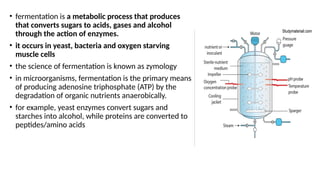
• fermentation isa metabolic process that produces
that converts sugars to acids, gases and alcohol
through the action of enzymes.
• it occurs in yeast, bacteria and oxygen starving
muscle cells
• the science of fermentation is known as zymology
• in microorganisms, fermentation is the primary means
of producing adenosine triphosphate (ATP) by the
degradation of organic nutrients anaerobically.
• for example, yeast enzymes convert sugars and
starches into alcohol, while proteins are converted to
peptides/amino acids
• Characteristics ofproper inoculum
• 1. Healthy, active state thus minimizing the length of the lag phase in the subsequent
fermentation.
• 2. Available in sufficiently large volumes to provide an inoculum of optimum size.
• 3. In a suitable morphological form.
• 4. Free of contamination.
• 5. Have product-forming capabilities
‘Process adopted to produce an inoculum meeting these criteria is called inoculum
development’
7.
• Growth media– have less nutrients
• Fermentation media –have more nutrients
1.Synthetic :level and conc of media can be controlled, exact composition is known
and can be optimized as per req. (expensive due to pure ingredients)
2. Crude : unknown composition, gives high yield, contains high conc of nutrients,
anti-foaming agents, growth factors etc.
8.
Steps in inoculumpreparation: small scale
fermentation processes
• Preservation culture
• Generation culture on agar slants, this is then sub-cultured to:
• Working culture
• At this stage microbes starts growing
• This culture is then used as inoculum in small scale fermentation processes
9.
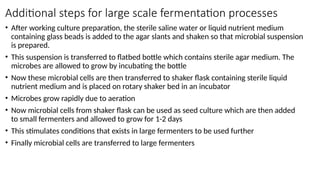
Additional steps forlarge scale fermentation processes
• After working culture preparation, the sterile saline water or liquid nutrient medium
containing glass beads is added to the agar slants and shaken so that microbial suspension
is prepared.
• This suspension is transferred to flatbed bottle which contains sterile agar medium. The
microbes are allowed to grow by incubating the bottle
• Now these microbial cells are then transferred to shaker flask containing sterile liquid
nutrient medium and is placed on rotary shaker bed in an incubator
• Microbes grow rapidly due to aeration
• Now microbial cells from shaker flask can be used as seed culture which are then added
to small fermenters and allowed to grow for 1-2 days
• This stimulates conditions that exists in large fermenters to be used further
• Finally microbial cells are transferred to large fermenters
10.
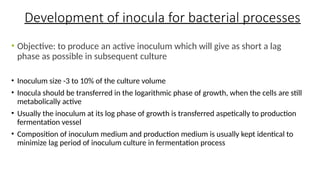
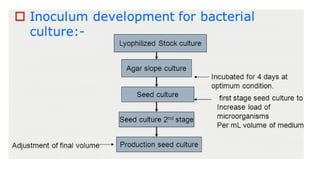
Development of inoculafor bacterial processes
• Objective: to produce an active inoculum which will give as short a lag
phase as possible in subsequent culture
• Inoculum size -3 to 10% of the culture volume
• Inocula should be transferred in the logarithmic phase of growth, when the cells are still
metabolically active
• Usually the inoculum at its log phase of growth is transferred aspetically to production
fermentation vessel
• Composition of inoculum medium and production medium is usually kept identical to
minimize lag period of inoculum culture in fermentation process
12.
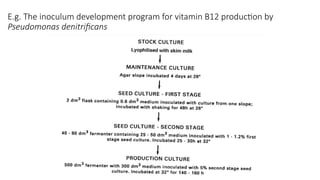
E.g. The inoculumdevelopment program for vitamin B12 production by
Pseudomonas denitrificans
13.
Development of inoculafor mycelial/fungal processes
• Majority of industrially important fungi and streptomycetes
are capable of asexual sporulation, hence spore suspension is
used as seed during an inoculum development
• major advantage of a spore inoculum is that is contains far
more 'propagules' than a vegetative culture.
14.
• Techniques developedto produce a high concentration of
spores for use as an inoculum:
• Sporulation on solidified media
• Sporulation on solid media
• Sporulation in submerged culture
15.
Sporulation on solidifiedmedia
• Most fungi and streptomycetes will sporulate on suitable agar media but
a large surface area must be employed to produce sufficient spores.
• Parker (1950) described the 'roll-bottle' technique for the production of
spores of Penicillium chrysogenum
16.
• hockenhull (1980)described the production of 1010
spores of penicillium
chrysogenum on a 300-cm2
agar layer in a roux bottle
• ei sayed (1992) quoted the use of spore suspensions derived from agar
media containing between 107
and 108
cm- 3.
• butterworth (1984) described the use of a roux bottle for the production
of a spore inoculum of streptomyces clavuligerus for the production of
clavulanic acid.
• the spores produced from one bottle containing 200-cm2
agar surface
could be used to inoculate a 75-dm3
seed fermenter which, in turn, was
used to inoculate a 1500-dm3 fermenter.
18.
Sporulation on solidmedia
• Many filamentous organisms will sporulate profusely on the surface of
cereal grains from which the spores may be harvested
• Substrates used: barley, hard wheat bran, ground maize and rice
• The sporulation of a given fungus is particularly affected by the
amount of water added to the cereal before sterilization and the
relative humidity of the atmosphere (preferably high)
19.
• Singh etal. (1968) have described a system for the
sporulation of Aspergillus ochraces in which a 2.8-
dm3 Fernbach flask containing 200 grams of 'pot'
barley or 100 grams of moistened wheat bran
produced 5*1010
conidia after six days at 28° and
98% relative humidity.
• This was 5 times the number obtained from a Roux
bottle batched with Sabouraud agar and 50 times
the number obtained from such a vessel batched
with Difco Nutrient Agar, incubated for the same
time period
20.
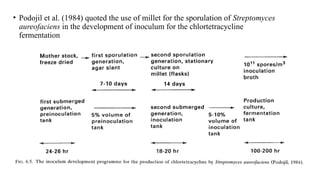
• Podojil etal. (1984) quoted the use of millet for the sporulation of Streptomyces
aureofaciens in the development of inoculum for the chlortetracycline
fermentation
21.
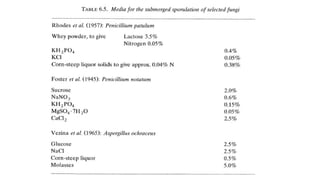
Sporulation in submergedculture
• more convenient than the use of solid or solidified media because it is
easier to operate aseptically and it may be applied on a large scale
• The technique was first adopted by Foster et al. (1945) who induced
submerged sporulation in Penicillium notatum by including 2.5%
calcium chloride in a defined nitrate-sucrose medium
22.
• Rhodes etal. (1957) described the conditions necessary for the
submerged sporulation of the griseofulvin-producing fungus,
Penicillium patulum
• The media for submerged process was formulated such that nitrogen
level had to be limited to between 0.05 and 0.1 % w/v and that good
aeration had to be maintained.
• Submerged sporulation was induced by inoculating 600 cm3 of the
above medium, in a 2-dm3 shake flask, with spores from a well-
sporulated Czapek-Dox agar culture and incubating at 25° for 7 days.
The resulting suspension of spores was then used as a 10% inoculum
for a vegetative seed stage in a stirred fermenter, the seed culture
subsequently providing a 10% inoculum for the production
fermentation
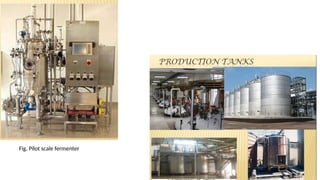
SCALE UP STUDIES
•Scale up studies are studies carried out at the laboratory
or even pilot plant scale fermenters to yield data that
could be used to extrapolate and build the large scale
industrial fermenters.
• We try to build industrial size fermenters capable or
close of producing the fermentation products as
efficient as produced in small scale fermenters.
27.
RULESFOLLOWED WHILE DOINGSCALE-UP
There are a few rules that are followed when doing scale up studies
such as:
1)Similarity in the geometry and configuration of fermenters used in
scaling up.
2)A minimum of three or four stages of increment in the scaling up of
the volume of fermentation studies.
3)Each jump in scale should be by a magnitude or power increase and
not an increase of a few litre capacity. Slight increase in the working
volume would not yield significant data for scale up operation.
28.
Studies carried outduring scale up includes
Inoculum development
Sterilization establishing the correct sterilization cycle at larger
loads
Environment parameters including nutrient availability, pH,
Temperature, dissolved oxygen and dissolved carbon dioxide.
Shear conditions, foam production.
29.
Steps in scale-up
•Define product economics based on projected market size and competitive
selling and provide guidance for allowable manufacturing costs.
• Conduct laboratory studies and scale up planning at the same time.
• Conduct preliminary studies larger than laboratory studies with equipment
to be used to aid in plant design.
• Design and construct a pilot plant including provisions for process and
environment controls, cleaning and sanitization systems, packaging and
waste handling system and meeting regulatory agency requirements.
• Evaluate pilot plant results(product and process) including product
economics to make any corrections and a decision on whether or not to
proceed with a full scale plant development.
• in scaleup studies the main objective is to carry out studies on smaller
bioreactors in order to gain data and confidence and predict the behaviour
how things actually will behave in large production fermenter.
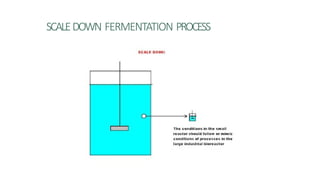
• scale down studies are also used during the operation of large industrial scale
fermenters in trouble shooting or trying to optimize the industrial scale
fermentation. this method is called the fermentation monitoring experiment
• the goal when scaling down is to create a small-scale or lab-scale system that
mimics the performance of its large-scale (pilot or manufacturing)
counterpart, when both the process parameters are varied within their
operating ranges and also when a process parameter deviates outside its
operating range.
32.
• the maintype of studies in scale down such as:
1 medium design
2 medium sterilization
3 inoculation procedures
4 number of generations
5 mixing
6 oxygen transfer rate
CONTENTS
Introduction
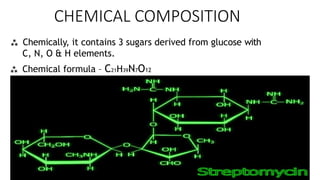
Chemicalcomposition
Medium
The Hockenhul Medium
Fermentation process
Phase 1
Phase2
Phase 3
Recovery &
purification
Uses
35.
INTRODUCTION
Streptomycin isan bactericidal antibiotic drug belonging to class
aminoglycosides.
Used against TB
Derived from actinobacterium Streptomyces griseus.
Used against gram negative bacteria.
Dihydrostrepomycin prepared by hydrogenation of streptomycin
with platinum as catalyst & is commercially more successful.
MEDIUM
Medium isa nutritive substance in which cultures are grown for
scientific purposes.
The culture medium for streptomycin consists of –
1. Carbon source : starch, dextrin, glucose, glycerol & other economically available material.
2. Nitrogen source : natural agricultural by-products, soybean meal, corn steep liquor, cotton
seed flour, casein hydrolyte, or yeast & its extract. Inorganic N salts like ammonium
sulphate & ammonium nitrates are also used.
3. Animal oils, vegetable oils and mineral oils are also used.
INOCULUM –S.griseus spores maintained in soil stocks or lyophilized in carrier are
inoculated into sporulation medium which builds up mycelial inoculum.
FERMENTATION PROCESS
Sporesof S.griseus are inoculated into a medium to establish a culture with
high mycelial biomass for introduction into inoculum tank, using inoculum to
initiate the fermentation process.
Yield in production vessel responds to high aeration & agitation conditions.
Other conditions involve-
Temperature range 25-30°C
pH range 7-8
Time 5-7 days
The fermentation process for production of Streptomycin involves 3
phases.
40.
PHASE 1
Initialfermentation phase and there is little production of streptomycin.
Rapid growth with production of mycelial biomass.
Proteolytic enzymatic activity of S.griseus releases NH3 from soya meal, raising the pH to
7.5
Characterized by release of ammonia.
Carbon nutrients of soya meal are utilized for growth.
Glucose is slowly utilized with slight production of Streptomycin.
41.
PHASE 2
Littleproduction of mycelia.
Glucose added to the medium & the
NH3
released from soya meal are consumed.
pH remains fairly constant ranging
between 7.6 to 8.
42.
PHASE 3
Finalphase of fermentation.
Depletion of carbohydrates from medium.
Streptomycin production ceases & bacterial cells begin to
lyse.
Ammonia from lysed cells increase the pH.
43.
RECOVERY & PURIFICATION
Mycelium is separated from broth by filteration &
streptomycin is recovered.
Recovery process – broth is acidified, filtered &
neutralized.
Then its subjected to column containing cation exchange
resin to adsorb Streptomycin from the broth & column is
washed with water & streptomycin eluted with HCl before
concentration in vacuum almost to dryness.
44.
CONTINUED. .
Thestreptomycin is dissolved in methanol & filtered.
Acetone is used in filterate to precipitate the antibiotic.
Percipitate is washed with acetone & dried in vacuo.
Purification is done by dissolving in methanol to form pure S.
chloride complex. Further by, adsorbing it onto activated charcoal
& eluting with acid alcohol.
45.
USES
Treatment ofdiseases
1. Tuberculosis
2. Plague
3.Veterinary medicine against gram negative
bacteria.
Pesticide & fungicide.
Cell culture.
Protein purification.
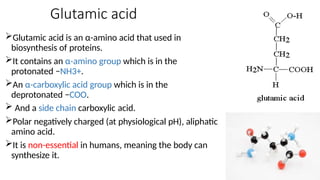
Glutamic acid
Glutamic acidis an α-amino acid that used in
biosynthesis of proteins.
It contains an α-amino group which is in the
protonated −NH3+.
An α-carboxylic acid group which is in the
deprotonated −COO.
And a side chain carboxylic acid.
Polar negatively charged (at physiological pH), aliphatic
amino acid.
It is non-essential in humans, meaning the body can
synthesize it.
48.
Glutamic Acid
FoodProduction:
As flavor enhancer, to improve flavor.
As nutritional supplement.
Beverage
As flavor enhancer: in soft drink and wine.
Cosmetics
As Hair restorer: in treatment of Hair Loss.
As Wrinkle: in preventing aging.
Agriculture/Animal Feed
As nutritional supplement: in feed additive to enhance nutrition.
Other Industries
As intermediate: in manufacturing of various organic chemicals.
49.
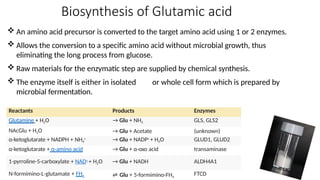
Biosynthesis of Glutamicacid
Reactants Products Enzymes
Glutamine + H2O → Glu + NH3 GLS, GLS2
NAcGlu + H2O → Glu + Acetate (unknown)
α-ketoglutarate + NADPH + NH4
+ → Glu + NADP+ + H2O GLUD1, GLUD2
α-ketoglutarate + α-amino acid → Glu + α-oxo acid transaminase
1-pyrroline-5-carboxylate + NAD+ + H2O → Glu + NADH ALDH4A1
N-formimino-L-glutamate + FH4 ⇌ Glu + 5-formimino-FH4
FTCD
An amino acid precursor is converted to the target amino acid using 1 or 2 enzymes.
Allows the conversion to a specific amino acid without microbial growth, thus
eliminating the long process from glucose.
Raw materials for the enzymatic step are supplied by chemical synthesis.
The enzyme itself is either in isolated or whole cell form which is prepared by
microbial fermentation.
50.
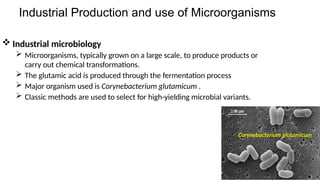
Industrial Production anduse of Microorganisms
Industrial microbiology
Microorganisms, typically grown on a large scale, to produce products or
carry out chemical transformations.
The glutamic acid is produced through the fermentation process
Major organism used is Corynebacterium glutamicum .
Classic methods are used to select for high-yielding microbial variants.
Corynebacterium glutamicum
51.
The manufacturing processof glutamic acid by fermentation
comprises :-
a. fermentation,
b. crude isolation,
c. purification processes.
There are 3 types of fermentation are used:
(1) Batch Fermentation.
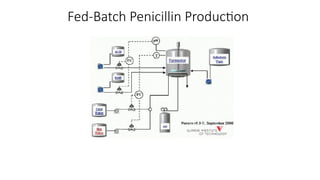
(2) Fed-batch Fermentation.
(3) Continuous Fermentation.
Industrial production of glutamic acid
52.
(1)Batch Fermentation
Widelyused in the production of most of amino acids.
Fermentation is a closed culture system which contains an
initial, limited amount of nutrient.
A short adaptation time is usually necessary (lag phase) before
cells enter the logarithmic growth phase (exponential phase).
Nutrients soon become limited and they enter the stationary
phase in which growth has (almost) ceased.
In glutamic acid fermentations, production of the acid normally
starts in the early logarithmic phase and continues through the
stationary phase.
53.
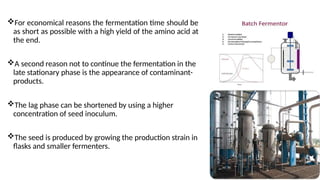
For economical reasonsthe fermentation time should be
as short as possible with a high yield of the amino acid at
the end.
A second reason not to continue the fermentation in the
late stationary phase is the appearance of contaminant-
products.
The lag phase can be shortened by using a higher
concentration of seed inoculum.
The seed is produced by growing the production strain in
flasks and smaller fermenters.
54.
(2) Fed-batch fermentation
Batchfermentations which are fed continuously, or
intermittently, with medium without the removal of fluid.
In this way the volume of the culture increases with time.
The residual substrate concentration may be maintained at a very
low level.
This may result in a removal of catabolite repressive effects and
avoidance of toxic effects of medium components.
Oxygen balance.
The feed rate of the carbon source (mostly glucose) can be used
to regulate cell growth rate and oxygen limitation,especially when
oxygen demand is high in the exponential growth phase.
55.
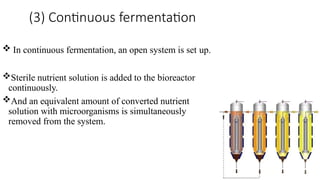
(3) Continuous fermentation
In continuous fermentation, an open system is set up.
Sterile nutrient solution is added to the bioreactor
continuously.
And an equivalent amount of converted nutrient
solution with microorganisms is simultaneously
removed from the system.
56.
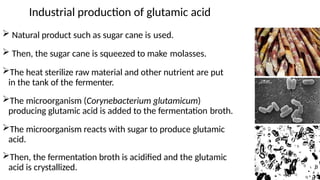
Natural productsuch as sugar cane is used.
Then, the sugar cane is squeezed to make molasses.
The heat sterilize raw material and other nutrient are put
in the tank of the fermenter.
The microorganism (Corynebacterium glutamicum)
producing glutamic acid is added to the fermentation broth.
The microorganism reacts with sugar to produce glutamic
acid.
Then, the fermentation broth is acidified and the glutamic
acid is crystallized.
Industrial production of glutamic acid
57.
Separation and
purification
After thefermentation process, specific method is require to separate and
purify the amino acid produced from its contaminant products, which include:
Centrifugation.
Filtration.
Crystallisation.
Ion exchange.
Electrodialysis.
Solvent extraction.
Decolorisation.
Evaporation.
58.
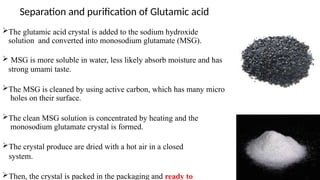
The glutamic acidcrystal is added to the sodium hydroxide
solution and converted into monosodium glutamate (MSG).
MSG is more soluble in water, less likely absorb moisture and has
strong umami taste.
The MSG is cleaned by using active carbon, which has many micro
holes on their surface.
The clean MSG solution is concentrated by heating and the
monosodium glutamate crystal is formed.
The crystal produce are dried with a hot air in a closed
system.
Then, the crystal is packed in the packaging and ready to
Separation and purification of Glutamic acid
59.
Industrial Production ofAmino
Acid (L-Lysine)
lysine is the amino acid that
covers more than 90% of total world amino
acid production.
Synthesis of lysine
- 80% by Fermentation ,
- 20% by chemical synthesis.
60.
Lysine Production
1. FermentationProcess
- Submerged Fermentation
- Aerobic Fermentation
2. Mode of Operation
- Batch Process
- Fed-Batch Process
3. Fermenter Type
- Stirred Tank Reactors
- Air Lift Bioreactors
61.
Lysine Production
Corynebactriumglutamicum
(ATCC 13287)
Gram positive
Soil Bacterium
Non-Motile
Rod shaped
Non – spore producing
Non-pathogenic bacterium
Electron micrograph of C.
glutamicum
4. Microorganism
Lysine Production
6. ProcessParameters
Optimum pH : 7.2
Optimum Temperature: 35-37 °C
Time: 100 hours production cycle
64.
Lysine Production Procedure
Theprocess can be divided into three main
parts:
Fermentation;
Product Recovery;
Product Concentration, Drying and
Packaging.
65.
Fermentation
• The culturemedia used in the batch and fed-batch phases of fermentation are prepared
by mixing process water, glucose and nutrients.
• The fermentation step is performed in fed-batch mode and under aerobic conditions.
• In the batch phase, the microorganism seed is fed into the fermenters, which have been
filled previously with the fermentation batch medium. After glucose exhaustion, the
batch phase is finished and the fed-batch phase is started.
• .
66.
During thefed-batch phase, glucose and nutrients are
continuously supplied until the desired L-lysine
concentration is achieved.
At the end of the fermentation, the broth is sent to a buffer tank to
provide a continuous flow to the downstream process steps.
67.
Product Recovery
Thefermentation broth is sent to an ultrafiltration system for the
removal of cell debris and other suspended solids.
Subsequently, the liquor from ultrafiltration is fed to ion-exchange
columns, where L- lysine is selectively adsorbed.
The adsorbed L-lysine is eluted from the ion- exchange resins by
washing with an aqueous ammonia solution.
68.
Product Concentration, Dryingand Packaging
The L-lysine eluted from the ion-exchange columns is mixed with mother liquor from
the product-filtration step and concentrated by evaporation.
The concentrated lysine solution is acidified with hydrochloric acid, and free L-lysine is
converted to L-lysine HCl.
The L-lysine HCl solution is then sent to the crystallizer, and lysine salt is filtered. The
mother liquor is recycled to the evaporator and the wet cake is conveyed to dryers.
Final dry L-lysine-HCl (98.5 wt.%) is obtained and sent to a packaging line before being
stored in bags.
69.
Lysine production plant
• Lysine production plant of the
BASF AG located in Gunsan, South
Korea with an annual capacity of
about 1lakh tons.
Copyright BASF AG-
The chemical company (2003).
70.
Applications and Usesof L-Lysine
Used as nutrition supplements in food, beverage, pharmaceutical,
agriculture/animal feed, and various other industries.
Used as flavor enhancer in food production.
In Pharmaceutical L-Lysine is widely used as Nervous system drugs and
Nutritional therapy in Pharmaceutical.
L-Lysine is widely used in poultry feed to improve growth and egg
production and in fish feed to improve growth.
CONTENTS:
• Ethanol
• Whydo we need ethanol?
• Ethanol Fermentation
• Substrates for ethanol production.
• Microorganisms utilized for production of ethanol.
• Biochemistry of the reaction
• Immobilization of cells.
• Process of ethanol production
• Ethanol as a biofuel.
73.
ETHANOL- GRAIN ALCOHOL/ETHYL
ALCOHOL
• Ethanol is a volatile, flammable, colorless
liquid with a slight chemical odor.
• It is used as an antiseptic, a solvent, and a
fuel.
74.
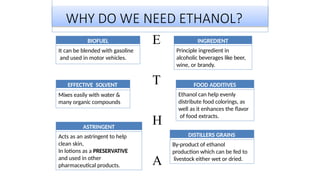
WHY DO WENEED ETHANOL?
INGREDIENT
Principle ingredient in
alcoholic beverages like beer,
wine, or brandy.
EFFECTIVE SOLVENT
Mixes easily with water &
many organic compounds
FOOD ADDITIVES
Ethanol can help evenly
distribute food colorings, as
well as it enhances the flavor
of food extracts.
ASTRINGENT
Acts as an astringent to help
clean skin,
In lotions as a PRESERVATIVE
and used in other
pharmaceutical products.
DISTILLERS GRAINS
By-product of ethanol
production which can be fed to
livestock either wet or dried.
BIOFUEL
It can be blended with gasoline
and used in motor vehicles.
E
T
H
A
75.
ETHANOL FERMENTATION
• Abiological process in which sugars such as glucose, fructose,
and sucrose are converted into cellular energy and thereby
produces ethanol and CO2 as metabolic waste products.
• It is an anaerobic process.
• Performed by microbes such as yeast and bacteria.
• The type of the organism chosen mostly depends on the
nature of the substrate used.
• Among the yeast, Saccharomyces cerevisiae is the most
commonly used, while among the bacteria, Zymomonas
mobilis is the most frequently employed for ethanol
production.
76.
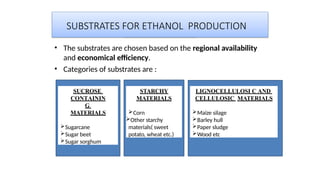
SUBSTRATES FOR ETHANOLPRODUCTION
• The substrates are chosen based on the regional availability
and economical efficiency.
• Categories of substrates are :
SUCROSE
CONTAININ
G
MATERIALS
Sugarcane
Sugar beet
Sugar sorghum
STARCHY
MATERIALS
Corn
Other starchy
materials( sweet
potato, wheat etc.)
LIGNOCELLULOSI C AND
CELLULOSIC MATERIALS
Maize silage
Barley hull
Paper sludge
Wood etc
77.
MICROORGANISMS INVOLVED
• Microorganismssuch as yeasts and bacteria play an essential
role in ethanol production by fermenting a wide range of
sugars to ethanol.
• They are used in industrial plants due to valuable properties in
ethanol yield (>90.0% theoretical yield), ethanol tolerance
(>40.0 g/L), ethanol productivity (>1.0 g/L/h), growth in
simple, inexpensive media and undiluted fermentation broth
with resistance to inhibitors and retard contaminants from
growth condition.
• These microorganisms provide the enzymes needed to
catalyze
the reaction.
78.
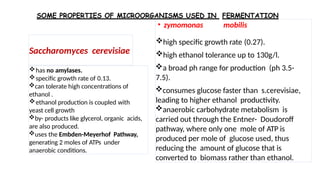
Saccharomyces cerevisiae
• zymomonasmobilis
high specific growth rate (0.27).
high ethanol tolerance up to 130g/l.
a broad ph range for production (ph 3.5-
7.5).
consumes glucose faster than s.cerevisiae,
leading to higher ethanol productivity.
anaerobic carbohydrate metabolism is
carried out through the Entner- Doudoroff
pathway, where only one mole of ATP is
produced per mole of glucose used, thus
reducing the amount of glucose that is
converted to biomass rather than ethanol.
has no amylases.
specific growth rate of 0.13.
can tolerate high concentrations of
ethanol .
ethanol production is coupled with
yeast cell growth
by- products like glycerol, organic acids,
are also produced.
uses the Embden-Meyerhof Pathway,
generating 2 moles of ATPs under
anaerobic conditions.
SOME PROPERTIES OF MICROORGANISMS USED IN FERMENTATION
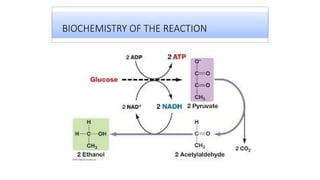
BIOCHEMISTRY CONTD…
• Theoverall reaction can be divided in two steps: 1.Glycolysis –
where the yeast breaks down glucose to form 2 pyruvate molecules
2. Fermentation- where the 2 pyruvate molecules are converted into 2 CO2
molecules and 2 molecules of ethanol.
• before pyruvate can be converted to ethanol, it is first converted
into an intermediary molecule-acetaldehyde, by decarboxylation of
pyruvate and this releases CO2.
• Now acetaldehyde is converted to ethanol by reduction
• Enzyme responsible for decarboxylation is pyruvate decarboxylase
while for reduction of acetaldehyde is alcohol dehydrogenase.
81.
PROCESS OF ETHANOLPRODUCTION
• The proces is carried out in a fermenter/ bioreactor.
•There are five basic steps for ethanol production. These are-
1.Pretreatment of raw materials
depends on the chemical composition of the raw material/substrate,
sugary raw materials require mild or no pretreatment,
cellulosic and lignocellulosic materials need extensive pretreatment,
involves Liquefaction and Saccharification.
2. Preparation of nutrient solution (media)
media composition must contains specific nutrients, such as trace
elements, vitamins, nitrogen, phosphorus, growth regulators etc.
fermentation performance of the microbes highly depends on the composition of media.
thermotolerant vitamins ( inositol, pantothenic acid, and biotin) are required to obtain rapid
fermentation and high ethanol levels.
82.
Process contd…
• 3.Preparation Of Inoculum
INOCULUM :
a small amount of substance containing bacteria or any other micoorganism from a
pure culture which is used to start a new culture.
the desired organism is isolated and organisms are first cultured in flasks under
aerobic condition to increase the size of the inoculum.
83.
Process contd…
4. Fermentationprocess
•For the production of ethanol to occur properly, following conditions should be maintained-
1.Fermentation conditions-
Temperature : a moderate temperature of 25ᵒC to 50ᵒC [ if the temperature is too low, the yeast will
be inactive and if it is too high, the enzymes in the yeast will be denatured and will stop working]
pH : 4.0-4.5
Sugar concentration : higher glucose concentration rate does not enhance the production of
ethanol due to substrate inhibition at a higher glucose concentration in the system.
2.Intrinsic Factors-
Culture medium
Dissolved Oxygen : Aeration is initially required for good growth of the organisms. Later, anaerobic
conditions are created by withdrawal of oxygen coupled with production of CO2.
Immobilization
Other micronutrients.
84.
Process contd…
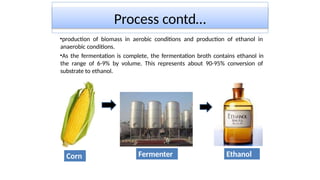
•production ofbiomass in aerobic conditions and production of ethanol in
anaerobic conditions.
•As the fermentation is complete, the fermentation broth contains ethanol in
the range of 6-9% by volume. This represents about 90-95% conversion of
substrate to ethanol.
Corn Fermenter Ethanol
85.
Process contd…
5. Recoveryof ethanol
Energy demanding step.
Fermentation by-products are mostly removed by distillation.
Distillation is the most dominant and recognized industrial
purification technique .
It utilizes the differences of volatilities of components in a
mixture.
Principle : by heating a mixture, low boiling point
components are concentrated in the vapor phase. By
condensing this vapor, more concentrated less volatile
compounds is obtained in liquid phase.
86.
• It involvestwo main problems:
Separation of volatile compounds- impurities with similar boiling points to
ethanol lodges in ethanol even after distillation.
Cost
We cannot completely separate ethanol from water since they are strongly bound
to each other due to the presence of -OH group in both of them ( ethanol and
water).
An additional method must be utilized to remove all the water from ethanol
( since the ethanol fraction contains about 5% water and 95% ethanol) :
DEHYDRATION.
material used in this is called ZEOLITE.
Zeolite absorbs the water into it, but the ethanol will not go into the zeolite
( because the pore sizes of zeolite are too small to allow the ethanol to enter.)
87.
ETHANOL AS ABIOFUEL
• Ethanol fuel is cost effective compared to other
biofuels.
• Ecologically effective.
• Minimizes global warming
• Easily accessible
• Minimizes dependence on fossil fuels
• Contributes to creation of employment to the
country
• Opens up untapped agricultural sector
• Variety of sources of raw material
• Ethanol is classified as a renewable energy
source
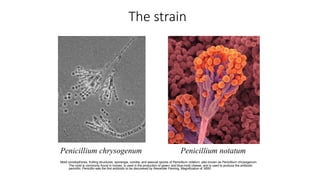
The strain
Penicillium chrysogenumPenicillium notatum
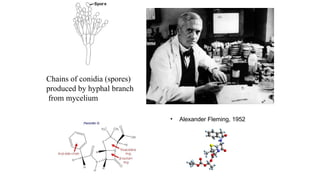
Mold conidiophores, fruiting structures, sporangia, conidia, and asexual spores of Penicillium notatum, also known as Penicillium chrysogenum.
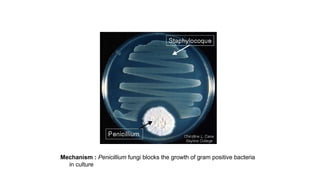
The mold is commonly found in homes, is used in the production of green- and blue-mold cheese, and is used to produce the antibiotic
penicillin. Penicillin was the first antibiotic to be discovered by Alexander Fleming. Magnification of X600
92.
Penicillin synthesis
involves:
1. Media
2.Inocula preparation
3. Process and control parameters (ph, Aeration ,
Agitation , Temp etc)
4. Downstream processing (Recovery and Purification)
•
•
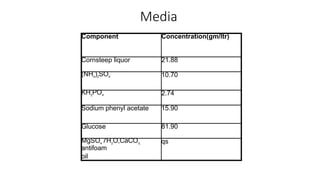
Total Composition ofTypical Media:
Solids (40-60%), lactic acid (12-27%),total nitrogen(7.4-7.8%) , amino
nitrogen(2.6-3.3%),reducing sugars as glucose (1.5- 14%) magnecium(18-
20%).
Carbon source: Lactose in concentration of 6% satisfactory. Cornsteep
(greatly enhances the yeield of penicillin ). And/or one of the protein rich oil
cakes like cotton seed and groundnut.
One or more sugars like lactose, sucrose and glucose and glucose along
with a vegetable oil like soybean oil, groundnut oil
Nitrogen source : Sodium nitrate,ammonium sulphate,ammonium
acetate, ammonium lactate,cornsteep liquor etc.serve as.
•
•
•
95.
•
Amino acids suchas L-cystine,L-cysteine and valine are important in the
synthesis of the b-lactum thiazolidine ring system of the penicillins.
Mineral salts including sources of sulphate and phosphate
Precursors are used to increase the yield of penicillin by the fermentation The
requisite precursor, eg. phenylacetic acid,phenoxy acetic acid and
phenylacetamide are commonly used as precursors.
•
•
96.
Inoculation methods
• Variousmedia employed in the manufacture of penicillin can be
inoculated by several methods, like ..
surface culture :surface of the medium is inoculated with dry spores.
the spore material is applied in such a way as to cover the surface
as uniformly as possible.
submerged culture : production medium is inoculated with dry spores,by
pellet inocula or by ungerminated spores can be prepared in sterile
0.1% soap solutions, in sterile water containing 100 ppm of sodium
lauryl sulphonate.pellet inoculation saves time in the production stage.
pellet inocula are prepared by growing mycelium from mold spores
under submerged conditions.
Conditions of fermentation
•
•
OptimumTemperature : 25 O
C.
Optimum ph Range: 5 to 7.5, lower ph range yield penicillin substantially
lower
Buffering agent : Calcium carbonate , however it is not suitable in surface
culture production as it decreases the growth of the molds and the yield of
penicillin.P.chrysogenum being strictly aerobic,
Rate of Aeration: adequate aeration of the fermenter is essential, rate vary
from around 0.5 volume of air/volume of liquid/minute., Effectiveness may be
enhanced by increase in pressure of abt 20lb/sq inch.
Aeration rate is also attained by the use of proper type of stirrer and at
correct speed.
Antifoam agents such as tributyl citrate, octadecanol, and lard oil, prevent
excessive foam formation during the production of penicillin by
submerged culture method.
Prevention of contamination during the production of penicillin is
essential because contamination usually causes rapid destruction of
penicillin.
Sterilization of facilities and media are easily achieved through steam.
•
•
•
•
•
•
100.
Isolation and Purification
The first step is the recovery process is the removal of mycelium or cells by
filtration or centrifuging.
Second step is to remove the antibiotic from the spent production medium by
solvent extraction, adsorption or precipitation.
Additional solvent extraction,distillation,sublimation, column
chromatography or other methods accomplish purification.
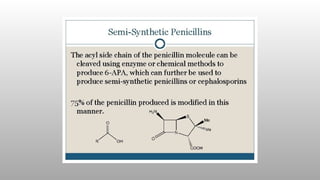
Semi-synthetic penicillins.
Semi synthetic such as penicillin such as Ampicillin, Methicillin, Oxocillin,
Propicllin are prepared by chemical acylation of 6-aminopenicillanic acid.
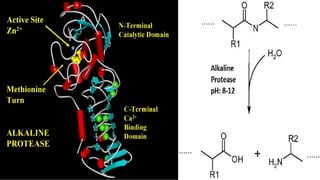
Alkaline Protease
• Oneof the class of protease enzyme.
• An extracellular enzyme.
• Performs proteolysis, that is, protein catabolism by hydrolysis of
the peptide bonds.
• Active at alkaline pH 8 to 12 and at temperature 30⁰-80⁰C.
• Molecular weight is about 20,000 to 45,000 Dalton.
• The structure is determined by X-ray crystallography.
• EC (Enzyme Commission) Number: 3.4.21–24.99
• In 1971, Japanese scientist Koki Horikoshi first reported the
production of alkaline protease from bacteria.
105.
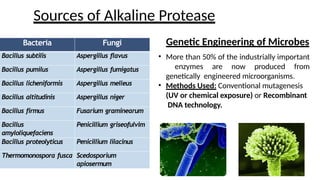
Sources of AlkalineProtease
Bacteria Fungi
Bacillus subtilis Aspergillus flavus
Bacillus pumilus Aspergillus fumigatus
Bacillus licheniformis Aspergillus melleus
Bacillus altitudinis Aspergillus niger
Bacillus firmus Fusarium graminearum
Bacillus
amyloliquefaciens
Penicillium griseofulvim
Bacillus proteolyticus Penicillium lilacinus
Thermomonospora fusca Scedosporium
apiosermum
Genetic Engineering of Microbes
• More than 50% of the industrially important
enzymes are now produced from
genetically engineered microorganisms.
• Methods Used: Conventional mutagenesis
(UV or chemical exposure) or Recombinant
DNA technology.
106.
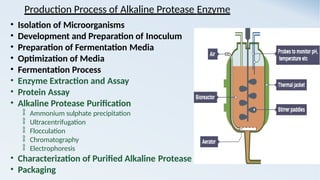
Production Process ofAlkaline Protease Enzyme
• Isolation of Microorganisms
• Development and Preparation of Inoculum
• Preparation of Fermentation Media
• Optimization of Media
• Fermentation Process
• Enzyme Extraction and Assay
• Protein Assay
• Alkaline Protease Purification
Ammonium sulphate precipitation
Ultracentrifugation
Flocculation
Chromatography
Electrophoresis
• Characterization of Purified Alkaline Protease
• Packaging
109.
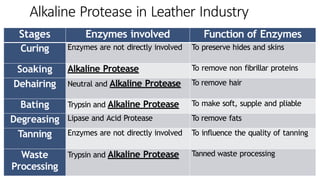
Alkaline Protease inLeather Industry
Stages Enzymes involved Function of Enzymes
Curing Enzymes are not directly involved To preserve hides and skins
Soaking Alkaline Protease To remove non fibrillar proteins
Dehairing Neutral and Alkaline Protease To remove hair
Bating Trypsin and Alkaline Protease To make soft, supple and pliable
Degreasing Lipase and Acid Protease To remove fats
Tanning Enzymes are not directly involved To influence the quality of tanning
Waste
Processing
Trypsin and Alkaline Protease Tanned waste processing
112.
Advantages of UsingEnzymes in
Leather Industry
• Significant reduction of using chemicals.
• Simplification of processes.
• Creates of an ecologically conducive
atmosphere for the workers.
• Leathers have shown better strength and
quality.
• Saves time.
• Environment friendly.
• Leather wastes can be hydrolyzed by
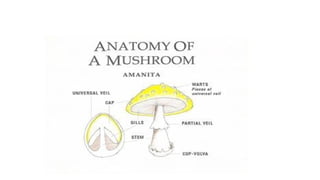
What Are Mushrooms?
The mushroom is a fruiting body of microorganisms
called fungi.
Topropagate, it forms a mycelium initates
growth
stage, generating spores in the gills for dispersal.
As mushrooms lack chlorophyll, they
don’t
photosynthesize (process energy from sunlight)
like green plants.
Mushrooms themselves are tasty, popular to eat and a
beneficial source of nutrients for people.
115.
Much of Asia’senvironment is suitable for
cultivating many different types of
mushrooms.
In addition, the low costs associated with
growing mushrooms helps farmers get started
and make relatively quick and good financial
returns, positively contributing to the
country’s economy.
116.
Mushrooms play asignificant role in forest
ecology, as they help decompose dead plants
and animals, including dead trees, branches,
leaves, fruits, seeds and animal droppings on
the ground.
117.
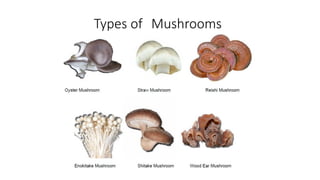
Mushrooms Varieties andtheir
Values
• There are more than 30,000 identified types
of mushrooms worldwide.
• 99% of these are safely edible and roughly
1% is poisonous.
• Yet there are still many undiscovered
mushroom species and the effects of some
mushrooms on human health remain
unknown
118.
• Awide assortmentof mushrooms is eaten around the world.
• Champignon and Field Mushrooms are popular in Europe.
• Shitake Mushrooms are consumed mostly in China and Japan,
while Thai people prefer Yanagi Mushrooms or Straw
Mushrooms.
119.
• Some mushroomshave medicinal qualities
and their popularity is rising too.
• Nowadays, almost every country devotes
more attention to research, experimentation,
selection and development of mushrooms.
120.
Nutritional Benefits
• Mushroomsare very popular in many countries
and often considered to be as nutritious as meat.
• India, Taiwan, Japan, Korea and Thailand have
the highest global export rates of mushrooms.
• Scientific research has shown that mushrooms
contain many kinds of carbohydrates, proteins
and fat, B-complex vitamins , important
minerals ,
Key environmental factorsto consider for mushroom
cultivation
• Temperature:- Straw Mushrooms grow well at 38-40 degree Celsius, which
is the best temperature for producing spores. Fibers grow well at 35-38 degree
Celsius while caps grow at 30 degree Celsius. If it is too hot, mushroom caps
will be small and open faster than usual.
• Light – Even though light is necessary for the growth and assembly of fibers
and in order to produce mushroom caps, it is not essential for the mushrooms’
growth. On the contrary, light darkens the mushrooms’ color, unlike growing
them in the dark (which whitens them).
125.
pH Levels– The pH level is important for the growth of mushrooms. Straw
mushrooms are neutral or a little acidic. A suitable pH level for straw
mushrooms and other mushrooms is between 5 and 8.
Oxygen – In every stage of mushroom growth oxygen is needed, especially
when the caps are coming out and after they have bloomed. If there is too
much carbon dioxide in the mushroom bed, fibers will grow slower or stop
growing, the mushrooms will grow abnormally and their skin will be affected.
Key steps in
mushroomproduction
The key generic steps in mushroom production – a cycle that takes
between one to three months from start to finish depending on species
– are:
identifying and cleaning a dedicated room or building in which
temperature, moisture and sanitary conditions can be controlled to
grow mushrooms in choosing a growing medium and storing the raw
ingredients in a clean place under cover and protected from rain;
129.
• pasteurising orsterilizing the medium and bags in which, or tables on which,
mushrooms will be grown (to exclude other fungi that would compete for
the same space – once the selected fungi has colonized the substrate it can
fight off the competition).
• seeding the beds with spawn (spores from mature mushrooms grown on
sterile media);
• maintaining optimal temperature, moisture, hygiene and other conditions for
mycelium growth and fruiting, which is the most challenging step; adding
water to the substrate to raise the moisture content since it helps ensure
efficient sterilization;
• harvesting and eating, or processing, packaging and selling the mushrooms;
• cleaning the facility and beginning again.
131.
GANODERMALUCIDUM THE
KING OFHERBS
Ganoderma Lucidum (Red Reishi ) “Bright Shining skin”. Reishi began to be mass
produced in the 70’s.
Submerged Fermentation ofGanoderma
lucidum
• The advantage of submerged fermentation over traditional
basidiocarp cultivation is the reduction in the time spent to
obtain the product of interest.
• The production of basidiocarp takes at least 3 to 5 months,
while reasonable amounts of ganoderic acid and
polysaccharides can be obtained by submerged fermentation
after only 2 to 3 weeks.
135.
Specific Effects OfReishi
Effect on Tumor
Liver Protection &
Detoxification
Effect on Cardiovascular
Effect on Hypertension
Treatment of Diabetes
136.
Effect on HepatitisB
•it was also discovered that extract of g. lucidum
could probably augment the rate of toxin transformation and subsequent
bile excretion, thereby acting as a liver detoxicant and protectant.
137.
Effect on Hypertension
Effecton Hypertension G. lucidum is
also
in lowering hypertensive
blood This is due
to the presence
of
effective
pressure.
lanostane
derivatives especially
ganoderic
acids B, D, F, H, K, S and Y which exert their
hypotensive activities.
138.
Effect on WoundHealing
Patients with diabetic wounds were healed
between 15 to 22 days. This might be due to
the glucan from the cell walls of G. lucidum
that could activate the fibroblast migration in
order to achieve wound healing and tissue
proliferation.
139.
Effect on Tumor
Poor performance of Immune System is main cause
of Tumor. Reishi can best regulate and activate the
immune system and increase self defense capability
against tumor.
It becomes one of the most effective medicines for
anti-tumor, prevent cancer, and supplement to cancer
treatment. Reishi possesses hardly any toxic to human
body. This unique feature of enhancing immunity
without toxigenicity is the definite advantage of
Reishi over any other immune system intensifier.
140.
Liver Protection &Detoxification
• Reishiprotect the liver from damaged by various
physiological and biological factors.
• It is also suitable for treating chronic hepatitis, effectively
eliminating the related symptoms as dizzy, fatigue, and so
on. It can be used to treat chronic toxicosis, the various
kinds of chronic hepatitis, and other hepatic diseases.
141.
Effect on Cardiovascular
Effecton Cardiovascular Clinical studies and experiments with animals confirm that
Reishi can effectively dilate coronary artery, increase coronary vessel blood flow, and
improve circulation in cardiac muscle capillaries, thus increase the supply of oxygen
and energy to cardiac muscle.
Therefore Reishi helps to protect the heart from shortage of blood supply, and it is
ideal for both curing and preventing heart diseases like nausea.
Reishi can reduce the level of blood cholesterol, liporotein and triglycerides in
hypertensive patient All these effects contribute to preventing various kinds of stroke.
142.
Treatment of Diabetes
•The constitutes in Ganoderma lucidum that reduce blood
glucose are Ganoderma B and C. The principle is by
enhancing utilization of blood glucose by body tissues.
• Ganoderma lucidum serves as a substitute to insulin to inhibit
release of fatty acids. It thus improves symptoms in high
blood glucose and high urine glucose patients. Blood glucose
will be reduced from 173 to 116, cholesterol from 233 to
179, beat-protein from 580 to 465.
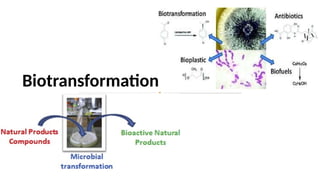
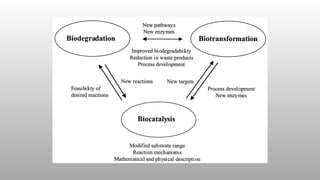
It isthe specific modification of a definite compound to a distinct product
with structural similarity, by the use of biological catalysts including
microorganisms like fungi or bacteria.
The biological catalyst can be described as an enzyme, or a whole, dead
microorganism that contains an enzyme or several enzymes produced in
it.
Biotransformation is also known to comply with the green chemistry
strategy today.
Green chemistry is a term used for sustainable chemical industrial
manufacturing processes towards achieving minimal waste production
and energy consumption
146.
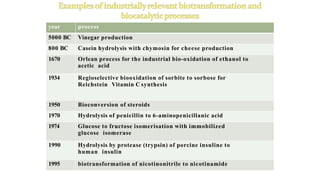
year process
5000 BCVinegar production
800 BC Casein hydrolysis with chymosin for cheese production
1670 Orlean process for the industrial bio-oxidation of ethanol to
acetic acid
1934 Regioselective biooxidation of sorbite to sorbose for
Reichstein Vitamin C synthesis
1950 Bioconversion of steroids
1970 Hydrolysis of penicillin to 6-aminopenicillanic acid
1974 Glucose to fructose isomerisation with immobilized
glucose isomerase
1990 Hydrolysis by protease (trypsin) of porcine insuline to
human insulin
1995 biotransformation of nicotinonitrile to nicotinamide


![Process contd…
4. Fermentation process
•For the production of ethanol to occur properly, following conditions should be maintained-
1.Fermentation conditions-
Temperature : a moderate temperature of 25ᵒC to 50ᵒC [ if the temperature is too low, the yeast will
be inactive and if it is too high, the enzymes in the yeast will be denatured and will stop working]
pH : 4.0-4.5
Sugar concentration : higher glucose concentration rate does not enhance the production of
ethanol due to substrate inhibition at a higher glucose concentration in the system.
2.Intrinsic Factors-
Culture medium
Dissolved Oxygen : Aeration is initially required for good growth of the organisms. Later, anaerobic
conditions are created by withdrawal of oxygen coupled with production of CO2.
Immobilization
Other micronutrients.](https://image.slidesharecdn.com/fermentationprocessmsp-250225053108-b32c8f01/85/fermentation-process-techniques-modes-and-types-83-320.jpg)