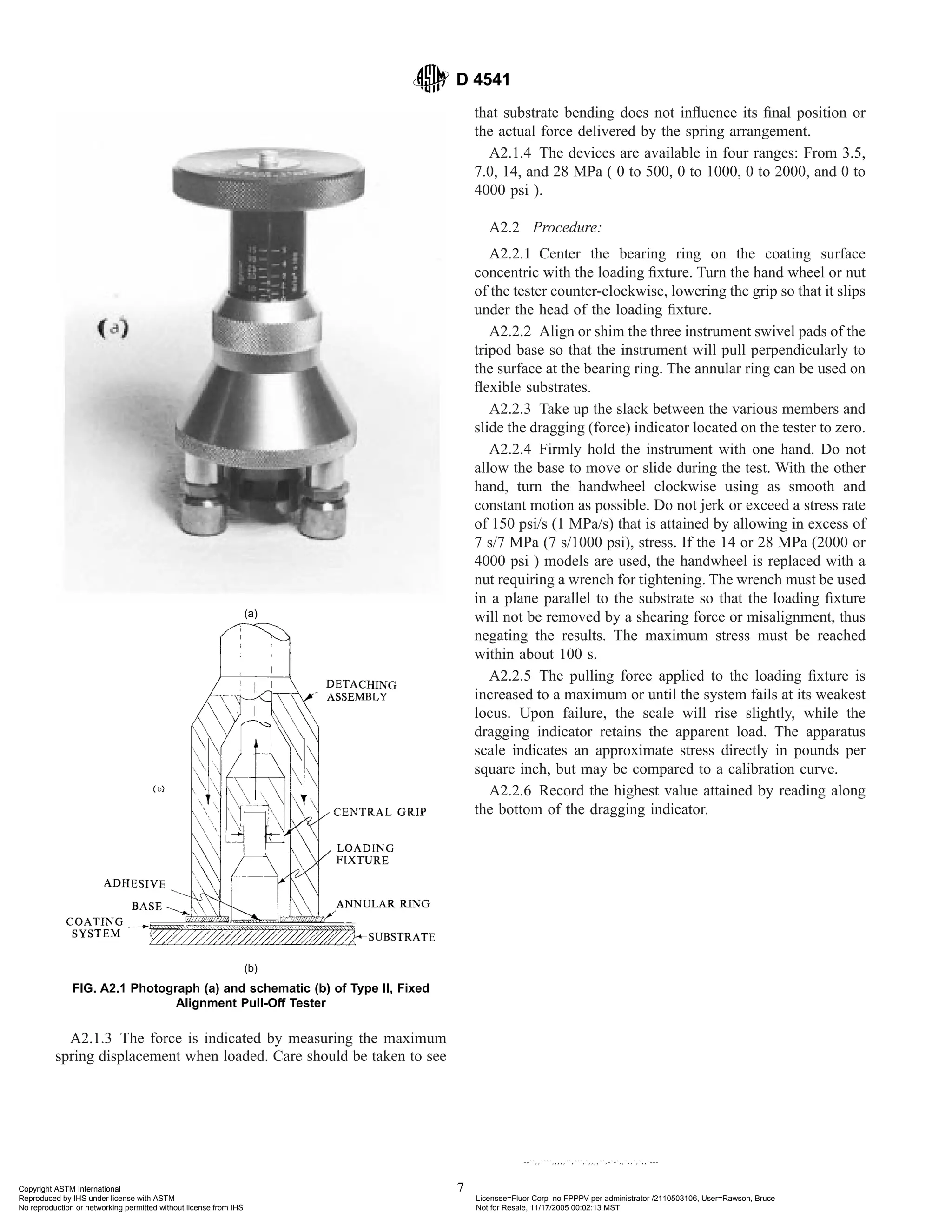
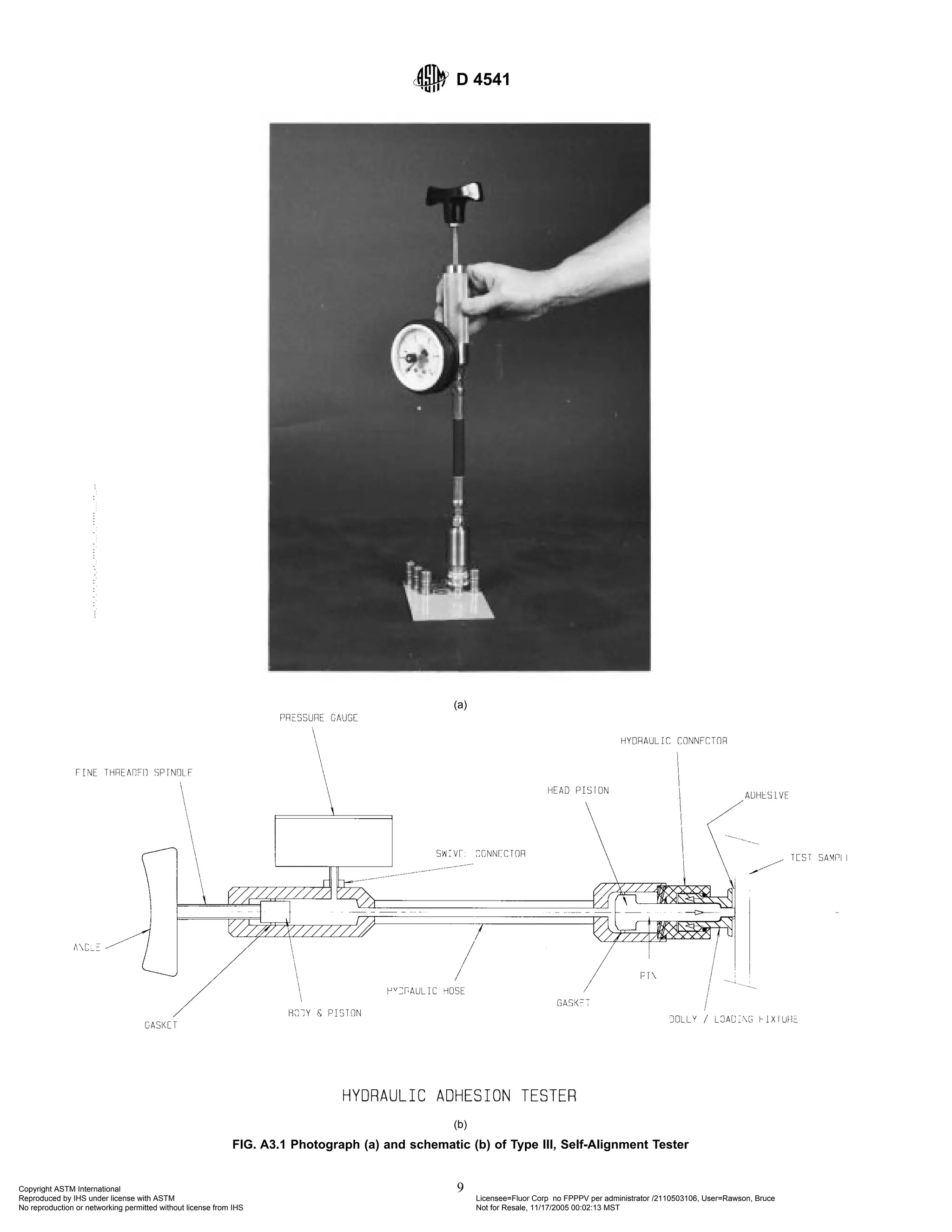
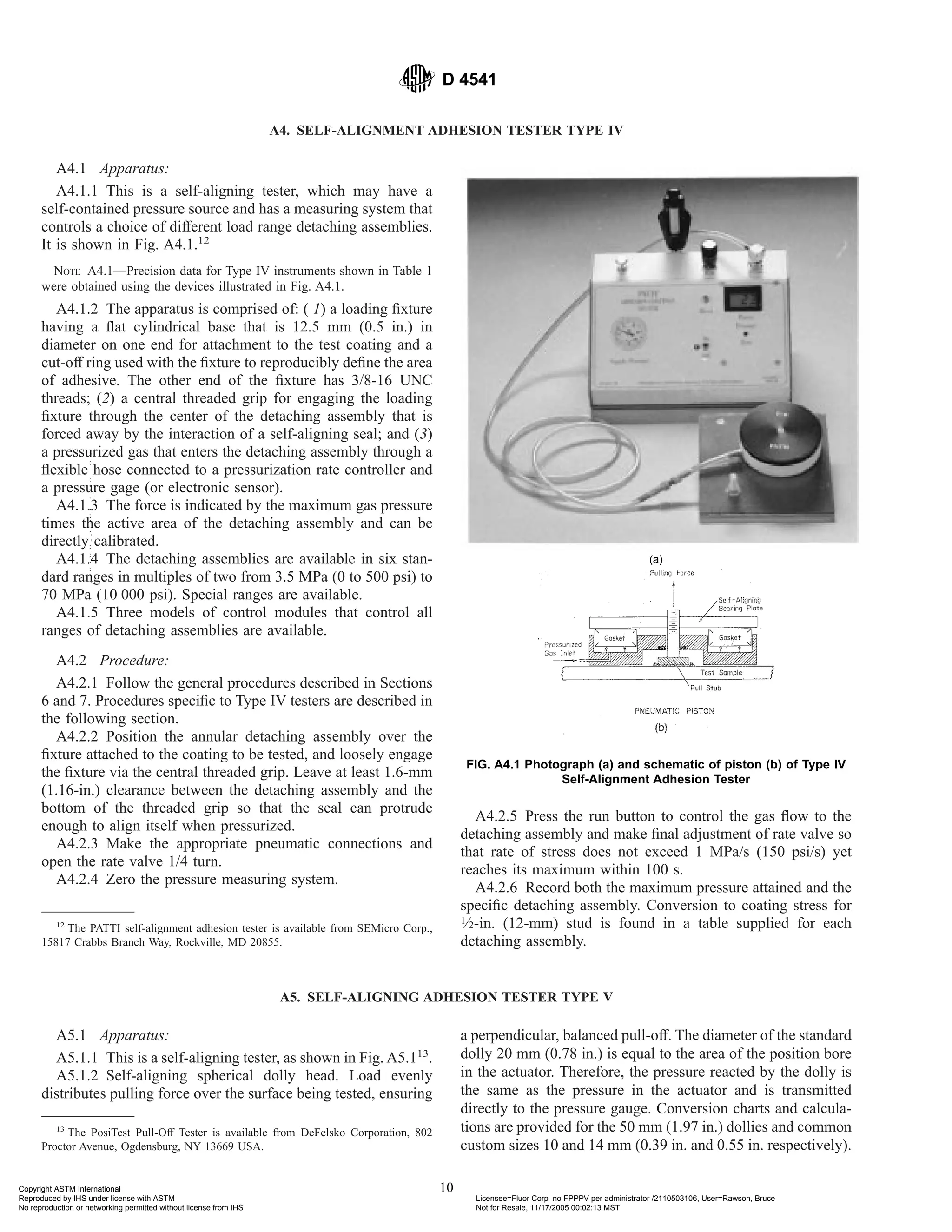
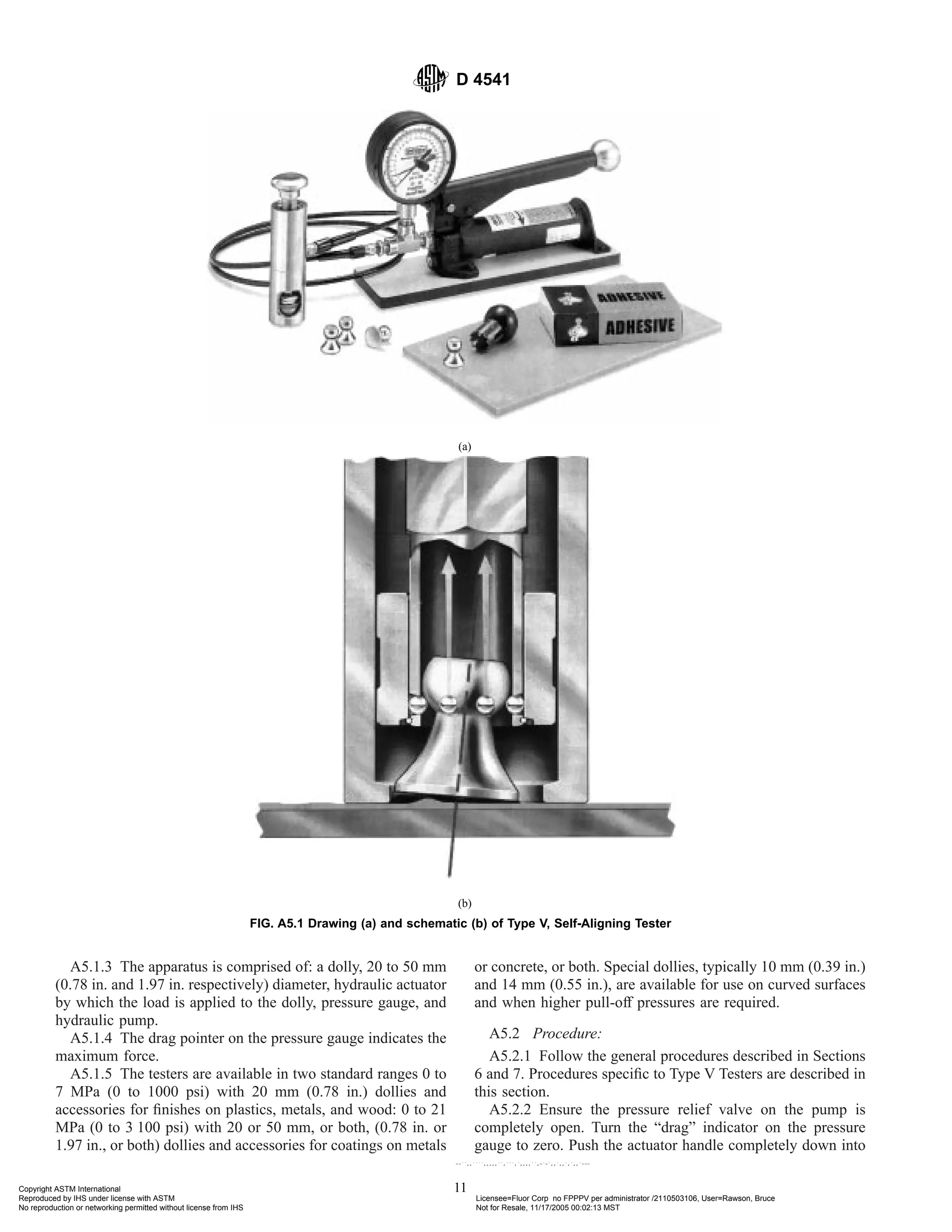
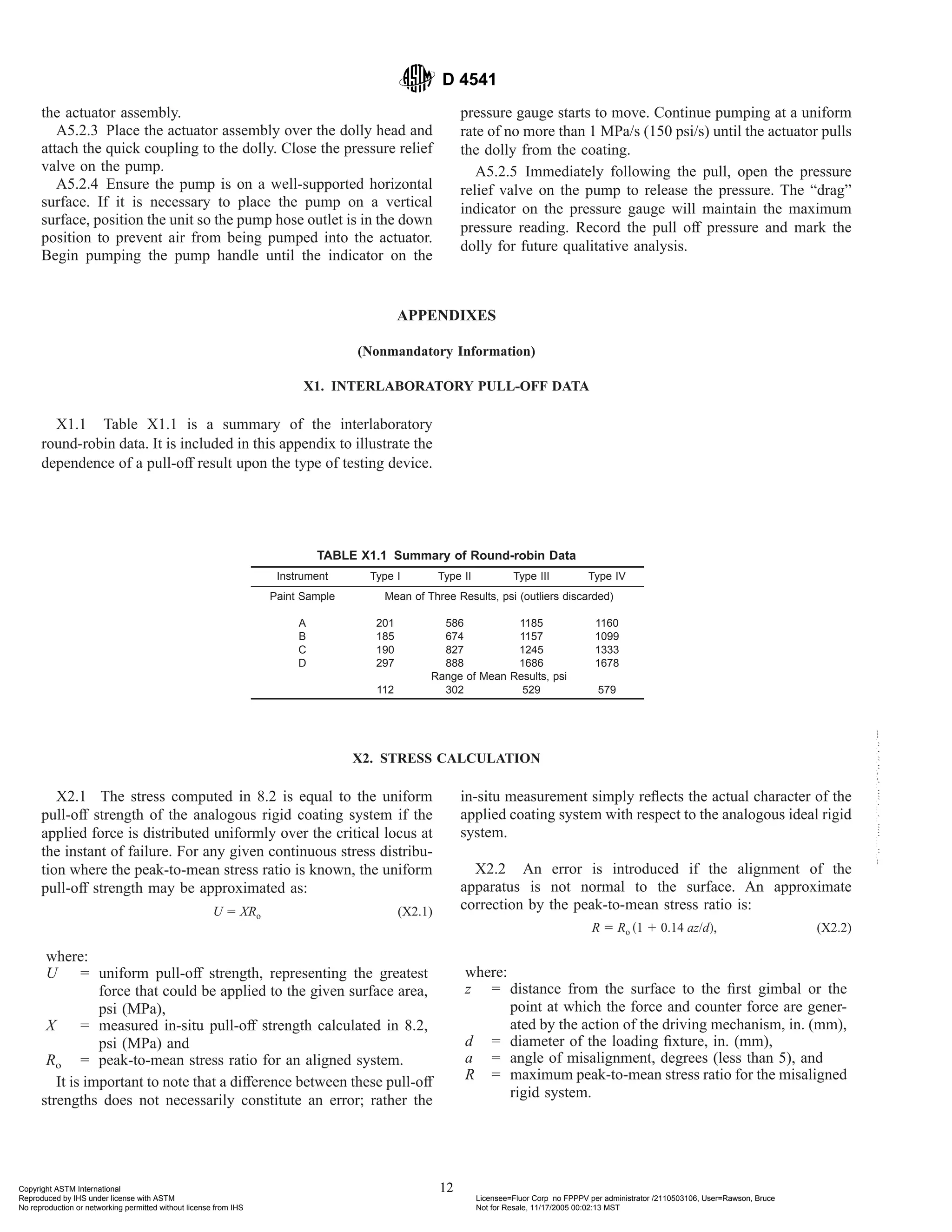
This document describes Test Method D 4541 for evaluating the pull-off strength or adhesion of coatings on rigid substrates using portable adhesion testers. It involves securing a loading fixture to the coated surface with an adhesive and applying increasing tensile force until the fixture detaches. The test determines the maximum force before detachment or failure at a prescribed force. Five instrument types are identified. Results depend on material and instrument parameters and may differ between methods, so the test method used must be reported.