Downloaded 10 times
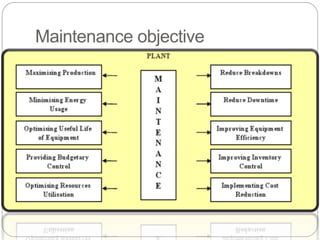
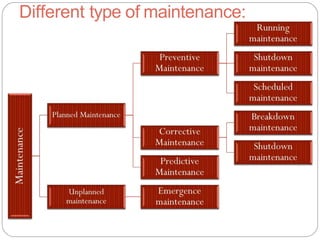

The document discusses various aspects of equipment maintenance including: 1. The importance of maintenance in maintaining operational efficiency and reducing breakdowns. Common types of maintenance include planned, corrective, and predictive maintenance. 2. Planned maintenance aims to prevent failures and includes running, scheduled, and shutdown maintenance. Corrective maintenance repairs equipment after failure while predictive maintenance predicts failures. 3. A effective maintenance program involves identifying equipment, scheduling inspections, documenting history, specifying jobs, and incorporating feedback to improve planning. Total productive maintenance strives to increase production through improved maintenance practices.



































































