Downloaded 568 times

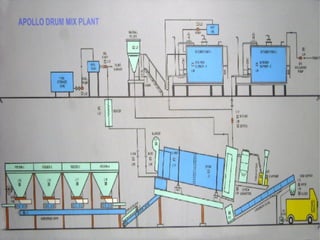
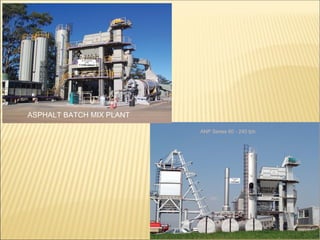




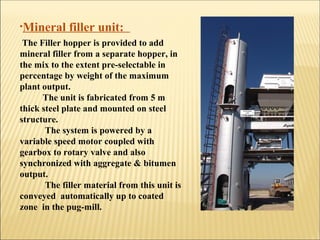

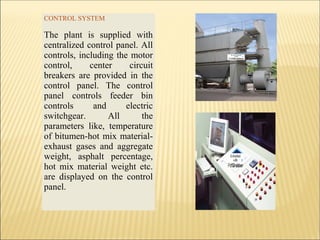

The document describes the components and operation of an asphalt batch mix plant. The plant uses aggregates that are fed into bins then dried and heated. The heated aggregates are mixed with asphalt in a mixing chamber. Additional components include asphalt tanks, mineral filler units, and load out conveyors. Controls and monitoring are centralized in a control panel. Batch mix plants generally cost between 60-75 lacs depending on capacity. Major manufacturers of batch mix plants in India are listed.


















































































