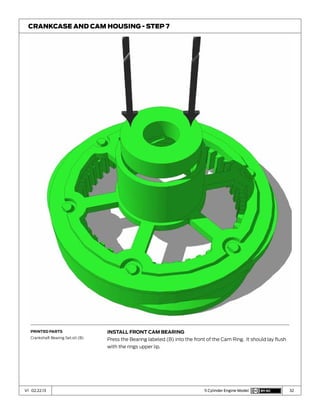
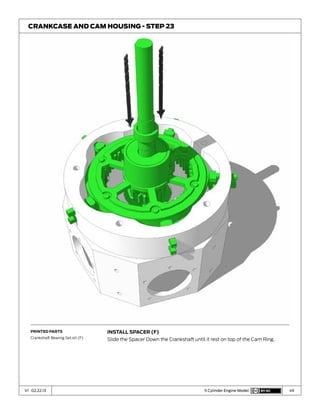
The document provides assembly instructions for building a 5 cylinder radial engine model from 3D printed parts. It begins with an inventory of the 260+ printed parts needed and their print settings. It then outlines the step-by-step assembly process for the cylinders, cylinder heads, crankcase and cam housing. The instructions include pressing bearings and pins into place and ensuring moving parts fit freely. Proper positioning of parts is emphasized to ensure correct assembly.