Downloaded 50 times
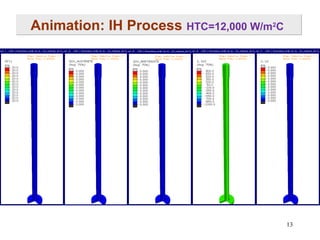
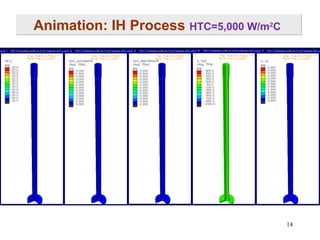
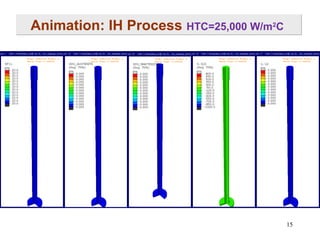
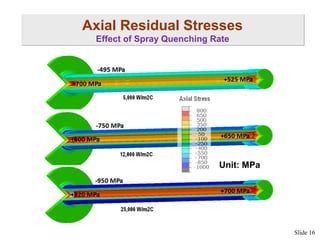
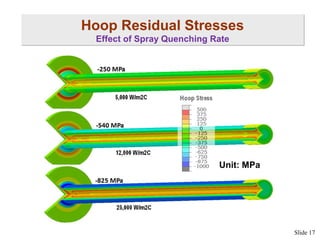
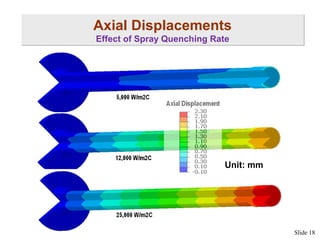
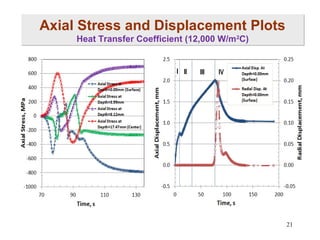
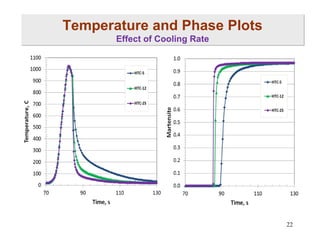
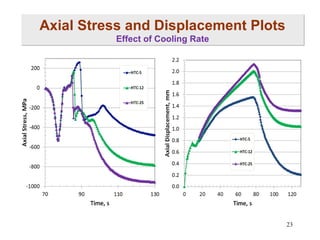

This study investigates the impact of spray quenching rates on residual stresses and distortion during the induction hardening of a full-float truck axle. Coupled electromagnetic and thermal-stress modeling techniques revealed that increased spray rates lead to greater surface compression and core tension. The findings will inform design optimization and future analysis, including tempering processes and fatigue life comparisons.



































































































