This document provides an overview of the PlantPAx automation system capabilities. PlantPAx is a distributed control system that integrates process and machine control, safety, and information across an entire plant. It uses a modular, scalable architecture and supports all major process control disciplines including continuous, batch, and discrete control. The document outlines PlantPAx capabilities in areas like control system features, configuration and programming, visualization, communications, and advanced process control. It also describes the system's process safety, asset management, batch management, and process optimization functions.
















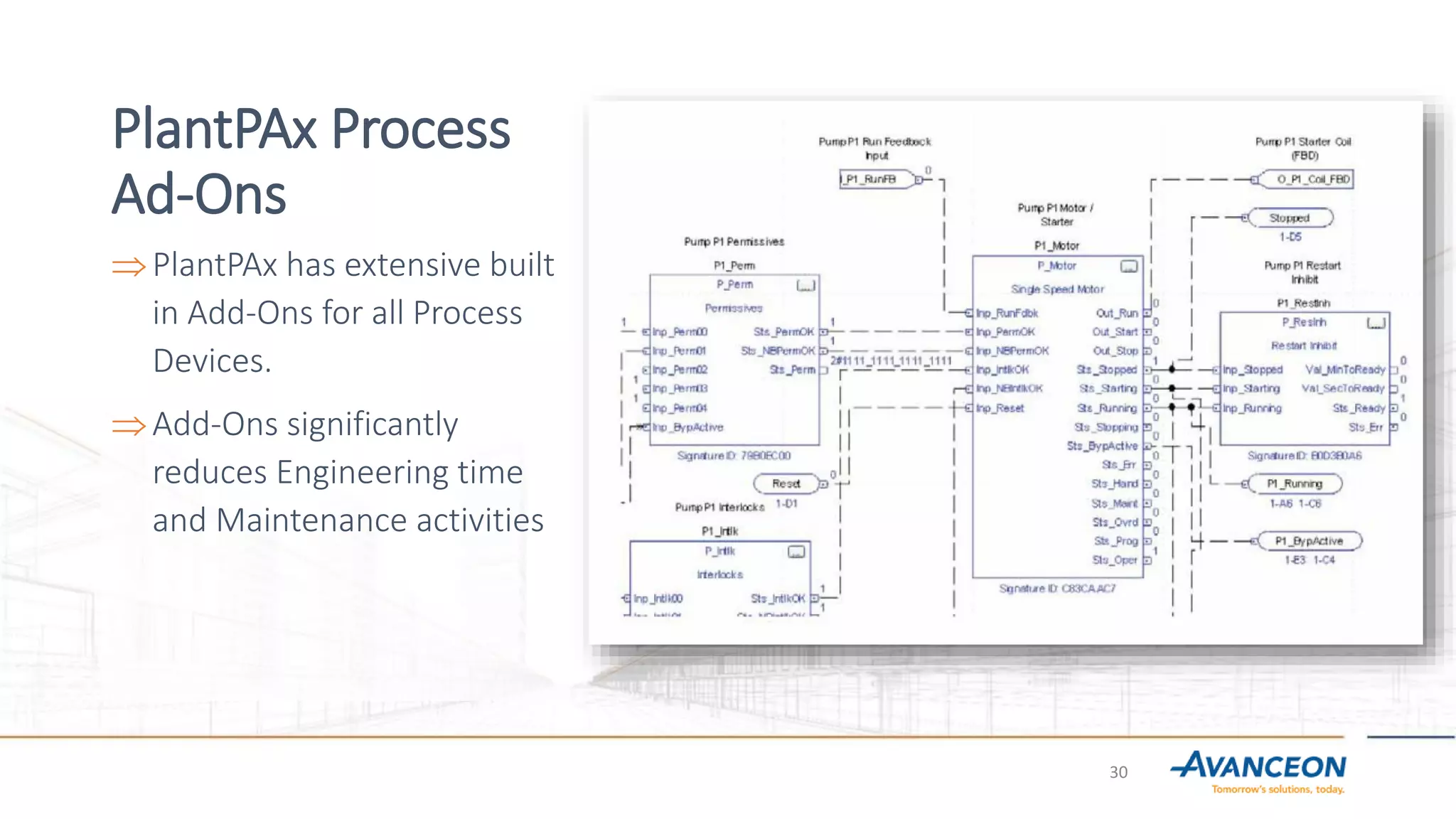
![PlantPAx Process
Networks I/O
Main goal of PlantPAx System
Characterization is:
To provide a recommended
architecture and information
[boundaries] regarding a system
operation and/or performance
early in the sales cycle to reduce
To eliminate perceived risk of the
system being able to provide the
needed performance.
PlantPAx system is carefully tested
and designed to ensure best
possible performance.
Controller Wall
50 + PACs
Distributed System
4 servers
Virtual
System
Centralized
System 1 server
18](https://image.slidesharecdn.com/avanceon-plantpaxprocess-aliomer-160825065825/75/Avanceon-Plant-PAx-Process-18-2048.jpg)