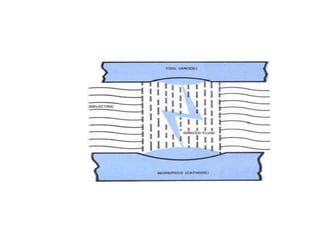
Electric discharge machining (EDM) is a metal removal process that utilizes electric sparks to erode conductive materials, involving a dielectric fluid for insulation and cooling. The EDM process can effectively shape hard materials and create intricate designs, beneficial for applications like die casting and forging. However, it also has drawbacks such as long machining times and substantial tool wear.





































![[Deck] What's New in Spark-Iceberg Integration via DSV2.pptx](https://cdn.slidesharecdn.com/ss_thumbnails/deckwhatsnewinspark-icebergintegrationviadsv2-260210005337-25955b12-thumbnail.jpg?width=640&height=640&fit=bounds)











