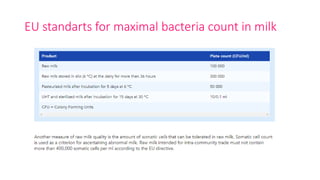
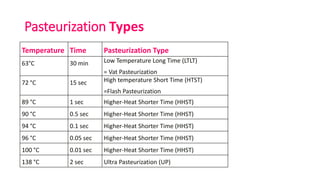
Raw milk can contain harmful pathogens. Pasteurization and ultra-high temperature (UHT) processing are used to kill pathogens and extend shelf life. Pasteurization heats milk to 63°C for 30 minutes or 72°C for 15 seconds, while UHT heats milk to 135°C for 2-5 seconds, allowing milk to be stored unrefrigerated for months. UHT gives milk a longer shelf life and is more economical for packaging, storage, and transportation than pasteurized milk.