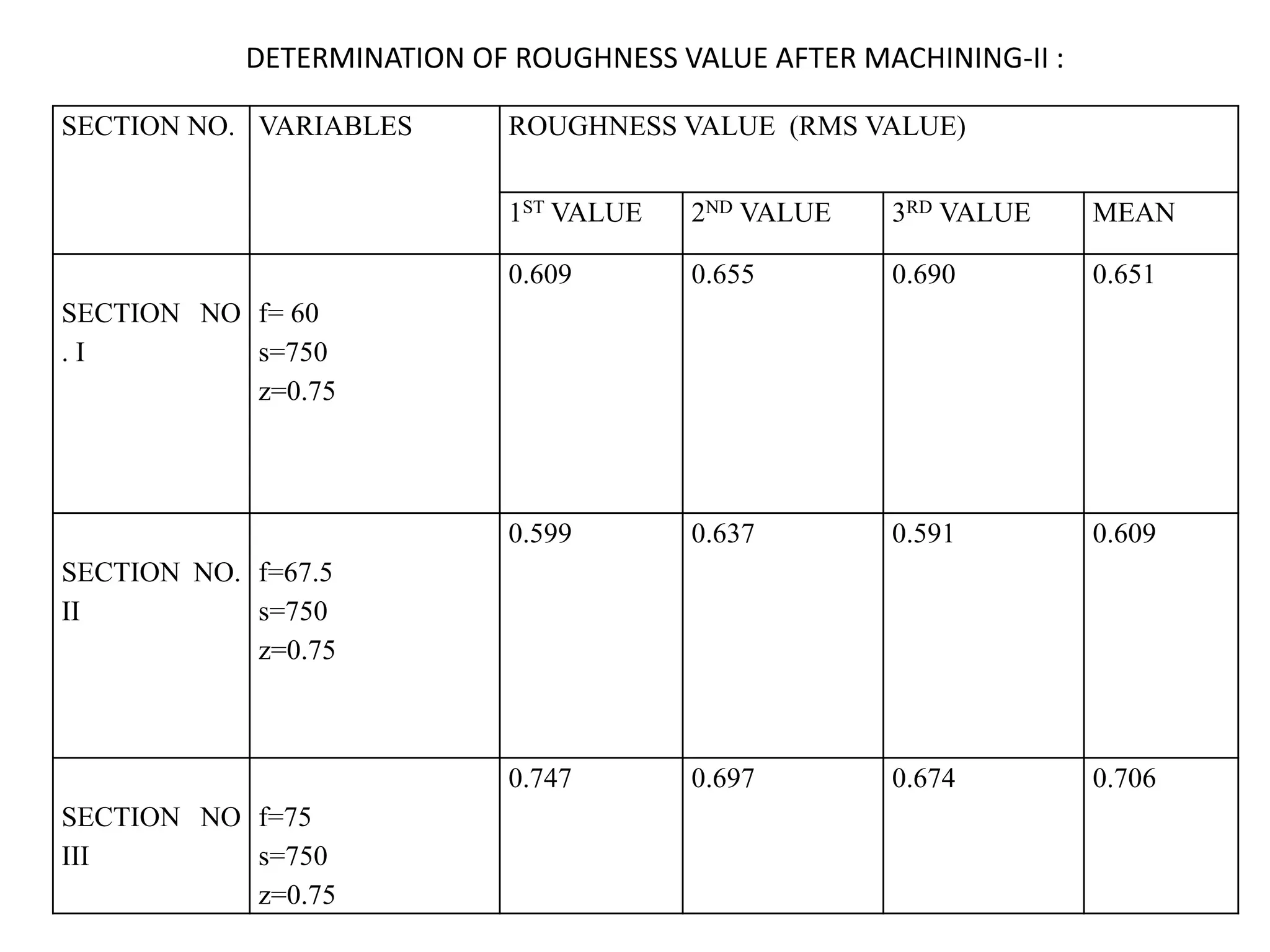
This document investigates the machinability of aluminum alloy 6061, focusing on the effects of spindle speed, feed rate, and depth of cut on surface roughness and hardness. Various studies are reviewed to determine optimal machining parameters that achieve desired surface qualities. Experimental results demonstrate that specific control factors significantly influence both surface roughness and hardness, suggesting that optimized parameters improve machining efficiency.
![RavindraThamma [1] has found different models to obtain optimal machining
parameters for required surface roughness for an aluminum 6061 work pieces.
He concluded that Spindle speed, feed rate, and nose radius have significant
control factors for surface roughness. Smoother surfaces will be produced when
machined with a larger spindle speed, smaller feed rate, and nose radius Depth
of cut has a significant influence on surface roughness.
H. M. Somashekaraet. al. [2] used control factors e.g. cutting speed, feed rate
and depth of cut to optimize Surface Roughness while machining Al 6351-T6
alloy with Uncoated Carbide tool. They used Taguchi Technique to optimize the
process parameters and confirmation test were also performed for finding main
factors influencing Surface Roughness. They concluded that Speed has a greater
influence on the Surface Roughness.
Gaurav Vohra et. al. [3] have optimized the machining parameters for boring
of aluminum material on CNC turning centre e.g. cutting speed, feed rate and
depth of cut, to obtain optimal material removal rate and minimum surface
roughness by using the Taguchi method. The conclusion found that the spindle
speed and depth of cut are the most affecting parameters for metal removal
rate and for roughness spindle speed and feed rate are the most affecting
parameters.
LITERATURE REVIEW
Cntd.](https://image.slidesharecdn.com/jiscollegeofengineering2-190311062700/75/INVESTIGATING-MECHINABILITY-OF-ALUMINIUM-WITH-VARIOUS-PROCESS-PARAMETER-BY-CNC-MILLING-MACHIMNE-4-2048.jpg)
![Ranganath M S et. al. [4] have studied the parameters, which affects surface
roughness produced during the machining process of aluminum 6061 on CNC
turning machine. They used Taguchi Methodology and confirmation test
ANOVA to analyze the experimental results. The conclusion found that the
feed rate and spindle speed are the most significant process parameters on
surface roughness.
Biswajit Das et. al. [5] has studied surface roughness affecting parameters on
turning operation using CNC turning machine. The mainly affected control
factors in experimentation were spindle speed, feed and depth of cut. They
found that, the feed rate is the affecting parameter for surface roughness.
Md. Tayab Ali et. al. [6] have optimized the machining parameters such as
spindle speed, feed rate, and depth of cut for optimization of material
Removal Rate (MRR) and Surface Roughness for machining of alloy of
Aluminum (AA6063-T6) using carbide tool in dry condition on CNC Lathe .They
concluded that the most affecting parameters for surface roughness are feed,
cutting speed and least affecting factor is depth of cut. For metal removal rate,
the depth of cut and the cutting speed is the most affecting parameters and
least affecting factor is feed.
Cntd.](https://image.slidesharecdn.com/jiscollegeofengineering2-190311062700/75/INVESTIGATING-MECHINABILITY-OF-ALUMINIUM-WITH-VARIOUS-PROCESS-PARAMETER-BY-CNC-MILLING-MACHIMNE-5-2048.jpg)
![ Ali Abdallah et. al. [7] had optimized machining parameters for the surface
roughness with aluminum alloy 6061 material in CNC Lathe. They uses „response
surface methodology‟ on control factors such as feed rate, spindle speed, and depth
of cut, and minimize surface roughness and maximize the material removal rate for
CNC turning operation. Based on the results of surface roughness it was found that
feed rate affects both surface roughness and metal removal rate. The spindle speed is
the most significant control factor for surface roughness than metal removal rate.
Larger spindle speed results minimum surface roughness and this result can be
explained along with other affecting parameters.
S.V. Alagarsamyet. al. [8] has conducted experiment by turn aluminum Alloy 6061
using TNMG 115 100 tungsten carbide tool at three levels (Spindle speed, feed rate &
DOC) of cutting parameters and analyzed by employing Taguchi methodology and
respond surface methodology. Taguchi method and Response surface methodology
were applied for analyzing to get optimum surface roughness and material removal
rate for turning process of Aluminum Alloy 7075 using CNC machine via considering
three influencing input parameters- spindle speed, Feed rate and Depth of Cut. They
found that the input parameter feed rate has most influencing to the quality
characteristics of surface roughness and depth of cut being most affecting parameter
for MRR.
David et al. (2006)[9] described an approach to predict Surface roughness in a high
speed end-milling process and used artificial neural networks (ANN) and statistical
tools to develop different surface roughness predictors. Cntd.](https://image.slidesharecdn.com/jiscollegeofengineering2-190311062700/75/INVESTIGATING-MECHINABILITY-OF-ALUMINIUM-WITH-VARIOUS-PROCESS-PARAMETER-BY-CNC-MILLING-MACHIMNE-6-2048.jpg)
![ Srikanth and Kamala (2008) [10] proposed a real coded genetic algorithm
(RCGA) to find optimum cutting parameters and explained various issues of
RCGA and its advantages over the existing approach of binary coded genetic
algorithm (BCGA).
Franic and Joze (2003) [11] used binary coded genetic algorithm (BCGA) for
the optimization of cutting parameters. This genetic algorithm optimizes the
cutting conditions having an influence on production cost, time and quality of
the final product.
Suresh et al. (2002) [12] developed optimum surface roughness predictive
model using binary coded genetic algorithm (BCGA). This GA program gives
minimum and maximum values of surface roughness and their respective
optimal machining conditions.
Yang and Tarng (1998] [13] used Taguchi method for design optimization on
surface quality. An orthogonal array, the signal-to-noise (S/N) ratio and the
analysis of variance (ANOVA) were employed to investigate the cutting
characteristics.
Uros and Franci (2003) [14] proposed a neural network-based approach to
complex optimization of cutting parameters and described the multi-objective
technique of optimization of cutting conditions by means of the neural
networks taking into consideration the technological, economic and
organizational limitations.
Cntd.](https://image.slidesharecdn.com/jiscollegeofengineering2-190311062700/75/INVESTIGATING-MECHINABILITY-OF-ALUMINIUM-WITH-VARIOUS-PROCESS-PARAMETER-BY-CNC-MILLING-MACHIMNE-7-2048.jpg)
![Oktem et al. (2005) [15] utilized response surface methodology to create an
efficient analytical model for surface roughness in terms of cutting parameters:
Feed, cutting speed, axial depth of cut, radial depth of cut and machining tolerance.
Al-Ahmari (2007) [16] developed empirical models for tool life, surface
roughness and cutting force for turning operations. Two important data mining
techniques used were response surface methodology and neural networks.
Huang and Joseph (2001) [17] predicted in-process surface roughness through
multiple regression model in turning operation via accelerometer.
Hossain et al. (2008) [18] developed an artificial neural network algorithm for
predicting the surface roughness in end milling of Inconel 718 alloy.
Avisekh et al. (2009) [19] conducted a study of feasibility of on-line monitoring of
surface roughness in turning operations using a developed opto-electrical
transducer. Regression and neural network (NN) models were exploited to predict
surface roughness and compared to actual and on-line measurements.
Groover and Mikell (1996) [20] depicted the impact of three factors, namely, the
feed, nose radius, and cutting-edge angles, on surface roughness.
Cntd.](https://image.slidesharecdn.com/jiscollegeofengineering2-190311062700/75/INVESTIGATING-MECHINABILITY-OF-ALUMINIUM-WITH-VARIOUS-PROCESS-PARAMETER-BY-CNC-MILLING-MACHIMNE-8-2048.jpg)
![Azouzi and Guillot (1997) [21] proposed an on-line prediction of surface finish and
dimensional deviation in turning using neural network based sensor fusion.
Feng and Hu (2001) [22] addressed a comparative study of the ideal and actual
surface roughness in finish turning and also applied the fractional factorial
experimentation approach for studying the impact of turning parameters on the
roughness of turned surfaces and used analysis of variances to examine the impact of
turning factors and factor interactions on surface roughness.
Muammer et al. (2007) [23] addressed regression analysis and neural network-
based models used for the prediction of surface roughness and compared for various
cutting conditions in turning.
Bajic et al. (2008) [24] focused on modeling of machined surface roughness and
optimization of cutting parameters in face milling and examined the influence of
cutting parameters on surface roughness in face milling.
Cntd.](https://image.slidesharecdn.com/jiscollegeofengineering2-190311062700/75/INVESTIGATING-MECHINABILITY-OF-ALUMINIUM-WITH-VARIOUS-PROCESS-PARAMETER-BY-CNC-MILLING-MACHIMNE-9-2048.jpg)
![Sakir et al. (2008)[25] worked on the prediction of surface roughness using
artificial neural network in lathe and investigated the effect of tool geometry on
surface roughness in universal lathe and carried out machining process on AISI
1040 steel in dry cutting condition using various insert geometry at depth of cut
of 0.5 mm. Optimization of machining parameters not only increases the utility
for machining economics, but also the product quality to a great extent. The
dynamic nature and widespread usage of turning operations in practice have
raised a need for seeking a systematic approach that can help to set-up turning
operations in a timely manner and also to achieve the desired surface roughness
quality. After a detailed literature survey, it is inferred that there are no
appropriate surface recognition models for machining Brass C26000 metal in
CNC turning. The experimental works were conducted in a leading pump
manufacturing company. The seamless pipe which is being manufactured in the
pump industry made up of B surface area that is considered in this work brass
C26000 requires more surface finish in the inner.](https://image.slidesharecdn.com/jiscollegeofengineering2-190311062700/75/INVESTIGATING-MECHINABILITY-OF-ALUMINIUM-WITH-VARIOUS-PROCESS-PARAMETER-BY-CNC-MILLING-MACHIMNE-10-2048.jpg)

![REFERENCE:
[1] RavindraThamma, “Comparison Between Multiple Regression Models to
Study Effect of Turning Parameters on the Surface Roughness”, Proceedings of
The 2008 IAJC-IJME International Conference,2008.
[2] H.M.Somashekara and Dr. N. Lakshmana Swamy, “Optimizing Surface
Roughness In Turning Operation Using Taguchi T echnique and
ANOVA”,International Journal of Engineering Science and Technology, Vol. 4
No.05 May 2012, pp. 1967- 1973.
[3] Gaurav Vohra, Palwinder Singh and Harsimran Singh Sodhi, “Analysis and
Optimization of Boring Process Parameters By Using Taguchi Method”,
International Journal of Computer Science and Communication Engineering,
2013, pp. 232-237.
[4] Ranganath M S, Vipin and R. S. Mishra, “Optimization of Process Parameters
in Turning Operation of Aluminium (6061) with Cemented Carbide Inserts Using
Taguchi Method and ANOVA”, International Journal of Advance Research and
Innovation, Volume 1, Issue 1, 2013, pp. 13-21.
[5] Biswajit Das, R. N. Rai & S. C. Saha, “Analysis Of Surface Roughness On
Machining Of Al-5cu Alloy In CNC Lathe Machine”, International Journal of
Research in Engineering and Technology, Volume: 02 Issue: 09, Sep-2013, pp.
296-299. Cntd.](https://image.slidesharecdn.com/jiscollegeofengineering2-190311062700/75/INVESTIGATING-MECHINABILITY-OF-ALUMINIUM-WITH-VARIOUS-PROCESS-PARAMETER-BY-CNC-MILLING-MACHIMNE-34-2048.jpg)
![[6] Md. Tayab Ali and Dr. ThuleswarNath, “Cutting Parameters Optimization for Turning
AA6063-T6 Alloy by Using Taguchi Method”, International Journal of Research in Mechanical
Engineering & Technology, Vol. 4, Issue 2, May - October 2014, pp. 82-86.
[7] Ali Abdallah, BhuveneshRajamony, and Abdulnasser Embark, “Optimization of cutting
parameters for surface roughness in CNC turning machining with aluminum alloy 6061
material”, IOSR Journal of Engineering, Vol. 04, Issue 10, October 2014, pp. 01-10.
[8] S.V.Alagarsamy and N.Rajakumar, “Analysis of Influence of Turning Process Parameters on
MRR & Surface Roughness Of AA7075 Using Taguchi‟s Method and RSM”, International
Journal of Applied Research and Studies, Volume 3, Issue 4, Apr-2014, pp. 1-8.
[9] David V, Rubén M, Menéndez C, Rodríguez J, Alique R (2006). Neural networks and
statistical based models for surface roughness prediction. International Association Of Science
and Technology for Development, Proceedings of the 25th IASTED international conference on
Modeling, indentification and control, pp. 326-331
[10] Srikanth T, Kamala V (2008). A Real Coded Genetic Algorithm for Optimization of Cutting
Parameters in Turning. IJCSNS Int. J. Comput. Sci. Netw. Secur,, 8(6):189-193.
[11] Franci C, Joze B (2003). Optimization of cutting process by GA approach. Robotics and
Computer Integrated Manufacturing, 19:113- 121
[12] Suresh PVS, Venkateswara RP, Deshmukh SG (2002). A genetic algorithmic approach for
optimization of surface roughness prediction model. Int. J. Mach. Tools Manuf, 42: 675-680.
Cntd.](https://image.slidesharecdn.com/jiscollegeofengineering2-190311062700/75/INVESTIGATING-MECHINABILITY-OF-ALUMINIUM-WITH-VARIOUS-PROCESS-PARAMETER-BY-CNC-MILLING-MACHIMNE-35-2048.jpg)
![[13] Yang WH, Tarng YS (1998). Design optimization of cutting parameters for turning
operations based on the Taguchi method. J. Mater. Process. Technol., 84: 122-129.
[14] Uros Z, Franci C (2003). Optimization of cutting conditions during cutting by using
neural networks. Robot. Comput. Integr. Manuf., 19: 189-199.
[15] Oktem H, Erzurumlu T, Kurtaran H (2005). Application of response surface
methodology in the optimization of cutting conditions for surface roughness. J. Mat.
Process. Technol., 170: 11-16.
[16] Al-Ahmari AMA (2007). Predictive machinability models for a selected hard material
in turning operations. J. Mat. Process. Technol., 190: 305-311.
[17] Huang L, Joseph C, Chen (2001). A Multiple Regression Model to Predict In-process
Surface Roughness in Turning Operation Via Accelerometer. J. Ind. Technol., 17(2): 1-8.
[18] Hossain MI, Amin AKM, Patwari AU (2008). Development of an artificial neural
network algorithm for predicting the surface roughness in end milling of Inconel 718 alloy.
International Conference on Computer and Communication Engineering, ICCCE (2008), 13-
15: 1321-1324.
[19] Avisekh B, Evgueni V, Bordatchev S, Kumar C (2009). On-line monitoring of surface
roughness in turning operations with optoelectrical transducer. Int. J. Manuf. Res., 4(1): 57-
73.
Cntd.](https://image.slidesharecdn.com/jiscollegeofengineering2-190311062700/75/INVESTIGATING-MECHINABILITY-OF-ALUMINIUM-WITH-VARIOUS-PROCESS-PARAMETER-BY-CNC-MILLING-MACHIMNE-36-2048.jpg)
![[20] Groover, Mikell (1996). Fundamentals of Modern Manufacturing. Prentice
Hall, Upper Saddle River, NJ (now published by John Wiley & Sons, New York
[21] Azouzi R, Guillot M (1997). On-line prediction of surface finish and
dimensional deviation in turning using neural network based sensor fusion. Int. J.
Mach. Tool Manuf., 37(9): 1201-1217.
[22] Feng C X, Hu ZJ (2001). A comparative study of the ideal and actual surface
roughness in finish turning,
[23] Muammer N, Hasan G, Iahsan T (2007). Comparison of regression and
artificial neural network models for surface roughness prediction with the cutting
parameters in CNC turning. Modelling and Simulation in Engineering, Hindawi
Publishing Corp. New York, NY, United States, 3: 2.
[24] Bajic D, Lela B, Zivkovic D (2008). Modeling of machined surface roughness
and optimization of cutting parameters in face milling, ISSN, 0543-5846.
[25] Sakir T, Süleyman N, Ismail S, Süleyman Y (2008). Prediction of surface
roughness using artificial neural network in lathe. International Conference on
Computer Systems and Technologies - CompSysTech’08.
Cntd.](https://image.slidesharecdn.com/jiscollegeofengineering2-190311062700/75/INVESTIGATING-MECHINABILITY-OF-ALUMINIUM-WITH-VARIOUS-PROCESS-PARAMETER-BY-CNC-MILLING-MACHIMNE-37-2048.jpg)























































![Coded Agents – with UiPath SDK + LangGraph [Virtual Hands-on Workshop]](https://cdn.slidesharecdn.com/ss_thumbnails/codedagentsdeck-251215155422-5497c599-thumbnail.jpg?width=640&height=640&fit=bounds)






