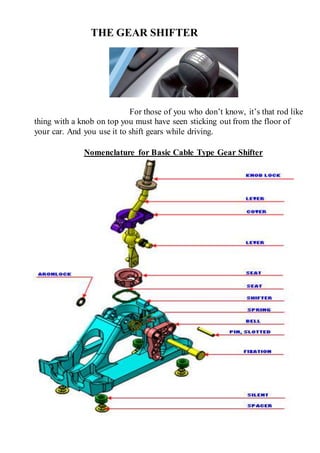
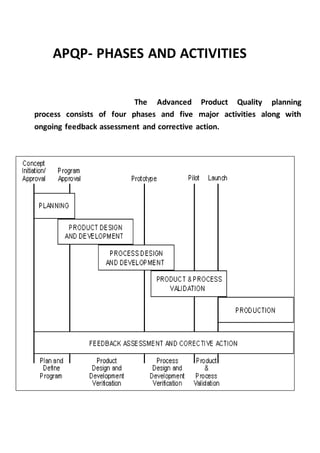
The document provides an industrial training report submitted by Suyash Trivedi during their internship at Lumax Mannoh Allied Technologies from June 15th to July 15th, 2016. It includes sections on the company profile, customers, product details like the gear shifter, research and development processes, advanced quality planning (APQP), potential failure modes and effects analysis, inspection methods used, work allotted to the author, product components, and conclusions from the training. The report summarizes the author's learning experience during their internship focused on quality planning, failure analysis, and manufacturing processes at Lumax Mannoh.



![FFMEA
FFMEA - FAST Failure Modes and Effects Analysis .
This approach to problem solving and product/process improvement
uses FAST Modeling as a beginning point to identify functions to be
analyzed using the FMEA approach.
FMEA & FAST: Describe the product/process and its function. An
understanding of the product or process under consideration is
important to have clearly articulated.
Create a Block Diagram of the product or process. A block diagram
[FAST Model] of the product/process should be developed. This diagram
shows major components or process steps [Functions] as blocks
connected together by lines that indicate how the components or steps
are related.
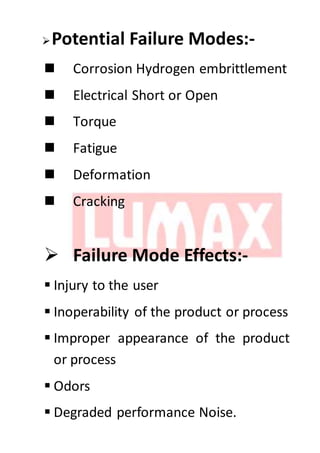
Identify Failure Modes. A failure mode is defined as the manner in
which a component, subsystem, system, process, etc. could potentially
fail [or has failed] to meet the design intent.
A failure mode in one component can serve as the cause of a failure
mode in another component. [This is a basic premise of FAST]
Failure modes should be listed for functions of each component or
process step. At this point the failure mode should be identified
whether or not the failure is likely to occur.](https://image.slidesharecdn.com/975b0429-a2ad-40e2-9f92-ec6e8226b100-160715041154/85/INDUSTRIAL-TRAINING-REPORT-17-320.jpg)





























































![Ajay_Training_Report[1]](https://cdn.slidesharecdn.com/ss_thumbnails/b0ecef31-7c14-40b4-ac0f-93f68b9c55e8-160922171027-thumbnail.jpg?width=640&height=640&fit=bounds)


















