This document provides an introduction to statistical process control (SPC) and process capability estimation (Cpk). It outlines the key training objectives which are to understand SPC theory and how to apply it as a process control tool. It also introduces the typical control charts used in manufacturing industries and demonstrates how to generate these charts using MINITAB software. Finally, it reviews some basic SPC concepts like control limits, common vs special causes of variation, and different types of control charts.
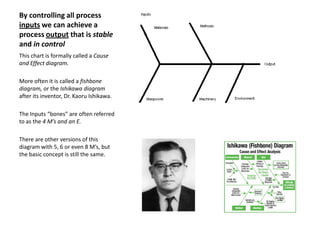









![Control Charts[1]](https://cdn.slidesharecdn.com/ss_thumbnails/controlcharts1-1226081330857138-9-thumbnail.jpg?width=640&height=640&fit=bounds)






















![7 qc tools training material[1]](https://cdn.slidesharecdn.com/ss_thumbnails/7qctoolstrainingmaterial1-120925054558-phpapp02-thumbnail.jpg?width=640&height=640&fit=bounds)