- The factory tour report summarizes Stephen's visit to Taizhou Xiang Yu Machinery Co., Ltd. to investigate issues with hardness in their manufactured parts.
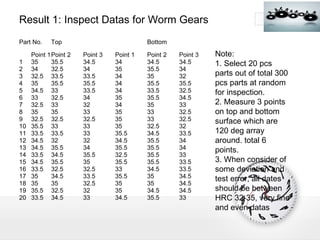
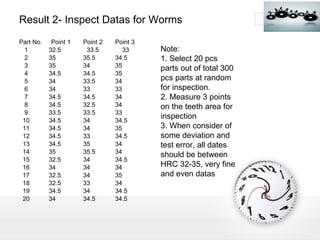
- Testing with a calibrated hardness tester showed that the parts met the required hardness specifications after heat treatment, indicating the previous failure was likely due to using an uncalibrated tester.
- Suggestions were provided to the manufacturer to appoint a quality manager, keep thorough inspection records, calibrate measuring tools, and double check tools before use to prevent future issues.
























































![Ajay_Training_Report[1]](https://cdn.slidesharecdn.com/ss_thumbnails/b0ecef31-7c14-40b4-ac0f-93f68b9c55e8-160922171027-thumbnail.jpg?width=640&height=640&fit=bounds)





