
Recommended
Recommended
More Related Content
Similar to Achieving Customer Specifications Through Process Improv.docx
Similar to Achieving Customer Specifications Through Process Improv.docx (20)
More from bartholomeocoombs
More from bartholomeocoombs (20)
Recently uploaded
Recently uploaded (20)
Achieving Customer Specifications Through Process Improv.docx
- 1. Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil – Portugal AMÂNDIO PEREIRA BAÍA, POLYTECHNIC OF GUARDA – PORTUGAL AND UDI – RESEARCH UNIT FOR INLAND DEVELOPMENT OF GUARDA © 2015, ASQ Tolerance limits are essential in production process management, as they determine consumer satis- faction. The use of statistical quality control tools allows for process improvement and the cpk index enables its measurement. Above all, the adoption by businesses of lean tools has been crucial in reducing the variation of a process or a product, satisfying the consumer’s specifications, eliminat- ing defects, reducing operating costs, and, in short, increasing profitability. The NutriSoil Company in Portugal, a small and medium-sized enterprise (SME), sells fertilizer in bags. The company has had problems with its filling process due to excess weight of the bags. Results show that by implementing Six Sigma combined with the 5S program, NutriSoil achieved an improvement in its cpk index for this process, which increased consumer
- 2. satisfaction and a highly significant cost savings. This resulted in increased competitiveness. Key words: cp and cpk capability index, process capability, process improvement, Six Sigma, SME, statistical quality control INTRODUCTION The basic objective of this study is to explore, using a case study, the benefits of implementing the strat- egy of Six Sigma combined with the 5S program in NutriSoil, a Portuguese small and medium-sized enter- prise (SME) struggling to retain profitability. NutriSoil had high production costs, a situation that is common to many SMEs. The specifications or tolerance limits define the dif- ference between acceptable and unacceptable products, and producing within these limits is critical to con- sumer satisfaction. The ability to consistently distribute products within specifications determines whether the supplier will continue to do business with the con- sumer. A company can improve a production process by efficiently coordinating the specifications and the design process. Process capability measures how the process meets specifications. True process capability cannot be determined until x-bar and R control charts have reached opti- mum quality improvement without significant investment in new equipment. A key aspect of process improvement is to recognize that regardless of the depth of this monitoring, there is always variation. This variation is well defined when a process is sta- tistically controlled. A modern definition of quality
- 3. 48 QMJ VOL. 22, NO. 2/© 2015, ASQ Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil – Portugal www.asq.org 49 dispersion permitted, that is, with specification limits. It does, however, have a flaw; it assumes that the process average is centered in the range of specifications. In fact, it is not always so. On the other hand, the cpk index takes into account the level of acceptable risk, the product variation, and gives a quick overview of the actual process per- formance. It measures the capability of the current process. This measure is in line with the positioning of the average case. Sigma describes the variability of a process that produces similar products or services (Dedhia 2005). A quality level sigma provides an indicator of the occur- rence frequency of defective items, whereby a higher quality level indicates a process with less possibility of creating defective items. Consequently, with the increased level of sigma quality, the product reliability improves the need for testing and inspection declines, product cycle time decreases, costs are lower, and con- sumer satisfaction is increased. Six Sigma is a process capability condition defined as the ability of a process to produce a good product. It establishes a relationship between product specifi-
- 4. cations and process variability, measured in terms of process capability indices: cp and cpk. A process that operates the Six Sigma has a cp = 2 and a cpk = 1.5 (Kumar 2002). Six Sigma is an initiative that aims to eliminate the defective items in any product, process, or transaction. Motorola was the first organization to use the term “Six Sigma.” In 1992, it reduced defective item levels by a factor of 150 (The History of Six Sigma 2007). Honeywell began this program in the early 1990s and is said to have saved more than 600 million euros in 1999 (Pande, Neuman, and Cavanagh 2003). A study from Lucier and Sheshadri (2001) shows that General Electric was able to save $2 billion in three years, after implementing Six Sigma in 1996 (Antony and Banuelas 2002). Reports of Buss and Ivey (2001), Feo and Bar-El (2002), McClusky (2000), and Weiner (2004) also show the benefits gained by companies such as Raytheon, Dow Chemical, DuPont, Texas Instruments, Johnson and Johnson, Toshiba, Boeing, and others. states that “quality is inversely proportional to vari- ability” (Montgomery 2009). It is recognized that variability reduction directly results in lower costs. Variability reduction means fewer repairs, fewer con- sumer complaints, less rework, and reduced time waste, all of which imply less effort and money spent during the process. Six Sigma is a powerful business strategy that employs a disciplined approach to tackle process vari- ability using a rigorous application of statistical and nonstatistical tools and techniques (Hamon 2010; Evans and Lindsay 2005). Six Sigma is an initiative
- 5. that aims to eliminate the defective items in any prod- uct, process, or transaction. Even though Six Sigma has proved to be effective in many situations, other lean tools such as the 5S frame- work also offer the ability for organizations to improve rapidly. Lean thinking emphasizes maximizing value through reduction of waste, variation, and overburden within processes (Womack 2011). Lean promotes the attitude of make it better now, make it perfect later (Toussaint and Gerard 2010). LITERATURE REVIEW The cp and cpk process capability indices represent the ability to combine people, machines, methods, materials, and measurements to produce a product that consistently meets the requirements or expecta- tions of the consumer. The process capability indices continue to be used as process tools, even though there is “a growing recognition that these tools are limited and, in particular, the capability standard indices are appropriate only with measurements that are independent and distributed in a reasonably nor- mal manner” (Rodriguez 1992, 176). The popularity of process capability indices, although in many cases these indices are flawed tools, has led to ongoing research in this area, which has recently been evalu- ated by Wu, Pearn, and Kotz (2009). However, a high cp value does not guarantee that a production process is within the limits of the speci- fications because the cp value does not imply that the current state of the process coincides with the
- 6. Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil – Portugal 50 QMJ VOL. 22, NO. 2/© 2015, ASQ systems. As far as metrics are concerned, when a pro- cess is operating at a Six Sigma level, it produces noncompliance (defective items or errors) at a rate of not more than 3.4 defective items per million oppor- tunities. As a methodology, Six Sigma leads to an improvement of the business process focusing on the understanding and management of customer expecta- tions (Brewer and Eighme 2005; Rudisill and Clary 2004). As a management system, Six Sigma is used to ensure that critical efforts for improvement developed through the methodology and metrics are aligned with the company’s business strategies. In the late 1990s, about two-thirds of Fortune 500 organizations had undertaken Six Sigma initiatives with the aim of reduc- ing costs and achieving improvements. Although Six Sigma proved to be efficient when applied to big companies, few reports provide success factors, guidelines, tools, and techniques for imple- menting Six Sigma in the context of SMCs (Antony 2011; Antony, Kumar, and Madu 2005; Wessel and Burcher 2004). METHODOLOGY cp and cpk Capability Index and Six Sigma In their study the authors used cp and the cpk as the main metrics in this cycle of the improvement pro- cess. If they compare the cp process metric with the cpk metric, they are able to detect which is the opportunity
- 7. improvement that exists in the process. By reducing process variation, the supplier increases the ability to meet the specifications and also reduces the number of products that do not meet the specifications. A cpk = 2 represents a Six Sigma level, with 3.4 defective items per million opportunities, with quality costs less than 10 percent of sales and configures a benchmark of “world class” (Mike 1998). It should be noted that although a process pro- duces a quality feature with a capability index higher than 2.5, the needless precision makes it very expensive. The process capability must be Many of the success stories on the implementation of Six Sigma belong to large organizations, particu- larly multinationals. Very few publications refer to the implementation of Six Sigma in SMEs. Six Sigma has been criticized by people saying that it requires a large investment and resource-intensive programs that only large companies can provide (Calcutti 2001). However, an SME may have fewer complica- tions than a large company in terms of company size, the nature of its projects, effort for building teams, and training employees, so it can be argued that the implementation of Six Sigma in SMEs is easier, except for the cost of investment. The Six Sigma philosophy consists of manage- ment by facts and not by opinions (Nanda and Robinson 2011). Antony, Kumar, and Madu (2005) found that Six Sigma provides executives and manag- ers with the strategies, methods, tools, and techniques to change their organizations. Many organizations recognized that the Six Sigma methodology provides a set of practices designed to improve the produc-
- 8. tion process, and the methodology quickly spreads to different functional areas such as marketing, engi- neering, purchasing, distribution, and administrative support (Ray and Das 2009; 2010). Magnusson, Kroslid, and Bergman (2003) found that Six Sigma is a business process that allows com- panies to dramatically change and improve their basic organization through the design and monitoring of daily business activities so as to minimize waste and resources while consumer satisfaction is increased in some of its components. Franken (2007) emphasizes that when the internal operations of a company are not well structured, this company will find it difficult to create value and be highly competitive. Six Sigma begins as a focus for improving internal operations, but Zucker (2007) notes that the work of Six Sigma is usually done through cross-functional teams to man- age the project. The benefits are well documented for manufacturing industries and growing service indus- tries (Wright and Basu 2008). In the last two decades Six Sigma has evolved from a focus on metrics to a level of methodology and finally to the design and development of management Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil – Portugal www.asq.org 51 500 and 1,000 kilograms (big bags) and plastic bags of 20 kilograms.
- 9. All bags have a label containing formula, lot, date, and other infor- mation from the manufacturer. This SME was established in 2005, employs 32 workers, and is committed to developing and producing fertilizer. The main customers of NutriSoil are super- markets and other stores geared for farming and gardening. The company annual ly produces 40 million tons of fertilizer. Socio- environmental issues are extremely important for NutriSoil; therefore, the company’s involvement with the environment is a constant con- cern. The NutriSoil production process is presented in summary form in Figure 1. All raw materials come from domestic suppliers and arrive in bulk to NutriSoil by road. The material is crushed by a shredding machine and is sent for composting. Then the nutri- ents and other supplies are blended and the fertilizer goes to the silo where it is stored. Later the weighing is done and the formulation is forwarded to the bagging machines where it is packed. NutriSoil operates in a highly competitive market, where the cost-price factor is crucial. To improve profitability, NutriSoil adopted a simplified version of the Six Sigma process (see Figure 2) in an attempt to reduce production costs. This sketch was developed after meetings with the company owner and with top and middle-level managers. Also, the operators’ concerns were fully considered in the
- 10. definition of all procedures. Define A team was created consisting of operators, pro- duction and quality engineers, the marketing department, and the company owner. This team spent many hours in the production area to collect data and understand the production and packing mode re-evaluated periodically to ensure that the process average has not changed and that process variation has not increased. The minimum recommendation for re-evaluation is six months. The NutriSoil Company implemented a Six Sigma strategy to pursue its goal of reducing costs, which is vital to its survival. The company sought to: • Exert a continuous effort to achieve stable and pre- dictable results of a process (reduction of process variation), which is of vital importance to the suc- cess of a business • Recognize that production and business processes have characteristics that can be measured, analyzed, improved, and controlled • Obtain commitment to improvement from the entire organization, particularly from top management Case Study – NutriSoil Company The name of the NutriSoil Company is fictional to preserve confidential information in an industrial context, but the case is real. NutriSoil is a company that produces and sells organic fertilizer in bulk bags of
- 11. Figure 1 NutriSoil production process diagram Green Waste Destroying Composting Mixing Silage DispatchPacking Big bags 30% 20 kg 50% Bulk 20% • Visual inspection • Manual sorting • Piles formation • Temperature and humidity control • Revolving NutriSoil © 20
- 12. 15 , A SQ Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil – Portugal 52 QMJ VOL. 22, NO. 2/© 2015, ASQ the Pareto diagram to determine the importance of the causes and the cause and effect diagram to detect the causes of variation. Control charts for average (x-bar) and the amplitude (R) were used to determine the assignable causes of variation. Improve A program of organization and standardization, 5S (see Figure 3), was gradually and systematically implemented with a view to increasing the safety and efficiency of labor and productivity. The purpose of the 5S methodology is to improve efficiency through proper disposal of materials (separate what is necessary from the unnecessary), organizing, cleaning and identification of materials and spaces, and maintenance and improvement of the 5S. This methodology develops a systematic plan for sorting, cleaning, and ordering, enabling as a result greater productivity, security, organizational climate,
- 13. and motivation of employees, with the consequent improvement of organizational profitability. A program of buildings and equipment main- tenance, total productive maintenance (TPM), was of fertilizer bags. Team members were encouraged to identify the vital characteristics of the production process based on the “consumer voice.” Measure To determine the defective items that occurred in each production phase, the team was divided into small groups in order to identify the vital procedures of each phase of the production process. A brainstorming ses- sion was conducted to develop the data collection plan. The data for defective products were collected and analyzed in order to measure the current performance in each of the workstations. Before the data collection it was decided to validate the measurement system, namely studying the measurement system’s contribu- tion to the variation in the form of repetition (the same product measured repeatedly by the same instrument) and reproducibility in the process (the same product measured by different operators). Analyze In the analysis of causes for defective items, a classifi- cation of defective items and the respective contribution to the total defective items was made: the authors used Figure 2 Six Sigma process adopted by NutriSoil De�ne Measure
- 14. AnalyzeImprove Control Develop and execute appropriate data collection method Find the root causes of the problem Generate and improve solutions Ensuring the results Understand the problem and its �nancial impact © 20 15 , A SQ
- 15. Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil – Portugal www.asq.org 53 Equation 1 % Defective bags = Number of defective bags × 100 Number of processed bags An additional measure used to assess the evolution of the production process in general was the defective items per unit rate (DIUR) (see Equation 2): Equation 2 DIUR = Total number of defective items found in 20-kg bags Number of processed bags In this introductory phase of the Six Sigma strat- egy, the packaging process of 20-kilogram fertilizer bags deserved special attention, especially those sold in malls with high-quality requirements. It was confirmed that, to avoid noncompliance with the specification 20 kilograms with a tolerable mini- mum variation of 2 percent, there was a need to add additional fertilizer to bags, to respect the weight of the minimum specification, which constituted a significant cost.
- 16. An ABC analysis revealed that the packing process of 20 kilogram fertilizer bags, given that they repre- sent 50 percent of sales and moreover intended for a market extremely demanding in terms of quality con- trol, deserves priority, since there lies an opportunity for improvement that could significantly contrib- ute to an increase of the competitive advantage of NutriSoil and its profitability. also implemented. The objective of this program is to increase both production and morale and employee satisfaction (Ismail 2013; Jain, Bhatti, and Singh 2014). Maintenance is no longer seen as a nonprofit activity, and downtime to perform maintenance began to be scheduled as part of the daily production. The goal is to keep emergency and unplanned maintenance to a minimum. Control Teams were formed to discuss production problems that may cause errors, failures, and defective items. The customer complaints analysis was also used to identify potential problems. The creation of produc- tion process control charts was implemented in order to keep employees aware of their process performance in real time: • p chart : to control the evolution of the fraction of defective 20-kilogram bags • c chart: to measure the evolution of the number of defective items produced per 20-kilogram bag A training program was implemented in each of the production stages with the purpose of bridging the gaps found. To compare the performance of the production
- 17. process before and after the introduction of the Six Sigma strategy, defective products reported by the entire production process made use of the following bench- mark (see Equation 1): Figure 3 5S methodology Source: Adapted from Coutinho (2006) Seiri Clearout and classify Store Sort Seiton Con�gure Shine Seiso Clean and check Standardize Seiketsu Conformity Sustain
- 18. Shitsuke Custom and practice © 20 15 , A SQ Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil – Portugal 54 QMJ VOL. 22, NO. 2/© 2015, ASQ 29,071.72 bags, were packed with a weight below the minimum specification, which corresponded to a cost of reprocessing of 58,143.44 euros. To monitor the process progress and calculate the cp and cpk capability index for the weight of 20-kilogram bags, control charts for average (x-bar) and amplitude (R) were implemented and put next to the bagging machines. Every hour, four bags are randomly packed and inspected and the respective weight is recorded. If more than two bags display underweight according to the minimum specification limit, all bags produced since the last acceptance are retained and corrective actions are taken if necessary.
- 19. In addition, a laborer carefully monitors the pas- sage of the bags on the conveyor belt, and from time to time, removes a bag that weighs less, is torn, or is badly sealed, and puts it in a pile to be reprocessed. In the initial stage of the study the process was consid- ered to be stabilized, but its variability was unable to meet the specifications. The customer may receive more fertilizer but never less than nominal. This excess weight is unnec- essarily expensive. The problem was identified and a versatile team was formed consisting of technical services, plant operators, and quality personnel. The investigation revealed that the filling machine needed improvements and that it was appropriate to develop a training program for employees. The team worked closely with operators to achieve a reduction in pro- cess variation with a consequent improvement. In order to find the causes associated with the high variation of the bag weight, the authors used a cause and effect diagram (see Figure 5). RESULTS Table 1 summarizes the results of the indicators used to assess the impact of the actions taken when imple- menting the Six Sigma strategy. Control charts for 20 kilogram bag weight average (x-bar) and amplitude (R) are presented in Figure 6, before the Six Sigma strategy. Control charts for 20- kilogram bags weight average (x-bar) and ampli- tude (R) after the Six Sigma strategy are presented in Packaging Process:
- 20. Before the Introduction of the Six Sigma Process The packaging process (see Figure 4) consists of two bagging machines and bags 1,008,000 fertil- izer bags annually (a daily average of 3,360 bags) in 20- kilogram plastic bags, which are sold on the market for 15 euros. The problem detected, and the urgent need to act immediately, is that to comply with the minimum specification NutriSoil is filling the bags with an average of 20.93 kilograms, which equates to an annual waste of 699,693.67 euros; that is, 46,646 bags are held back, and 90.74 percent of all bags produced are overweight. However, it is generally recognized that for the company to remain competitive and profitable the overfilling should be minimized. The specifications are imposed by legal rules, so the bags must contain at least more than 19.6 kilograms of fertilizer. Bags that do not meet the minimum speci- fications are again inserted for reprocessing into the production process, resulting in average unit cost of 2 euros. In addition, bags found on the market weigh- ing less than the minimum specification are subject to heavy fines, and 2.88 percent of the bags, that is, Scale Silo Filling Machine Figure 4 Weighing and packaging process of 20-kilogram bags © 20
- 21. 15 , A SQ Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil – Portugal www.asq.org 55 DISCUSSION The introduction of the Six Sigma strategy in NutriSoil resulted in considerable savings, which allowed the company to improve its competitive advantage. The increased cpk index (from a low value Figure 7. Figure 8 shows the p control chart, for fraction of defective produced 20-kilogram bags, for a period of one year of the Six Sigma strategy. Figure 9 shows the c control chart, used to monitor the evolution of the total number of defective items per 20-kilogram bag for the one-year period of the Six Sigma strategy. Table 1 Metrics employed Key metrics employed Before the introduction of Six Sigma After the introduction of Six Sigma Improvement (%) Percent of defective bags produced 4.50 2.17 51.77 Defective items per unit rate (DIUR) 4.24 2.12 50.00
- 22. cpk – Process capability 0.63 1.02 61.90 Process average (kg) 20.93 20.05 4.20 Process standard deviation (kg) 0.70 0.15 78.90 Percent of bags weighing more than 20 kg 0.907 0.6337 30.20 Percent of bags weighing below the minimum specification – 19.60 kg 0.0288 0.0011 96.10 Bags lost per year – overweight 46,646.24 2,542.88 94.50 Cost (€) of extra weight – 20 kg bags 699,693.67 38,143.16 94.50 Bags under weight – year 29,071.72 1,142.82 96.10 Cost (€) of underweight – 19.60 kg bags 58,143.44 2,285.65 96.10 Percent of machine downtime 5% 3% 40.00 Percent of work-related accidents 1% 0.2% 80.00 Figure 5 Cause and effect diagram for the weighing and packaging process of 20-kilogram bags OperatorScale Packing machines Work environment Overweight bags Work conditionsWholesomeness conditions Cleaning
- 24. Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil – Portugal 56 QMJ VOL. 22, NO. 2/© 2015, ASQ Figure 6 Chart for 20-kilogram bag weight average and amplitude before the Six Sigma strategy 22.50 UCL = 21.97 LCL = 19.99 X = 20.93 22.00 21.50 21.00 20.50 20.00 19.50 19.00 1 3 5 7 9 11 13 15 17 19 21 23 25 = Sample Control chart for average A ve
- 25. ra ge (k g) 3.50 UCL = 3.28 LCL = 0.00 R = 1.44 3.00 2.50 2.00 1.50 1.00 0.50 0.00 1 3 5 7 9 11 13 15 17 19 21 23 25 — Sample Control chart for range Ra ng e (k g)
- 26. Figure 7 Chart for average and amplitude after a year of the Six Sigma strategy 20.40 UCL = 20.27 LCL = 19.83 X = 20.05 20.30 20.20 20.10 20.00 19.90 19.80 19.70 19.60 1 3 5 7 9 11 13 15 17 19 21 23 25 = Sample Control chart for average A ve ra ge (k
- 27. g) 0.80 UCL = 0.69 LCL = 0.00 R = 0.30 0.70 0.60 0.50 0.40 0.30 0.10 0.20 0.00 1 3 5 7 9 11 13 15 17 19 21 23 25 — Sample Control chart for range Ra ng e (k g) ©
- 28. 20 15 , A SQ © 20 15 , A SQ Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil – Portugal www.asq.org 57 Figure 8 p chart at the beginning and the end of a period of one year of the Six Sigma strategy 0.090 UCL = 0.078 LCL = 0.011 p = 0.045 0.080 0.070 0.060 0.050
- 29. 0.040 0.030 0.010 0.020 0.000 1 3 5 7 9 11 13 15 17 19 21 23 25 — Sample Initial p-chart Fr ac tio n of n on co nf or m iti es (p
- 30. ) 0.050 UCL = 0.045 LCL = 0.00 p = 0.0217 0.045 0.040 0.035 0.030 0.025 0.010 0.005 0.015 0.020 0.000 1 3 5 7 9 11 13 15 17 19 21 23 25 — Sample Final p-chart Fr ac tio n
- 31. of n on co nf or m iti es (p ) Figure 9 c chart at the beginning and the end of a period of one year of the Six Sigma strategy 16 UCL = 10.417 LCL = 0.000 c = 4.24 14 12 10 8 6 4 2
- 32. 0 1 3 5 7 9 11 13 15 17 19 21 23 25 — 20-kg bags Initial c-chart N um be r of n on co nf or m iti es p er b ag
- 33. 9 UCL = 6.488 LCL = 0.000 c = 2.120 8 7 6 5 4 1 2 3 0 1 3 5 7 9 11 13 15 17 19 21 23 25 — 20-kg bags Final c-chart N um be r of n
- 34. on co nf or m iti es pe r ba g © 20 15 , A SQ © 20 15 , A SQ Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil –
- 35. Portugal 58 QMJ VOL. 22, NO. 2/© 2015, ASQ weight lower than that mentioned in the specifica- tions against an initial 28.84. • The inclusion of p control charts for each stage of the production process kept employees aware of the performance of their process in real time and was crucial in improving the defective bags produced fraction of 51.34 percent. • Using the c control chart helped in reducing the number of defective items per bag from 4.24 defec- tive items to 2.12, which was an improvement of 50 percent. The 5S program of organization and standardiza- tion tidied up the workplace, storage in particular, resulting in an 80 percent decrease in work-related accidents, which had as a consequence decreased absenteeism and increased worker morale. Implementing the Six Sigma strategy provided sev- eral valuable lessons when promoting new projects. First, it was necessary to educate management that investing in quality means increasing the cost of produc- tion. This barrier was overcome by showing the NutriSoil owner the savings achieved. Also, management had to be shown that 5S tidied the factory, which reduced accidents and reduced the idle time of machines and operators. This in turn generated savings. A training plan that included all NutriSoil employees was necessary to overcome active resistance to change. Employee anxi- ety triggered by change was minimized with an effective
- 36. communication campaign. The communication began with an explanation of the Six Sigma strategy; why the company adopted it; the anticipated benefits of imple- menting Six Sigma; dissipation of fears by explaining the development plan; how the employees would be affected; and what training and support was available: • Communication of the training plan, training schedule, and reporting of training evaluation, as well as the benefits of implementing the project, proved to be highly motivating. • The improvements already made were publicly rec- ognized and celebrated in order to maintain and strengthen the commitment to Six Sigma. Capitalizing on this progress, the NutriSoil Company is launching the certification process based of 0.63 to 1.02) for the of the 20-kilogram bags was an improvement of 60.8 percent. This demonstrates the value of Six Sigma for SMCs. Using Six Sigma in the process of packing 20-kilogram bags, annual sav- ings in the order of 717,408.31 euros were achieved, corresponding to 4.74 percent of the sales value for this type of product. Managers accepted that the Six Sigma strategy combined with the 5S procedure created, for one year, above all, a change in the orga- nizational culture of NutriSoil. Today the authors can perceive in NutriSoil a greater sense of participation, commitment, and awareness of the importance of working in order to exceed the requirements of the consumer. The involvement and commitment of all employees, measured by absenteeism and voluntary turnover,
- 37. facilitated the implementation of the Six Sigma strat- egy both within the production process and in the reduction of defective items that occur in the final product. Specific gains of NutriSoil were: • Reduced variation in bag weight from 0.70 kilo- grams to 0.15 kilograms, that is, a decrease of 78.9 percent. The control charts for average (x-bar) and amplitude (R) introduced in the packaging process helped to determine and correct the root causes of abnormal variation and improvement on this process. The weighing and bagging machines, in particular, were subjected to significant improve- ments. TPM was determinant in increasing productivity while increasing the morale of employ- ees and their job satisfaction. The time machine downtime due to breakdown decreased from 5 per- cent to 3 percent, in particular because of properly scheduled preventive maintenance. • The average weight of the bags went from 20.93 to 20.05 kilograms, which equates to an annual sav- ing of 661,550.51 euros. Currently, 2,542.88 bags are wasted due to overfilling, compared to the initial 46,646.44. • There was a reduction in the number of the bags weighing less than the minimal weight. This resulted in savings of 55,857.79 euros in repro- cessing costs and a decrease in the probability of paying fines. Only 1.13 per thousand bags had a Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil –
- 38. Portugal www.asq.org 59 Coutinho, A. 2006. Técnicas de melhoria 5S’s – O que são? Quando se Utiliza e Principais Benefícios. São Paulo, Brazil: L Teixeira & Melo, Ltda. Dedhia, N. S. 2005. Six Sigma basics. Total Quali ty Management 16, no. 5:576-574. Evans, J., and W. M. Lindsay. 2005. An introduction to Six Sigma & process improvement. Stamford: Cengage Learning. Feo, J., and Z. Bar-El. 2002. Creating strategic change more efficiently with a new design for Six Sigma process. Journal of Change Management 3, no. 1:60-80. Franken, B. 2007. How to explain Six Sigma by using the profit triangle. Available at: www.iSixSigma.com/library/content/. Harmon, P. 2010. Business process change: A guide for business managers and BPM and Six Sigma professionals. Burlington, MA: Morgan Kaufmann. Harry, M. J. 1998. Six Sigma: A breakthrough strategy for profit- ability. Quality Progress (May). The History of Six Sigma. 2007. Available at: http://europe.i- sixsigma.com/library/content/c020815a.asp. Ismail, N., et al. 2013. Overall equipment effectiveness improve-
- 39. ment through total productive maintenance in assembly cell. International Journal of Customer Relationship Marketing and Management (IJCRMM) 4, no. 1:13-27. Jain, A., R. Bhatti, and H. Singh. 2014. Total productive main- tenance (TPM) implementation practice: A literature review and directions. International Journal of Lean Six Sigma 5, no. 3:293-323. Kumar, P. 2002. Six Sigma in manufacturing. Productivity 43, no. 2 (July-September):196-202. Lucier, G., and S. Sheshadri. 2001. GE takes Six Sigma beyond the bottom line. Strategic Finance 82, no. 11:101-104. Magnusson, K., D. Kroslid, and B. Bergman. 2003. Six Sigma – The pragmatic approach. Scandinavia: Lund Studenlitteratur. McClusky, R. 2000. The rise, fall, and revival of Six Sigma. Measuring Business Excellence 4, no. 2:6-17. Montgomery, D. 2009. Introduction to statistical quality control. New York: John Wiley & Sons (Asia), Pte, Ltd. Nanda, V., and J. Robinson. 2011. Six Sigma. New York: McGraw Hill Companies. Pande, P., R. Neuman, and R. Cavanagh. 2003. The Six Sigma way – How GE, Motorola and other top companies are honing their performance. New Delhi: Tata McGraw-Hill. Ray, S., and P. Das. 2009. Improving efficiency and effectiveness of APQP process by using DFSS tolls. International Journal of Six
- 40. Sigma and Competitive Advantage 5, no. 3:222-236. on ISO 9001:2008, and living up to its respect for the environment; they would like to obtain environmental certification ISO 14001 – Environmental Certification, in the short to medium term. CONCLUSIONS The Six Sigma program combined with 5S proved to be an effective, simple way to design and improve a productive process. By following these systematic lean approaches, and applying them to Nutrisoil, the authors achieved not only a substantial reduction in costs and in the work-related accident rate, but also a decrease in turnover and absenteeism in a relatively short period of time. Further research is needed to evaluate the effec- tiveness of these approaches in other SMEs in various settings. The main difficulty encountered was the owners’ resistance to sharing decision-making power. This was overcome by demonstrating how Six Sigma generated money for the company. The Nutrisoil owner said after implementation that “a change is visible in the organizational culture of NutriSoil, based on the ‘consumer voice’ and the adoption of the best practices, allowing the company to face the future with more optimism.” REFERENCES Antony, J. 2011. Assessing the status of Six Sigma implementa- tion in the UK manufacturing small and medium-sized enterprises. Available at: http://www.gcal.uc.uk/.
- 41. Antony, J., and R. Banuelas. 2002. Key ingredients for the effec- tive implementation of Six Sigma program. Measuring Business Excellence 6, no. 4:20-27. Antony, J., M. Kumar, and C. N. Madu. 2005. Six Sigma in small and medium sized UK manufacturing enterprises: Some empirical observations. International Journal of Quality and Reliability Management 22, no. 8:860-874. Brewer, P., and J. Eighme. 2005. Using Six Sigma to improve the finance function. The Journal of Finance 87, no. 7:27-33. Buss, P., and N. Ivey. 2001. Dow Chemical design for Six Sigma rail delivery project. In Proceedings of the 2001 Winter Simulation Conference, 1248-1251. Calcutti, T. 2001. Why is Six Sigma so successful? Journal of Applied Statistics 28, no. 3/4:301-306. Achieving Customer Specifications Through Process Improvement Using Six Sigma: Case Study of NutriSoil – Portugal 60 QMJ VOL. 22, NO. 2/© 2015, ASQ Ray, S., and P. Das. 2010. Six Sigma project selection meth- odology. International Journal of Six Sigma and Competitive Advantage 1, no. 4:293-309. Rodriguez, R. N. 1992. Recent developments in the process capa- bility analysis. Journal of Quality Technology 24, no. 4:176-
- 42. 187. Rudissil, F., and D. Clary. 2004. The management accountant’s role in Six Sigma. Strategic Finance 85, no. 5:35-39. Toussaint, J., and R. Gerard. 2010. On the mend. Cambridge MA: Lean Enterprise Institute. Weiner, M. 2004. Six Sigma. Communications World 21, no. 1:26-29. Wessel, G., and P. Burcher. 2004. Six Sigma for small and medium-sized enterprises. The TQM Magazine. Bedford, UK. 16(4), 264-272. Womack, J. 2011. Gemba walks. Cambridge, MA: Lean Enterprise Institute, Inc. Wright, J. N., and R. Basu. 2008. Project management and Six Sigma: Obtaining a fit. International Journal of Six Sigma and Competitive Advantage 4, no. 1:81-94. Wu, C. W., W. L. Pearn, and S. Kotz. 2009. An overview of theory and practice on process capability indices for qual- ity assurance. International Journal of Production Economics 117:338-359. Wu, C. W. 2008. Assessing process capability based on Bayesian approach with subsamples. European Journal of Operations Research 184:207-228. Zucker, D. 2007. Integrating project management into a Six Sigma System, August 2011. BIOGRAPHY
- 43. Amândio Pereira Baía is a professor in the management depart- ment at Guarda Polytechnic. He has a master’s degree in industrial management from Clemson University, and a doctorate in statistics and operational research from Coventry University in England. He can be reached by email at [email protected] mailto:[email protected] Urinary Obstruction Case Studies The 57-year-old patient noted urinary hesitancy and a decrease in the force of his urinary stream for several months. Both had progressively become worse. His physical examination was essentially negative except for an enlarged prostate, which was bulky and soft. Studies Results Routine laboratory studies Within normal limits (WNL) Intravenous pyelogram (IVP) Mild indentation of the interior aspect of the bladder,
- 44. indicating an enlarged prostate Uroflowmetry with total voided flow of 225 mL 8 mL/sec (normal: >12 mL/sec) Cystometry Resting bladder pressure: 35 cm H2O (normal: <40 cm H2O) Peak bladder pressure: 50 cm H2O (normal: 40-90 cm H2O) Electromyography of the pelvic sphincter muscle Normal resting bladder with a positive tonus limb Cystoscopy Benign prostatic hypertrophy (BPH) Prostatic acid phosphatase (PAP) 0.5 units/L (normal: 0.11-0.60 units/L) Prostate specific antigen (PSA) 1.0 ng/mL (normal: <4 ng/mL) Prostate ultrasound Diffusely enlarged prostate; no localized tumor Diagnostic Analysis
- 45. Because of the patient’s symptoms, bladder outlet obstruction was highly suspected. Physical examination indicated an enlarged prostate. IVP studies corroborated that finding. The reduced urine flow rate indicated an obstruction distal to the urinary bladder. Because the patient was found to have a normal total voided volume, one could not say that the reduced flow rate was the result of an inadequately distended bladder. Rather, the bladder was appropriately distended, yet the flow rate was decreased. This indicated outlet obstruction. The cystogram indicated that the bladder was capable of mounting an effective pressure and was not an atonic bladder compatible with neurologic disease. The tonus limb again indicated the bladder was able to contract. The peak bladder pressure of 50 cm H2O was normal, again indicating appropriate muscular function of the bladder. Based on these studies, the patient was diagnosed with a urinary outlet obstruction. The PAP and PSA indicated benign prostatic hypertrophy (BPH). The ultrasound supported that diagnosis.
- 46. Cystoscopy documented that finding, and the patient was appropriately treated by transurethral resection of the prostate (TURP). This patient did well postoperatively and had no major problems. Critical Thinking Questions 1. Does BPH predispose this patient to cancer? 2. Why are patients with BPH at increased risk for urinary tract infections? 3. What would you expect the patient’s PSA level to be after surgery? 4. What is the recommended screening guidelines and treatment for BPH? 5. What are some alternative treatments / natural homeopathic options for treatment? Inflammatory Bowel Disease Case Study The patient is an 11-year-old girl who has been complaining of intermittent right lower quadrant pain and diarrhea for the past year. She is small for her
- 47. age. Her physical examination indicates some mild right lower quadrant tenderness and fullness. Studies Results Hemoglobin (Hgb), 8.6 g/dL (normal: >12 g/dL) Hematocrit (Hct), 28% (normal: 31%-43%) Vitamin B12 level, 68 pg/mL (normal: 100-700 pg/mL) Meckel scan, No evidence of Meckel diverticulum D-Xylose absorption, 60 min: 8 mg/dL (normal: >15-20 mg/dL) 120 min: 6 mg/dL (normal: >20 mg/dL) Lactose tolerance, No change in glucose level (normal: >20 mg/dL rise in glucose) Small bowel series, Constriction of multiple segments of the small intestine Diagnostic Analysis The child's small bowel series is compatible with Crohn disease of the small intestine. Intestinal absorption is diminished, as indicated by the
- 48. abnormal D-xylose and lactose tolerance tests. Absorption is so bad that she cannot absorb vitamin B12. As a result, she has vitamin B12 deficiency anemia. She was placed on an aggressive immunosuppressive regimen, and her condition improved significantly. Unfortunately, 2 years later she experienced unremitting obstructive symptoms and required surgery. One year after surgery, her gastrointestinal function was normal, and her anemia had resolved. Her growth status matched her age group. Her absorption tests were normal, as were her B12 levels. Her immunosuppressive drugs were discontinued, and she is doing well. Critical Thinking Questions 1. Why was this patient placed on immunosuppressive therapy? 2. Why was the Meckel scan ordered for this patient? 3. What are the clinical differences and treatment options for Ulcerative Colitis and Crohn’s Disease? (always on boards) 4. What is prognosis for patients with IBD and what are the follow up recommendations for
- 49. managing disease? Making the Case for Quality Process Management Approach Reduces Scrap, Saves Alcoa Millions • A team at Alcoa Power and Propulsion sought to improve product quality, reduce waste and inefficiency, and cut costs. • To achieve these goals, the team developed and implemented a structured process management approach across the business unit. • By defining and then standardizing key processes, the unit minimized variation, shared best practices, and sustained improvements. • The project improved customer satisfaction, reduced costs of poor quality, and saved millions of dollars.
- 50. • The team was named a finalist in ASQ’s 2015 International Team Excellence Awards competition. At a Glance . . . As Alcoa Power and Propulsion sought to minimize manufacturing process waste, inefficiency, and related expenses, two key findings caught the attention of the business unit’s executive leadership team. Customer satisfaction surveys revealed 60 percent of respondents held an unfavorable or neutral opinion of the unit, while at the same time, internal quality measures revealed the business unit recorded the highest levels of scrap in the organization for the year. The findings represented a significant opportunity, but improvement would require rapid deployment in a methodical, deliberate, and sustainable manner. About Alcoa Power and Propulsion Alcoa Power and Propulsion (APP), a unit of New York City- based Alcoa Inc., is divided into three segments: structural castings and special products, industrial
- 51. gas turbine airfoils, and aerospace airfoils. This business unit serves the defense, energy, aerospace, and industrial markets, where its products are used in military and commercial aircraft engines as well as power-generation turbines. Additional products and services include molds, hot isostatic pressings, specialty coatings and tools, as well as machinery. APP operates 25 production facilities around the world, employing more than 9,000 people. Working to Improve Processes The APP leadership team discovered scrap and rework issues were resulting in high customer claims and delivery issues, therefore they sought solutions for significant reductions to scrap levels to improve delivery, rework, and customer satisfaction. In the past, substantial scrap level decreases were thought to be unattainable because casting is a particularly complex process (see the sidebar, The Investment Casting Process, for more details) with many sources of variation. In late 2011, APP’s quality focus shifted toward sustainable and continuous process improvement, particularly at nine of the unit’s super alloy foundries (five in the United States, three in Western Europe, and one in Japan). While these foundries were the starting point for the initiative because they recorded the highest levels of scrap, the ultimate goal for APP was to create a sustainable solu- tion for deployment at the plant level by mid-2012. The right solution would need to capture and by Janet Jacobsen
- 52. May 2016 ASQ www.asq.org Page 1 of 5 ASQ www.asq.org Page 2 of 5 communicate tribal knowledge as well as monitor capable processes. Creating a new approach could directly impact financial performance by reducing scrap, rework, and returns. Identifying Stakeholders and Building the Team One of the first steps in forming a project improvement team was to identify stakeholder groups from which team members would be selected. The following stakeholders were included: • Internal groups: engineering process owners, business unit and site managers, operations personnel, and members of the quality staff. • External groups: Alcoa and the business unit’s customers.
- 53. Once these groups were determined and the required knowledge and skills for each group identified, skill and knowledge gaps were identified. For example, the engineering process owners needed training on the DMAIC method, while the quality group required additional training on the audit process. Corporate quality staff provided introductory training on the organization’s process manage- ment methodology, and APP created a Six Sigma training class for its engineers. It made sense to build upon already-existing team structures and working relation- ships at APP where there are business unit process owners and corresponding plant process owners. The improvement project’s deployment team included members from these process owner groups. The project goal was to develop a sustainable methodology to reduce the APP scrap rate by 10 percent year over year by June 2012, as depicted in Figure 1. The team was to develop manufacturing process models for key areas, validate the methodol- ogy at pilot locations, and then prepare a full implementation plan. Analyzing the Opportunity When analyzing the improvement opportunity at hand, the team quickly realized the
- 54. part-focused scrap reduction methodology, which had been used for years, reached the point of diminishing returns. To achieve the additional scrap reductions required to meet the stated goal, process stability became the new focus. Since the investment casting process includes several complex steps, the team cre- ated process maps to identify, understand, and analyze each step for its savings potential. Pareto charts helped illustrate the contribution of each step to the overall scrap rate. Brainstorming, scrap rates, and defect data were used to identify potential The majority of APP’s business is related to its investment casting process, which includes the following steps: • APP receives a design from one of its customers, and through a collaborative process, the proper shape of the casting is determined. • A die is constructed, usually in wax, to produce the pattern. • This wax die is then assembled into a cluster to produce multiple castings economically through a single pour of molten alloy. • The wax cluster process continues as a ceramic slurry is applied, followed by ceramic sand, and then into the controlled drying step until the
- 55. desired shell thickness is achieved. • The wax is then melted out and the resulting shell is fired to create a hard ceramic ready for casting. Selective insulation that eliminates casting defects, such as micro-shrinking, may be applied at this point before the shell proceeds to the casting stage. • During the casting step, metal is melted under vacuum to maintain purity. Once melted, the mold is loaded through a vacuum-lock system. • After the mold is cast, the gating is removed and the castings move through the post-cast operations and quality inspection. • Once approved, the certified casting is shipped to the customer. THE INVESTMENT CASTING PROCESS This is the casting portion of the investment casting process. Pe rc en t Year
- 56. 2011 2012 2013 Figure 1: Desired Scrap Trend Across APP ASQ www.asq.org Page 3 of 5 improvement opportunities within the process. In addition, the team utilized scrap rates at each APP location to search for potential savings. Scrap by point-of-cause data was analyzed within each process area to determine which processes held the greatest savings potential. In addition to pinpointing spe- cific processes for improvement, quality tools such as Pareto analysis were also useful in determining which plants to tar- get for early implementation. At the outset, the project scope was quite broad—global business unit scrap reduction—a hefty challenge. After reviewing the data and securing buy-in from leadership, the improvement team narrowed the scope to focus on the great- est opportunities—the wax, shell, and cast manufacturing operations of nine selected locations. Although the scope was now more narrowly focused, the challenge was still immense, requiring the engagement of the entire operation. At this point, team membership grew
- 57. to include additional process owners, engineers, quality staff, operations, and leadership personnel from plants involved in the project. Developing Solution s Because the nine APP locations for this improvement initiative were located around the world, it was imperative to create a cohesive language that could tie all the foundry processes together. This common language was necessary for not only deploying the methods and tools, but also identifying the key operations and sub-processes at various plants for comparative and benchmarking purposes. Process-mapping exercises, shop-floor interviews, brainstorming sessions, and benchmarking studies generated data to help develop potential solutions.
- 58. The data was first used for comparing Alcoa plants with similar processes and improvement requirements. The com- pany saved $20 million at seven Alcoa plants that had implemented process management initiatives. These results inspired the improvement team to pursue a similar approach within APP. The left portion of Figure 2 depicts a typical plant-based approach to process improvement where efforts are confined. In contrast, the right side of Figure 2 shows how an integrated approach involving plants throughout the BU enables the sharing of approaches with common templates and coordinated plant projects. The new approach would Figure 2: Potential Implementation Approaches for Process Management Directive Plant 3 Plant 2
- 59. Plant 1 Coordinated pilot plant projects Pilot efforts well-supported Ef cient local leveraging Common process map template Integrated BU-wide approach Plant 3 Plant 2 Plant 1 Independent plant projects Wasteful duplicated efforts Poor leveraging Independent process maps
- 60. Traditional plant-based approach ASQ www.asq.org Page 4 of 5 leverage one plant’s independent ideas by sharing its solutions across the entire business unit to spur global improvement. This business-unit approach also enabled process owners to transfer technical details through a common language that was lacking in the past, and to build a collaborative culture. The team developed a three-stage plan to implement its process management approach. The first stage involved pilot plants; the second fast-follower plants; before finally, implementation to a broad business-unit approach. This three-stage rollout provided data that team members used to validate the efficiency and speed of the shared and integrated approaches. The key to incorporating solutions throughout the busi- ness unit was a structured, common process model, which incorporates the tools recognized as the best-suited means
- 61. to get processes in control, and to identify key operations and sub-processes at multiple plant locations. Utilizing this process management approach, as illustrated in Figure 3, would increase sustainability through manage- ment review, quality audits, rigorous control plans, and a focus on the correct variables. The process management solution was validated through the pilot and fast-follower stages. For example, one of the pilot-stage plants deployed a new casting/mold wrap process and demonstrated a 30 percent reduction in related scrap in just three months. Then a fast-follower plant used the same new process as the pilot plant and achieved similar scrap reduction results, but this time within just 30 days. This demonstrated that lessons learned at one plant advance the process management efforts at other locations when similar process improve- ments are implemented. Initial assessment Identi�cation of key processes and process managers
- 62. Audit and management review Sustain the gains Process improvement In control, capable, and sustainable Yes No Figure 3: Alcoa Process Management Approach Overcoming Resistance During the team’s initial analysis members discovered a few
- 63. areas of resistance, including: • Concerns regarding the availability of resources, particularly the ability for employees to handle the new initiative while still meeting production goals. • Stakeholders at various levels lacked a sense of urgency and showed some hesitancy about making changes. • Because the process management approach was a nontraditional method for reducing scrap, a change in culture would be essential to inspire employees to embrace the new process-focused method. The team understood providing information and education was vital to achieve positive change, so the process management model includes routine communication such as holding team-building meetings and shar- ing monthly process audit databases. Resistance was also mitigated by
- 64. engaging the entire workforce in the new process management approach. Examples included employees who helped by defining improvement opportunities, planning and prioritization activities, participating in kai- zen events, as well as establishing and executing control plans. Exceeding Goals and Realizing Additional Benefits Once the pilot and fast-follower stages were completed, APP imple- mented the process management model throughout the business unit. While the initial project goal was to reduce scrap by 10 percent year over year, those expectations were exceeded by more than $20 mil- lion in improvements from the three key areas: wax, shell, and cast. Tyrus Hansen, APP team lead, said reductions in scrap and other costs of poor quality continue year over year, as highlighted in APP’s Quality Index, shown in Figure 4.
- 65. Specific examples of dramatic cost savings include: • A 77 percent improvement in wax expenses in one department at one plant, which resulted in a $38,000 annual savings. • A sub-process involving shell weight control to reduce material costs at one production facility resulted in a 21 percent improvement and an annual savings of $400,000. • A sub-process of the cast/wrap step reduced scrap and rework expenses by more than 30 percent, approximately $750,000, at one location. Not only did the new approach lower scrap rates, but it also reduced rework activities and customer returns, leading to more on-time deliv- ery and higher levels of customer satisfaction. At the outset of this project, all nine plants involved in the pilot were rated in the poor performance category, but since that time, all of the
- 66. manufacturing locations have fully integrated the process management approach. An unexpected benefit of the work was an improved workforce devel- opment. Many team members completed training and then gained ASQ www.asq.org Page 5 of 5 valuable experience with basic problem-solving tools—new skills that enabled employ- ees to operate in a more proactive, process-focused manner. Members of the improvement team learned valuable lessons throughout the project, but Hansen said the biggest lesson centered on discipline as team members realized, “If we maintain the discipline, quality will improve,” he said. “The proactive work minimizes the time spent managing problems and fighting fires.”
- 67. Sustaining the Momentum The APP process management models for the wax, shell, and cast operations were revised to reflect the new approach. These models were deployed through the process owner group at each APP location. Results are measured and reported at the process and sub-process levels with metrics directly linked to each location’s business case. Reports and feedback soon became more proactive and process- focused rather than reactive and problem-focused as was the case before this improvement initiative. To ensure the new process management approach remains sustainable and continues to perform to expectations, APP implemented a number of controls, including: • The business case must drive all activities associated with this approach and the activities are measured for impact. • A reporting structure was created to communicate specific
- 68. details on a regular basis. • All efforts are recorded and included in the business unit manuals and audit tools. As APP continued to implement the process management approach, the business unit realized further benefits, such as: • By emphasizing control of the entire process, additional operators and supervisors are engaged in more proactive roles. • The workforce is more satisfied and engaged due to greater stability, education, and structure. • With fewer daily “firefighting” activities, time to focus on key process metrics for employees increases, triggering reactions before issues become scrap problems. GOAL reduction from 2013 6.59%
- 69. Reduction from 2013 9.23% GOAL reduction from 2012 7.74% Reduction from 2012 17.24% GOAL reduction from 2014 19.22% Reduction from 2014 2.11% Represents millions of dollars of opportunity
- 70. Actual 2012 Projected 2013 Actual 2013 Projected 2014 Actual 2014 Projected 2015 Actual 2015 Figure 4: APP Quality Index Trend from 2012 to 2015 Sharing the Team’s Story
- 71. The team has devoted a great deal of time in sharing its success story with others. Within Alcoa, the model used in this project now serves as the corporate standard and is being applied at various locations and business units around the globe with similar results. The team’s effort was also highlighted at the 2014 Alcoa Corporate Process Management Network Conference and was a can- didate in the 2013 Alcoa Corporate Impact Award Competition. At the prompting of Alcoa’s cor- porate quality department, the team entered its project into the ASQ 2015 International Team Excellence Award (ITEA) competition. The project was named a finalist, and this recognition enabled members of the team to share APP’s proven process management approach during the World Conference on Quality and Improvement. For More Information
- 72. • For additional information on Alcoa Power and Propulsion, visit the organization’s website at www.alcoa.com. • To learn more about this project from a team interview, watch this video http://videos.asq.org/alcoa- six-sigma-and-teams. • To view more examples of successful improvement projects in quality, visit the ASQ Knowledge Center at asq.org/knowledge-center/ case-studies. • Learn more about the International Team Excellence Award Process by visiting the official website at asq.org/wcqi/team-award/index.aspx. About the Author Janet Jacobsen is a freelance writer
- 73. specializing in quality and compliance topics. A graduate of Drake University, she resides in Cedar Rapids, IA. www.alcoa.com http://videos.asq.org/alcoa-six-sigma-and-teams http://videos.asq.org/alcoa-six-sigma-and-teams http://asq.org/knowledge-center/case-studies http://asq.org/knowledge-center/case-studies http://asq.org/wcqi/team-award/index.aspx ASQ www.asq.org Page 1 of 5 Making the Case for Quality February 2017 by Sivaram Pandravada and Thimmiah Gurunatha Using Exploratory Data Analysis to Improve the Fresh Foods Ordering Process in Retail Stores
- 74. With the abundance of data now available in the information era, data science offers significant opportunities to complement quality approaches to problem solving and continuous improvement. Unfortunately, as Roger D. Peng and Elizabeth Matsui point out in their book, The Art of Data Science, “Data analysis is hard, and part of the problem is that few people can explain how to do it.”1 Quality professionals may find that applying the principles of data science is not always as straightforward and formulaic as they would like. In illustrating how explorative data analysis and basic statistics helped a grocery chain reduce inefficiencies in its retail inventory and ordering process, this case study presents a real-world example of how the thought processes of data scientists can contribute to quality practice. Once the chain saw the difference that the data-based approach made in targeting waste and ineffi- ciency in one store, it successfully replicated its process improvements to increase profitability throughout the organization. The project approach and lessons learned can also be applied in other retail settings.
- 75. A data science approach to assessing the problem The short shelf lives of fresh foods along with fluctuating consumer demand had been causing a European retail chain’s stores to hold clearance sales with zero or negative margin or to write off some inventory as “shrinkage.” Annually, the problem of shrinkage accounted for revenue losses of up to 20 percent. Although the ordering process was automated, the algorithm was better suited to articles with lon- ger shelf life (>90 days); hence, department managers would often overwrite the automatic system and place orders manually. There were thousands of stock keeping units (SKUs) and no defined tolerance limits to manage stock and shrinkage across various stores. The organization needed an approach for monitoring and controlling this waste. Granular data is key to accurate and productive problem assessment. When it is not available, significant time goes into defining metrics and capturing measurements before analysis can begin.
- 76. With the prevalence of sophisticated database management systems, the trick becomes extract- ing information based on the questions that need to be answered to gain a better understanding of any problem. For the problem of shrinkage, using data science and lean Six Sigma started with two questions: • The short shelf lives of fresh foods along with fluctuating consumer demand meant that a European retail chain’s stores often had to hold clearance sales with zero or negative margins or write off inventory. • Explorative data analysis and basic statistics helped the chain identify and reduce inefficiencies in its inventory and ordering process, minimizing the gap between quantities sold
- 77. and quantities ordered. • Rainbow statistical process control (SPC) charts, a variation on traditional SPC, helped ensure ongoing monitoring of the stock-to-sales ratio and triggered corrective action in real time, bringing sustainable results within three months. At a Glance . . . http://www.asq.org ASQ www.asq.org Page 2 of 5 Question 1: What are we trying to optimize in this project? Answer: The team seeks to decrease shrinkage in fresh food divisions and also decrease the use of discount sales that lead to reduced margins.
- 78. Question 2: What factors have the most effect on shrinkage and discount sales? Answer: Shrinkage and discount sales occur as a result of excess inventory in stores because of improper ordering pro- cesses. Key factors to study include the following: • Identify the biggest contributing categories and departments leading to high shrinkage and discount sales • Quantify the demand or conduct a sales study of these articles by number of SKUs • Quantify the supply or purchase of these articles by number of SKUs • Review gaps in the current ordering process leading to supply versus demand mismatch The Japanese concept of muda, which translates to “waste” or “any activity that consumes resources but creates no value for the customer,” provided direction for the team’s next task of identifying and reducing waste to improve process efficiency. Pareto analysis helped the team understand which categories
- 79. and SKUs were contributing to 80 percent of shrinkage and dis- count sales and prioritize them for improvement. Exploratory data analysis The team used data analytics and lean Six Sigma tools to iden- tify and implement corrective action that would reduce waste and improve the ordering process. Targeting the SKUs that were contributing significantly to high shrinkage and discount sales, the team started with analysis of the daily unit sales of one fresh food SKU with a shelf life of five days and the high- est shrinkage component within the fresh food category. The histogram data in Figure 1 show daily sales in one store where there was maximum shrinkage due to this fresh food SKU. One observation that immediately stands out is that the sales data appear to be normally distributed if three data points for times when demand was an outlier are omitted from consideration. The distribution is good news from a modeling perspective and in terms of predictability. In Figure 1, it is also easy to see that out of 225 days, the store sold its highest quantities on only a small percentage of days:
- 80. • ≥ 280 sold on only 19 days • ≥ 320 sold on only nine days • ≥ 400 sold on only two days Figure 2 presents a histogram for quantities ordered for this same SKU. Reviewing alongside the data on quantities sold leads to a few notable takeaways: • The ordering quantity did not follow a normal distribution, even though the process is within the control of the stores • Out of 142 orders placed for the same time period of 225 days, approximately 80 were for quantities ≥ 300 • Department managers were particularly surprised by the fact that approximately 56 percent of the time, an order was placed for a quantity that sold only 4 percent of the time A simple comparison of the sales and order quantities summarized by weekday should give any process owner many subsequent questions to ask the department manager 56
- 81. 50 31 10 6 1 1 0 0 0 0 1 40 21 8 80 30 20 10 0
- 82. 40 50 60 160 240 320 400 480 560 Fr eq ue nc y Quantity sold 36 51 7
- 83. 2 0 1 11 0 0 3 0 21 0 02 3 5 00 01 0 30 20 10
- 84. 0 40 50 75 150 225 300 375 450 Fr eq ue nc y Quantity ordered Figure 1: Histogram of quantity sold and frequency of occurrence Figure 2: Histogram of quantity ordered and frequency of occurrence http://www.asq.org
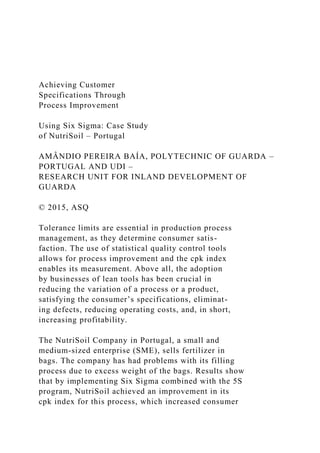
- 85. http://asq.org/learn-about-quality/cause-analysis- tools/overview/pareto.html ASQ www.asq.org Page 3 of 5 responsible for ordering. In particular, why is there so much variation between the ordering process and the quantity sold when the article can be ordered six days in a week and has only five days of shelf life? Table 1 focuses on a specific category/ SKU and iterates the gaps in quantity of goods sold and goods received/ordered. Model building and interpretations Model building is part of the improve phase of a typical Six Sigma define, measure, analyze, improve, control (DMAIC) project. Having contributed to defining and understanding the prob- lem and analyzing opportunities for
- 86. improvement, data still have a role to play in constructing and implementing solutions for sustained results. For this project, a simple model might be a rule-of-thumb estimation or an empirical equation that can predict the ordering quantity and the quantity to be maintained as minimum inventory. It involves iterations of steps and assump- tions to arrive at an equation that best fits the demand of the store for the item. One has to make assumptions for the model and conduct backtesting based on quantities demanded to ascertain that there are no instances of lost sales. Comparing the quantities ordered against actual lost sales incidents plus shrinkage incidents and discount sale incidents leads to a calculation of the benefits for the project. In the spirit of lean, a 10 percent reduction in shrink- age within three months was selected as
- 87. the improvement target. The basis of the model is to minimize the gap between the quantity sold, represented by the blue line in Figure 3, and the quantity ordered, shown in red. With the model and goals established, interpretation and communication then become project-specific and store- specific based on assortment demands within different geographies. This approach is complementary to Six Sigma DMAIC, but instead of emphasiz- ing the conventional defects per million opportunities (DPMO), waste reduction is measured in terms of money written off as shrinkage, a metric to which store and department managers can more eas- ily relate. As a result, the control charts were designed around shrinkage. Turning data into action In order to reduce excess ordering, the
- 88. warehouse used color coding to moni- tor and track inventory. The colors of tags on the shelves helped ensure that department managers would see indica- tions of stock levels during daily physical inspections. Red tags indicated SKUs with high shrinkage. Blue tags signaled SKUs with high stock levels. Ordering proceeded according to stock shelf life and quantity sold. The store manager would only have to look at the tags on the shelf to understand the need to investigate any SKUs that might lead to shrinkage events and require preven- tive action. A rainbow SPC chart (see Tools Used in This Case Study on page 5) was Table 1: Comparison of quantities sold versus quantities ordered by day of the week
- 89. Number days ordered Quantity received Average of quantity received Number days sold Quantity sold Average of quantity sold Sunday 32 3,186 100 Monday 22 5,612 255 32 5,951 186
- 90. Tuesday 28 7,099 254 32 5,941 186 Wednesday 16 4,776 298 32 5,731 179 Thursday 30 7,827 261 32 5,994 187 Friday 18 5,169 287 32 6,536 204 Saturday 29 8,650 298 33 5,903 179 Total 143 39,133 274 225 39,242 174 0 20 40 60 80 100 Pe
- 91. rc en t 0 100 200 300 400 500 600 39.6 34 9. 4 80 25 0 85.6 23 4. 2
- 92. Variable Quantity sold Quantity received Data Normal StDev 71.06 90.01 Mean 174.4 273.7 N 225 143 Figure 3: Cumulative distribution of quantities sold and ordered http://www.asq.org
- 93. ASQ www.asq.org Page 4 of 5 deployed for real-time identification of spikes in the stock-to-sales ratio, as represented in Figure 4. The escalation matrix that was established required root cause analysis for any rise or fall out of the green zone. Entry of the ratio into the red zone would need intervention of the store manager, while entry into the orange/pink zone would prompt the intervention of the floor manager. Entry of the ratio into the yellow zone would need the atten- tion of the department manager who is responsible for placing the order. Acting on the immediate feedback provided in rainbow SPC monitoring helped reduce shrinkage by 20 percent over a period of one month. Figure 4 presents the rainbow control chart plotting the stock-to-sales ratio
- 94. based on quantity. At various points, the ratio enters the yellow, orange, and red zones, requiring escalation by one level up at each stage and root cause analysis by different levels of management. The approach ensured real-time track- ing of variation and brought sustainable results within three months. The team monitored process data for the 10 top- selling articles for each department using a simple Excel template with a rainbow SPC macro and subsequently built a dynamic reporting and chart- ing tool using other data visualization software. Internal benchmarking then allowed the organization to continuously improve the ordering process across store outlets. Pre-control inventory stock management Product line/type of service Fresh chicken Country Xyz Quality characteristics Stock + ordering to sales ratio
- 95. Department Fresh food Date(s) 1/10/2015 to 30/04/2016 Ordering team/source# Fresh food Purpose of data collection Monitoring ordering process to improve performance Station number/department EBITDA