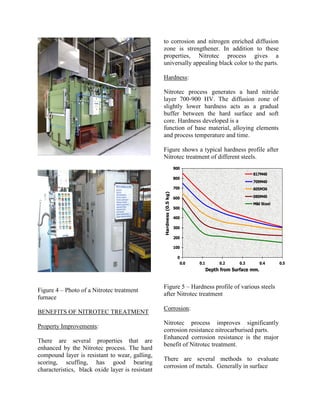
Nitrotec is an enhanced nitrocarburizing surface treatment that provides parts with exceptional corrosion and wear resistance. The process involves three key steps: 1) nitrocarburizing the part to form a hard compound layer, 2) flash oxidizing the surface to enhance corrosion resistance and impart a black color, and 3) applying a protective sealant. This produces a treated surface with a hard nitride layer, a thin corrosion-resistant oxide layer, and a sealed porous outer layer for enhanced properties and minimal distortion compared to other hardening treatments.
















































































![fc35paperskf.ppt [Compatibility Mode] [Repaired]](https://cdn.slidesharecdn.com/ss_thumbnails/71cd2140-d411-443f-b36e-5409fe76315a-170202170408-thumbnail.jpg?width=640&height=640&fit=bounds)