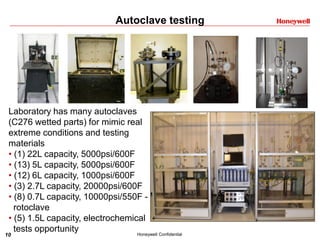
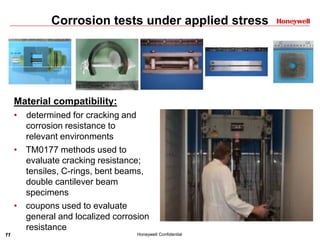
Honeywell provides corrosion solutions including laboratory testing, monitoring technologies, software, and consulting services to reduce corrosion costs for customers in oil and gas, chemical, and other process industries. The laboratory uses advanced experimental techniques like high pressure/temperature autoclaves and electrochemical analysis to test new materials and solve corrosion problems. Honeywell's corrosion monitoring technologies provide real-time data on corrosion rates to improve asset reliability and reduce maintenance costs.