Download free for 30 days
Sign in
Upload
Language (EN)
Support
Business
Mobile
Social Media
Marketing
Technology
Art & Photos
Career
Design
Education
Presentations & Public Speaking
Government & Nonprofit
Healthcare
Internet
Law
Leadership & Management
Automotive
Engineering
Software
Recruiting & HR
Retail
Sales
Services
Science
Small Business & Entrepreneurship
Food
Environment
Economy & Finance
Data & Analytics
Investor Relations
Sports
Spiritual
News & Politics
Travel
Self Improvement
Real Estate
Entertainment & Humor
Health & Medicine
Devices & Hardware
Lifestyle
Change Language
Language
English
Español
Português
Français
Deutsche
Cancel
Save
Submit search
EN
Uploaded by
博行 門眞
3,365 views
すぐに職場に活かせる! 2024年版 トヨタ式ポカヨケ改善提案事例集【イラスト図解】
関連サイト: https://takuminotie.com/blog/2020/02/16/post-18918/
Education
◦
Read more
1
Save
Share
Embed
Embed presentation
Download
Downloaded 10 times
1
/ 54
2
/ 54
3
/ 54
4
/ 54
Most read
5
/ 54
6
/ 54
7
/ 54
8
/ 54
9
/ 54
10
/ 54
11
/ 54
12
/ 54
13
/ 54
14
/ 54
15
/ 54
16
/ 54
17
/ 54
18
/ 54
19
/ 54
20
/ 54
21
/ 54
22
/ 54
23
/ 54
24
/ 54
25
/ 54
26
/ 54
27
/ 54
28
/ 54
29
/ 54
30
/ 54
31
/ 54
32
/ 54
33
/ 54
34
/ 54
35
/ 54
36
/ 54
37
/ 54
38
/ 54
39
/ 54
40
/ 54
41
/ 54
42
/ 54
43
/ 54
44
/ 54
45
/ 54
46
/ 54
47
/ 54
48
/ 54
Most read
49
/ 54
50
/ 54
51
/ 54
52
/ 54
53
/ 54
Most read
54
/ 54
More Related Content
PDF
トヨタ式ポカヨケ改善事例集
by
博行 門眞
PDF
ポカヨケ ヒューマンエラー対策
by
博行 門眞
PDF
部下へのコーチングのポイント:「ゼロ秒思考」のメモ書き実践による 先生:赤羽 雄二
by
schoowebcampus
PDF
業務マニュアルの作り方、使い方
by
博行 門眞
PDF
カイゼン基礎 品質改善&生産性改善
by
博行 門眞
PDF
段取りの改善
by
博行 門眞
PDF
労働安全衛生の改善事例
by
博行 門眞
PPTX
図解 なぜなぜ分析 改訂版
by
博行 門眞
トヨタ式ポカヨケ改善事例集
by
博行 門眞
ポカヨケ ヒューマンエラー対策
by
博行 門眞
部下へのコーチングのポイント:「ゼロ秒思考」のメモ書き実践による 先生:赤羽 雄二
by
schoowebcampus
業務マニュアルの作り方、使い方
by
博行 門眞
カイゼン基礎 品質改善&生産性改善
by
博行 門眞
段取りの改善
by
博行 門眞
労働安全衛生の改善事例
by
博行 門眞
図解 なぜなぜ分析 改訂版
by
博行 門眞
What's hot
PDF
Slideshareで見つけた「読みやすい・見やすいスライド」に共通する4つのポイント
by
Taichi Hirano
PDF
カネとAgile(大企業新規事業編) #rsgt2021
by
Itsuki Kuroda
PDF
連関図法とは
by
博行 門眞
PDF
物流管理の基本知識【図解】
by
博行 門眞
PDF
QCストーリー~問題を解決ための手法
by
博行 門眞
PPT
現場改善與管理寶典
by
營松 林
PDF
#FTMA15 第三回課題 鬼コースサーベイ
by
Yoichi Ochiai
PDF
作業標準書について
by
crane techno consultant
PDF
アロー・ダイヤグラム法
by
博行 門眞
PDF
Pythonで ハードウェアを動かす楽しさと ハードウェアハック始めたきっかけ
by
Lina Katayose
PDF
転移学習ランキング・ドメイン適応
by
Elpo González Valbuena
PDF
5S活動とは? 断捨離のすすめ
by
博行 門眞
PDF
お金のかからない安全衛生対策~ヒューマンエラーの改善~
by
博行 門眞
PDF
落合陽一 筑波大 講演資料 10月17日
by
Yoichi Ochiai
PDF
小集団活動 QCサークル発表事例
by
博行 門眞
PDF
#FTMA15 第七回課題 全コースサーベイ
by
Yoichi Ochiai
PPTX
仮想脳「NeuroAI」の裏側 & 企画発表(NTTデータ テクノロジーカンファレンス 2020 発表資料)
by
NTT DATA Technology & Innovation
PPTX
ヒューマンエラー対策 (Human Error Prevention)
by
亨 中田
PDF
ヒューマンエラー理論【図解】
by
博行 門眞
PPTX
わかりやすい特性要因図の作り方【図解】
by
博行 門眞
Slideshareで見つけた「読みやすい・見やすいスライド」に共通する4つのポイント
by
Taichi Hirano
カネとAgile(大企業新規事業編) #rsgt2021
by
Itsuki Kuroda
連関図法とは
by
博行 門眞
物流管理の基本知識【図解】
by
博行 門眞
QCストーリー~問題を解決ための手法
by
博行 門眞
現場改善與管理寶典
by
營松 林
#FTMA15 第三回課題 鬼コースサーベイ
by
Yoichi Ochiai
作業標準書について
by
crane techno consultant
アロー・ダイヤグラム法
by
博行 門眞
Pythonで ハードウェアを動かす楽しさと ハードウェアハック始めたきっかけ
by
Lina Katayose
転移学習ランキング・ドメイン適応
by
Elpo González Valbuena
5S活動とは? 断捨離のすすめ
by
博行 門眞
お金のかからない安全衛生対策~ヒューマンエラーの改善~
by
博行 門眞
落合陽一 筑波大 講演資料 10月17日
by
Yoichi Ochiai
小集団活動 QCサークル発表事例
by
博行 門眞
#FTMA15 第七回課題 全コースサーベイ
by
Yoichi Ochiai
仮想脳「NeuroAI」の裏側 & 企画発表(NTTデータ テクノロジーカンファレンス 2020 発表資料)
by
NTT DATA Technology & Innovation
ヒューマンエラー対策 (Human Error Prevention)
by
亨 中田
ヒューマンエラー理論【図解】
by
博行 門眞
わかりやすい特性要因図の作り方【図解】
by
博行 門眞
More from 博行 門眞
PDF
ブレインストーミング 【図解】
by
博行 門眞
PDF
批判的思考(クリティカル・シンキング)とは?
by
博行 門眞
PDF
5W1H思考とは【図解】
by
博行 門眞
PDF
ファクトフルネス FACTFULLNESS【図解】
by
博行 門眞
PDF
簡単にわかりやすく OJTとは? 教育、看護、介護、福祉、医療、ビジネス 具体事例
by
博行 門眞
PDF
データーサイエンス マジック【図解】Data science magic
by
博行 門眞
PDF
2024年版 分かり易い 新QC七つ道具とは? 活用事例 【イラスト図解】
by
博行 門眞
PDF
わかりやすい作業手順書、作業標準書の作成、使い方、テンプレート、事例【イラスト図解】
by
博行 門眞
PDF
10秒ノット 最強 最速 PEライン結び方【図解】
by
博行 門眞
PDF
分かり易い パレート図とは? パレートの20:80の法則の活用 【イラスト図解】
by
博行 門眞
PDF
PDRサイクルとは? OODAループとPDCA、PDRサイクルの違いは?【イラスト図解】
by
博行 門眞
PDF
2024年版 分かり易い 特性要因図(フィシュボーン図)の作成と活用事例 【イラスト図解】
by
博行 門眞
PDF
わかりやすい 散布図とは?相関係数 正の相関、負の相関 QC七つ道具【イラスト図解】
by
博行 門眞
PDF
2024年版 簡単 分かり易い 層別化とは? 活用事例 統計解析 【イラスト図解】
by
博行 門眞
PDF
統計データを見える化する~統計データーは嘘をつく!~【図解】
by
博行 門眞
PPTX
2024年 工場、病院等での改善事例集 Kaizen case study 【図解】
by
博行 門眞
PDF
2024年版 簡単 分かり易い シューハート管理図とは? 活用事例 統計解析 【イラスト図解】
by
博行 門眞
PDF
How to use Windy.com Basic.pdf
by
博行 門眞
PDF
登山の天気情報サイト Windy.com 使い方、活用【モバイル&Web版】 pdf
by
博行 門眞
PPTX
わかりやすい官能検査、官能テスト 手法、メリット、注意点及び事例をイラスト図解で紹介
by
博行 門眞
ブレインストーミング 【図解】
by
博行 門眞
批判的思考(クリティカル・シンキング)とは?
by
博行 門眞
5W1H思考とは【図解】
by
博行 門眞
ファクトフルネス FACTFULLNESS【図解】
by
博行 門眞
簡単にわかりやすく OJTとは? 教育、看護、介護、福祉、医療、ビジネス 具体事例
by
博行 門眞
データーサイエンス マジック【図解】Data science magic
by
博行 門眞
2024年版 分かり易い 新QC七つ道具とは? 活用事例 【イラスト図解】
by
博行 門眞
わかりやすい作業手順書、作業標準書の作成、使い方、テンプレート、事例【イラスト図解】
by
博行 門眞
10秒ノット 最強 最速 PEライン結び方【図解】
by
博行 門眞
分かり易い パレート図とは? パレートの20:80の法則の活用 【イラスト図解】
by
博行 門眞
PDRサイクルとは? OODAループとPDCA、PDRサイクルの違いは?【イラスト図解】
by
博行 門眞
2024年版 分かり易い 特性要因図(フィシュボーン図)の作成と活用事例 【イラスト図解】
by
博行 門眞
わかりやすい 散布図とは?相関係数 正の相関、負の相関 QC七つ道具【イラスト図解】
by
博行 門眞
2024年版 簡単 分かり易い 層別化とは? 活用事例 統計解析 【イラスト図解】
by
博行 門眞
統計データを見える化する~統計データーは嘘をつく!~【図解】
by
博行 門眞
2024年 工場、病院等での改善事例集 Kaizen case study 【図解】
by
博行 門眞
2024年版 簡単 分かり易い シューハート管理図とは? 活用事例 統計解析 【イラスト図解】
by
博行 門眞
How to use Windy.com Basic.pdf
by
博行 門眞
登山の天気情報サイト Windy.com 使い方、活用【モバイル&Web版】 pdf
by
博行 門眞
わかりやすい官能検査、官能テスト 手法、メリット、注意点及び事例をイラスト図解で紹介
by
博行 門眞
すぐに職場に活かせる! 2024年版 トヨタ式ポカヨケ改善提案事例集【イラスト図解】
1.
2024年トヨタ式ポカヨケ改善事例集 ~Poka yoke~ ク コンサルティング クレイン
テクノ Crane techno サイト URL:http://crane-techno.com/ 1 作成:2024年10月24日
2.
1.ポカヨケとは? 2 「人間は間違いをおかす動物で、ポカミスを起こしやすい動物であるとい われ、ポカミス対策(ポカヨケ)が必要である。 ポカヨケは、英語ではフールプルーフ(fool proof=「バカ」 「防ぐ」 )といい、ヒューマンエラー(人間のミス)が起こったとき、それが事故 につながらないように、設備的または運用上の防護対策である。 ポカヨケはトヨタ生産方式の基本概念の一つであり、 ポカヨケの基本コンセプトは新郷重夫氏が創案しており、 新郷氏の著書により日本国外でもポカヨケは広まり、 結果Poka-yokeとして製造業の分野では国外でも通じる 言葉となった。 ポカヨケとはヒューマンエラー対策のこと。 新郷重夫氏
3.
3 ポカヨケは、現在でもソフトウェアインターフェースにおいて使われています。 例えば無料のホームページ作成ソフト「WordPress(ワードプレス)」には、間違 って記事を削除してしまうことを防ぐ機能が用意されています。 ポカヨケの目的は、エラーをすぐに検出して修正できるようにプロセスを設計し、 ヒュマンエラーを排除することです。 【英語版 poka yoke動画】
【 スペイン語 poka yoke動画】 *画像をクリックする関連動画が再生します。 Please click an image, and can pay the movie .
4.
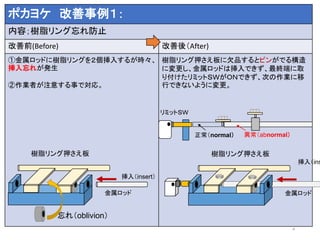
4 ポカヨケ 改善事例1: 内容;樹脂リング忘れ防止 改善前(Before) 改善後(After) ①金属ロッドに樹脂リングを2個挿入するが時々、 挿入忘れが発生 ②作業者が注意する事で対応。 樹脂リング押さえ板に欠品するとピンがでる構造 に変更し、金属ロッドは挿入できず、最終端に取 り付けたリミットSWがONできず、次の作業に移 行できないように変更。 金属ロッド 樹脂リング押さえ板 忘れ(oblivion) 挿入(insert) 金属ロッド 樹脂リング押さえ板 挿入(ins リミットSW 正常(normal)
異常(abnormal)
5.
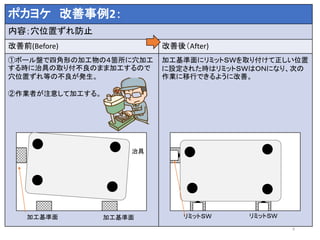
5 ポカヨケ 改善事例2: 内容;穴位置ずれ防止 改善前(Before) 改善後(After) ①ボール盤で四角形の加工物の4箇所に穴加工 する時に治具の取り付不良のまま加工するので 穴位置ずれ等の不良が発生。 ②作業者が注意して加工する。 加工基準面にリミットSWを取り付けて正しい位置 に設定された時はリミットSWはONになり、次の 作業に移行できるように改善。 リミットSW リミットSW 治具 加工基準面 加工基準面
6.
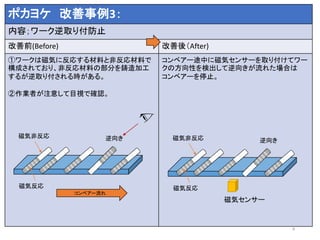
6 ポカヨケ 改善事例3: 内容;ワーク逆取り付防止 改善前(Before) 改善後(After) ①ワークは磁気に反応する材料と非反応材料で 構成されており、非反応材料の部分を鋳造加工 するが逆取り付される時がある。 ②作業者が注意して目視で確認。 コンベアー途中に磁気センサーを取り付けてワー クの方向性を検出して逆向きが流れた場合は コンベアーを停止。 コンベアー流れ 磁気非反応 磁気反応 逆向き
磁気非反応 磁気反応 逆向き 磁気センサー
7.
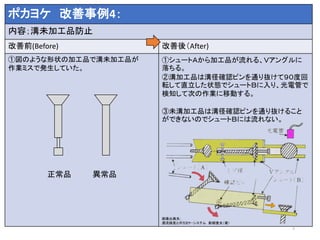
7 ポカヨケ 改善事例4: 内容;溝未加工品防止 改善前(Before) 改善後(After) ①図のような形状の加工品で溝未加工品が 作業ミスで発生していた。 ①シュートAから加工品が流れる、Vアングルに 落ちる。 ②溝加工品は溝径確認ピンを通り抜けて90度回 転して直立した状態でシュートBに入り、光電管で 検知して次の作業に移動する。 ③未溝加工品は溝径確認ピンを通り抜けること ができないのでシュートBには流れない。 正常品
異常品 画像出典先: 源流検査とポカヨケ・システム 新郷重夫(著)
8.
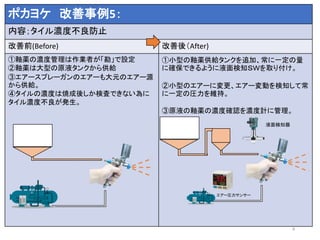
8 ポカヨケ 改善事例5: 内容;タイル濃度不良防止 改善前(Before) 改善後(After) ①釉薬の濃度管理は作業者が「勘」で設定 ②釉薬は大型の原液タンクから供給 ③エアースプレーガンのエアーも大元のエアー源 から供給。 ④タイルの濃度は焼成後しか検査できない為に タイル濃度不良が発生。 ①小型の釉薬供給タンクを追加、常に一定の量 に確保できるように液面検知SWを取り付け。 ②小型のエアーに変更、エアー変動を検知して常 に一定の圧力を維持。 ③原液の釉薬の濃度確認を濃度計に管理。 液面検知器 エアー圧力サンサー
9.
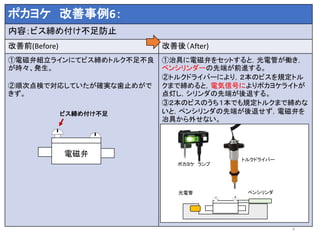
ポカヨケ 改善事例6: 内容;ビス締め付け不足防止 改善前(Before) 改善後(After) ①電磁弁組立ラインにてビス締めトルク不足不良 が時々、発生。 ②順次点検で対応していたが確実な歯止めがで きず。 ①治具に電磁弁をセットすると,光電管が働き, ペンシリンダーの先端が前進する。 ②トルクドライバーにより,2本のビスを規定トル クまで締めると,電気信号によりポカヨケライトが 点灯し,シリンダの先端が後退する。 ③2本のビスのうち1本でも規定トルクまで締めな いと,ペンシリンダの先端が後退せず,電磁弁を 冶具から外せない。 9 光電管
ペンシリンダ トルクドライバー ポカヨケ ランプ 電磁弁 ビス締め付け不足
10.
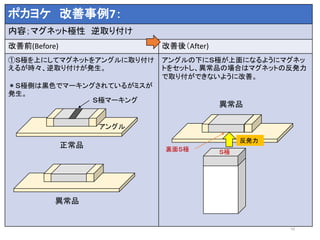
10 ポカヨケ 改善事例7: 内容;マグネット極性 逆取り付け 改善前(Before)
改善後(After) ①S極を上にしてマグネットをアングルに取り付け えるが時々、逆取り付けが発生。 *S極側は黒色でマーキングされているがミスが 発生。 アングルの下にS極が上面になるようにマグネッ トをセットし、異常品の場合はマグネットの反発力 で取り付ができないように改善。 正常品 異常品 S極マーキング アングル 異常品 S極 裏面S極 反発力
11.
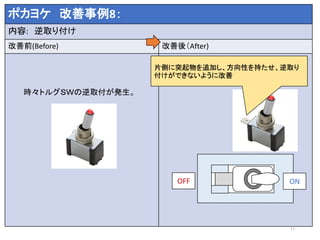
11 ポカヨケ 改善事例8: 内容: 逆取り付け 改善前(Before)
改善後(After) 時々トルグSWの逆取付が発生。 片側に突起物を追加し、方向性を持たせ、逆取り 付けができないように改善 OFF ON
12.
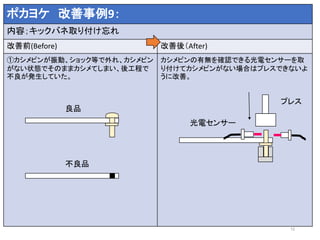
12 ポカヨケ 改善事例9: 内容;キックバネ取り付け忘れ 改善前(Before) 改善後(After) ①カシメピンが振動、ショック等で外れ、カシメピン がない状態でそのままカシメてしまい、後工程で 不良が発生していた。 カシメピンの有無を確認できる光電センサーを取 り付けてカシメピンがない場合はプレスできないよ うに改善。 プレス 良品 不良品 光電センサー
13.
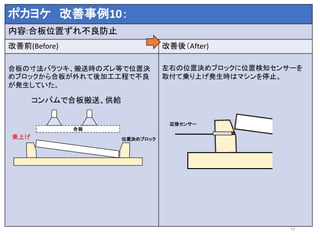
13 ポカヨケ 改善事例10: 内容:合板位置ずれ不良防止 改善前(Before) 改善後(After) 合板の寸法バラツキ、搬送時のズレ等で位置決 めブロックから合板が外れて後加工工程で不良 が発生していた。 左右の位置決めブロックに位置検知センサーを 取付て乗り上げ発生時はマシンを停止。 合板 コンバムで合板搬送、供給 位置決めブロック 乗上げ 近接センサー
14.
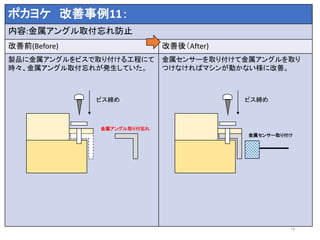
14 ポカヨケ 改善事例11: 内容:金属アングル取付忘れ防止 改善前(Before) 改善後(After) 製品に金属アングルをビスで取り付ける工程にて 時々、金属アングル取付忘れが発生していた。 金属センサーを取り付けて金属アングルを取り つけなければマシンが動かない様に改善。 金属アングル取り付忘れ ビス締め 金属センサー取り付け ビス締め
15.
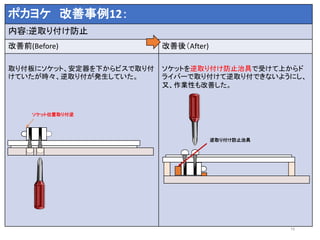
15 ポカヨケ 改善事例12: 内容:逆取り付け防止 改善前(Before) 改善後(After) 取り付板にソケット、安定器を下からビスで取り付 けていたが時々、逆取り付が発生していた。 ソケットを逆取り付け防止治具で受けて上からド ライバーで取り付けて逆取り付できないようにし、 又、作業性も改善した。 ソケット位置取り付逆 逆取り付け防止治具
16.
ポカヨケ 改善事例13: 内容:シルク印刷方向 ポカミス防止 改善前(Before)
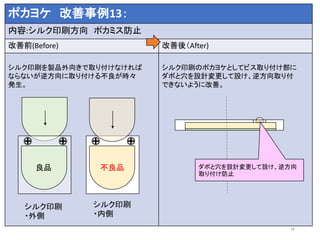
改善後(After) シルク印刷を製品外向きで取り付けなければ ならないが逆方向に取り付ける不良が時々 発生。 シルク印刷のポカヨケとしてビス取り付け部に ダボと穴を設計変更して設け、逆方向取り付 できないように改善。 16 良品 不良品 シルク印刷 ・外側 シルク印刷 ・内側 ダボと穴を設計変更して設け、逆方向 取り付け防止
17.
17 検査方式 設定機能 規制機能 源流検査
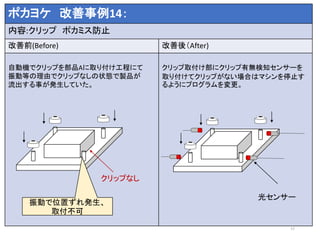
接触式 規制式 ポカヨケ 改善事例14: 内容:クリップ ポカミス防止 改善前(Before) 改善後(After) 自動機でクリップを部品Aに取り付け工程にて 振動等の理由でクリップなしの状態で製品が 流出する事が発生していた。 クリップ取付け部にクリップ有無検知センサーを 取り付けてクリップがない場合はマシンを停止す るようにプログラムを変更。 クリップなし 光センサー 振動で位置ずれ発生、 取付不可
18.
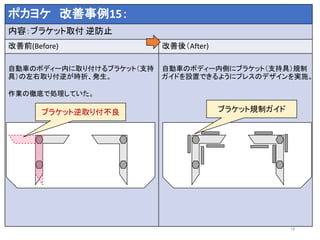
18 ポカヨケ 改善事例15: 内容:ブラケット取付 逆防止 改善前(Before)
改善後(After) 自動車のボディー内に取り付けるブラケット(支持 具)の左右取り付逆が時折、発生。 作業の徹底で処理していた。 自動車のボディー内側にブラケット(支持具)規制 ガイドを設置できるようにプレスのデザインを実施。 ブラケット逆取り付不良 ブラケット規制ガイド
19.
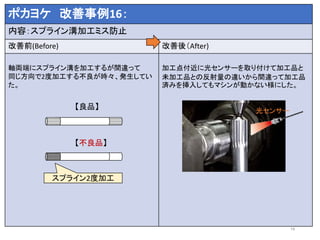
19 ポカヨケ 改善事例16: 内容:スプライン溝加工ミス防止 改善前(Before) 改善後(After) 軸両端にスプライン溝を加工するが間違って 同じ方向で2度加工する不良が時々、発生してい た。 加工点付近に光センサーを取り付けて加工品と 未加工品との反射量の違いから間違って加工品 済みを挿入してもマシンが動かない様にした。 スプライン2度加工 【良品】 【不良品】 光センサー
20.
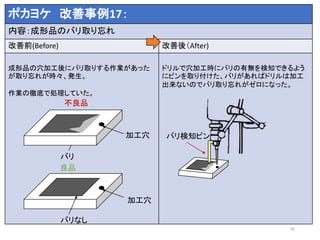
20 ポカヨケ 改善事例17: 内容:成形品のバリ取り忘れ 改善前(Before) 改善後(After) 成形品の穴加工後にバリ取りする作業があった が取り忘れが時々、発生。 作業の徹底で処理していた。 ドリルで穴加工時にバリの有無を検知できるよう にピンを取り付けた、バリがあればドリルは加工 出来ないのでバリ取り忘れがゼロになった。 バリ 加工穴 不良品 バリなし 良品 加工穴 バリ検知ピン
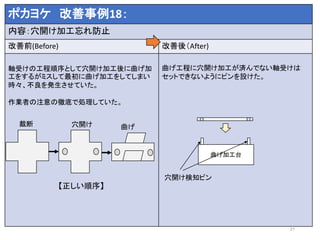
21.
21 ポカヨケ 改善事例18: 内容:穴開け加工忘れ防止 改善前(Before) 改善後(After) 軸受けの工程順序として穴開け加工後に曲げ加 工をするがミスして最初に曲げ加工をしてしまい 時々、不良を発生させていた。 作業者の注意の徹底で処理していた。 曲げ工程に穴開け加工が済んでない軸受けは セットできないようにピンを設けた。 裁断
穴開け 曲げ 【正しい順序】 曲げ加工台 穴開け検知ピン
22.
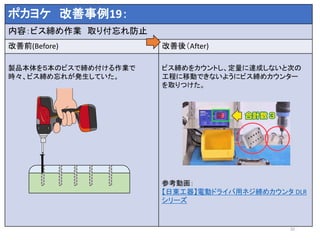
22 ポカヨケ 改善事例19: 内容:ビス締め作業 取り付忘れ防止 改善前(Before)
改善後(After) 製品本体を5本のビスで締め付ける作業で 時々、ビス締め忘れが発生していた。 ビス締めをカウントし、定量に達成しないと次の 工程に移動できないようにビス締めカウンター を取りつけた。 参考動画: 【日東工器】電動ドライバ用ネジ締めカウンタ DLR シリーズ
23.
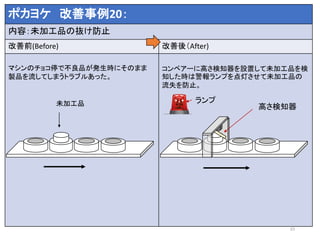
23 ポカヨケ 改善事例20: 内容:未加工品の抜け防止 改善前(Before) 改善後(After) マシンのチョコ停で不良品が発生時にそのまま 製品を流してしまうトラブルあった。 コンベアーに高さ検知器を設置して未加工品を検 知した時は警報ランプを点灯させて未加工品の 流失を防止。 未加工品
高さ検知器 ランプ
24.
24 ポカヨケ 改善事例21: 内容:包装 員数不足防止 改善前(Before)
改善後(After) 包装作業にて時々、部品の入れ忘れが発生 していた。 ポカヨケシャッターを用いて順次作業どおりに 作業を行わないと次の作業に進めない様にし 部品の入れ忘れを防止。 参考動画: POKA-ZERO順次作業 ・部品A ・部品B ・部品C ポカヨケシャッター
25.
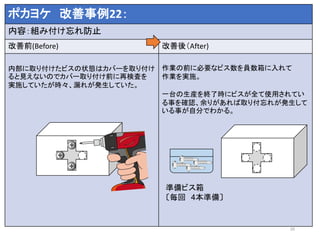
25 ポカヨケ 改善事例22: 内容:組み付け忘れ防止 改善前(Before) 改善後(After) 内部に取り付けたビスの状態はカバーを取り付け ると見えないのでカバー取り付け前に再検査を 実施していたが時々、漏れが発生していた。 作業の前に必要なビス数を員数箱に入れて 作業を実施。 一台の生産を終了時にビスが全て使用されてい る事を確認、余りがあれば取り付忘れが発生して いる事が自分でわかる。 準備ビス箱 〔毎回
4本準備〕
26.
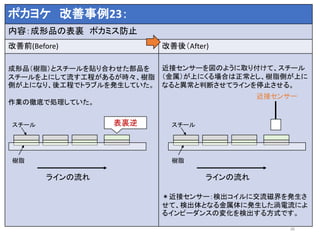
26 ポカヨケ 改善事例23: 内容:成形品の表裏 ポカミス防止 改善前(Before)
改善後(After) 成形品(樹脂)とスチールを貼り合わせた部品を スチールを上にして流す工程があるが時々、樹脂 側が上になり、後工程でトラブルを発生していた。 作業の徹底で処理していた。 近接センサーを図のように取り付けて、スチール (金属)が上にくる場合は正常とし、樹脂側が上に なると異常と判断させてラインを停止させる。 *近接センサー:検出コイルに交流磁界を発生さ せて、検出体となる金属体に発生した渦電流によ るインピーダンスの変化を検出する方式です。 スチール 樹脂 表裏逆 ラインの流れ スチール 樹脂 ラインの流れ 近接センサー
27.
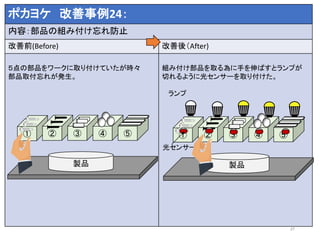
27 ポカヨケ 改善事例24: 内容:部品の組み付け忘れ防止 改善前(Before) 改善後(After) 5点の部品をワークに取り付けていたが時々 部品取付忘れが発生。 組み付け部品を取る為に手を伸ばすとランプが 切れるように光センサーを取り付けた。 ①
② ③ ④ ⑤ 製品 ① ② ③ ④ ⑤ 製品 ランプ 光センサー
28.
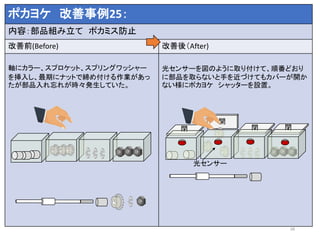
ポカヨケ 改善事例25: 内容:部品組み立て ポカミス防止 改善前(Before)
改善後(After) 軸にカラー、スプロケット、スプリングワッシャー を挿入し、最期にナットで締め付ける作業があっ たが部品入れ忘れが時々発生していた。 光センサーを図のように取り付けて、順番どおり に部品を取らないと手を近づけてもカバーが開か ない様にポカヨケ シャッターを設置。 28 開 閉 閉 閉 光センサー
29.
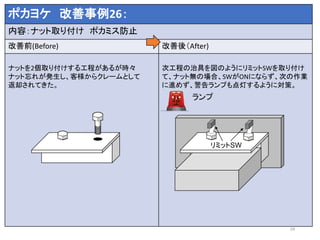
ポカヨケ 改善事例26: 内容:ナット取り付け ポカミス防止 改善前(Before)
改善後(After) ナットを2個取り付けする工程があるが時々 ナット忘れが発生し、客様からクレームとして 返却されてきた。 次工程の治具を図のようにリミットSWを取り付け て、ナット無の場合、SWがONにならず、次の作業 に進めず、警告ランプも点灯するように対策。 29 リミットSW
30.
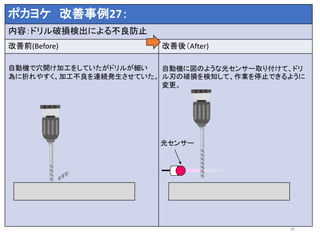
ポカヨケ 改善事例27: 内容:ドリル破損検出による不良防止 改善前(Before) 改善後(After) 自動機で穴開け加工をしていたがドリルが細い 為に折れやすく、加工不良を連続発生させていた。 自動機に図のような光センサー取り付けて、ドリ ル刃の破損を検知して、作業を停止できるように 変更。 30 光センサー
31.
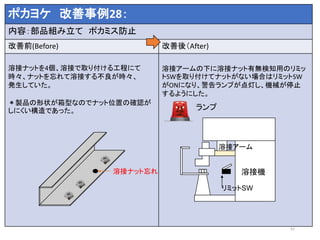
ポカヨケ 改善事例28: 内容:部品組み立て ポカミス防止 改善前(Before)
改善後(After) 溶接ナットを4個、溶接で取り付ける工程にて 時々、ナットを忘れて溶接する不良が時々、 発生していた。 *製品の形状が箱型なのでナット位置の確認が しにくい構造であった。 溶接アームの下に溶接ナット有無検知用のリミッ トSWを取り付けてナットがない場合はリミットSW がONになり、警告ランプが点灯し、機械が停止 するようにした。 31 溶接ナット忘れ 溶接機 溶接アーム リミットSW
32.
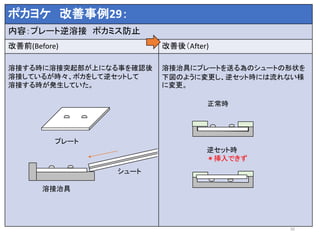
ポカヨケ 改善事例29: 内容:プレート逆溶接 ポカミス防止 改善前(Before)
改善後(After) 溶接する時に溶接突起部が上になる事を確認後 溶接しているが時々、ポカをして逆セットして 溶接する時が発生していた。 溶接治具にプレートを送る為のシュートの形状を 下図のように変更し、逆セット時には流れない様 に変更。 32 プレート シュート 溶接治具 正常時 逆セット時 *挿入できず
33.
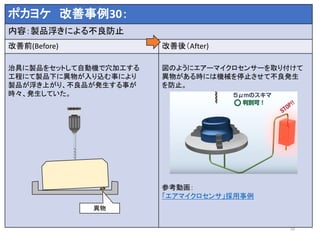
ポカヨケ 改善事例30: 内容:製品浮きによる不良防止 改善前(Before) 改善後(After) 治具に製品をセットして自動機で穴加工する 工程にて製品下に異物が入り込む事により 製品が浮き上がり、不良品が発生する事が 時々、発生していた。 図のようにエアーマイクロセンサーを取り付けて 異物がある時には機械を停止させて不良発生 を防止。 参考動画: 「エアマイクロセンサ」採用事例 33 異物
34.
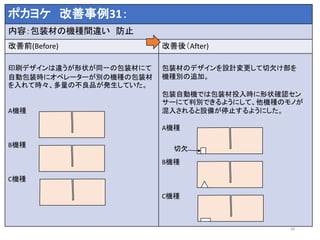
ポカヨケ 改善事例31: 内容:包装材の機種間違い 防止 改善前(Before)
改善後(After) 印刷デザインは違うが形状が同一の包装材にて 自動包装時にオペレーターが別の機種の包装材 を入れて時々、多量の不良品が発生していた。 A機種 B機種 C機種 包装材のデザインを設計変更して切欠け部を 機種別の追加。 包装自動機では包装材投入時に形状確認セン サーにて判別できるようにして、他機種のモノが 混入されると設備が停止するようにした。 A機種 B機種 C機種 34 切欠
35.
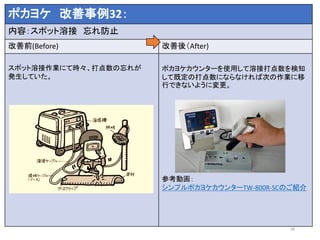
ポカヨケ 改善事例32: 内容:スポット溶接 忘れ防止 改善前(Before)
改善後(After) スポット溶接作業にて時々、打点数の忘れが 発生していた。 ポカヨケカウンターを使用して溶接打点数を検知 して既定の打点数にならなければ次の作業に移 行できないように変更。 参考動画: シンプルポカヨケカウンターTW-800R-SCのご紹介 35
36.
ポカヨケ 改善事例33: 内容:ドライバーによる傷防止 対策 改善前(Before)
改善後(After) ネジを締め付けた時にドライバーが滑り、製品に 傷をつける事が発生していた。 ネジがすべらないように+型のネジに変更。 36 傷
37.
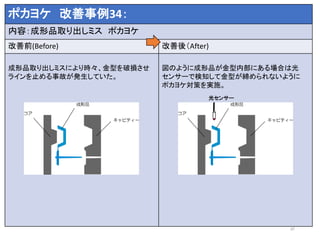
ポカヨケ 改善事例34: 内容:成形品取り出しミス ポカヨケ 改善前(Before)
改善後(After) 成形品取り出しミスにより時々、金型を破損させ ラインを止める事故が発生していた。 図のように成形品が金型内部にある場合は光 センサーで検知して金型が締められないように ポカヨケ対策を実施。 37 光センサー
38.
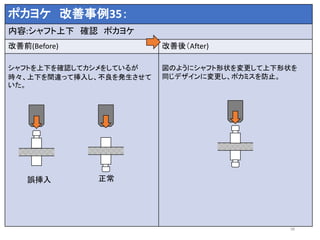
ポカヨケ 改善事例35: 内容:シャフト上下 確認
ポカヨケ 改善前(Before) 改善後(After) シャフトを上下を確認してカシメをしているが 時々、上下を間違って挿入し、不良を発生させて いた。 図のようにシャフト形状を変更して上下形状を 同じデザインに変更し、ポカミスを防止。 38 誤挿入 正常
39.
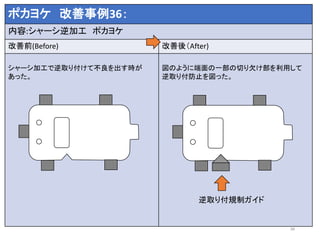
ポカヨケ 改善事例36: 内容:シャーシ逆加工 ポカヨケ 改善前(Before)
改善後(After) シャーシ加工で逆取り付けて不良を出す時が あった。 図のように端面の一部の切り欠け部を利用して 逆取り付防止を図った。 39 逆取り付規制ガイド
40.
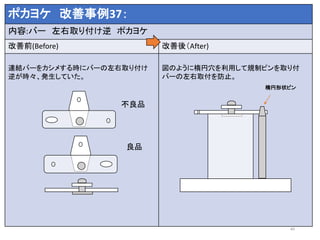
ポカヨケ 改善事例37: 内容:バー 左右取り付け逆
ポカヨケ 改善前(Before) 改善後(After) 連結バーをカシメする時にバーの左右取り付け 逆が時々、発生していた。 図のように楕円穴を利用して規制ピンを取り付 バーの左右取付を防止。 40 不良品 良品 楕円形状ピン
41.
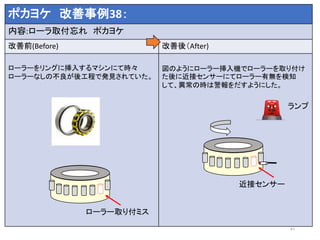
ポカヨケ 改善事例38: 内容:ローラ取付忘れ ポカヨケ 改善前(Before)
改善後(After) ローラーをリングに挿入するマシンにて時々 ローラーなしの不良が後工程で発見されていた。 図のようにローラー挿入機でローラーを取り付け た後に近接センサーにてローラー有無を検知 して、異常の時は警報をだすようにした。 41 ローラー取り付ミス 近接センサー
42.
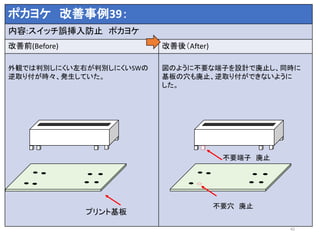
ポカヨケ 改善事例39: 内容:スイッチ誤挿入防止 ポカヨケ 改善前(Before)
改善後(After) 外観では判別しにくい左右が判別しにくいSWの 逆取り付が時々、発生していた。 図のように不要な端子を設計で廃止し、同時に 基板の穴も廃止、逆取り付ができないように した。 42 プリント基板 不要端子 廃止 不要穴 廃止
43.
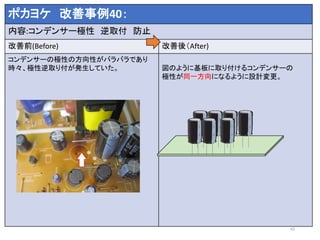
ポカヨケ 改善事例40: 内容:コンデンサー極性 逆取付
防止 改善前(Before) 改善後(After) コンデンサーの極性の方向性がバラバラであり 時々、極性逆取り付が発生していた。 図のように基板に取り付けるコンデンサーの 極性が同一方向になるように設計変更。 43
44.
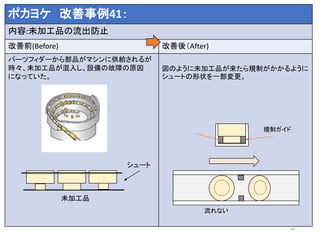
ポカヨケ 改善事例41: 内容:未加工品の流出防止 改善前(Before) 改善後(After) パーツフィダーから部品がマシンに供給されるが 時々、未加工品が混入し、設備の故障の原因 になっていた。 図のように未加工品が来たら規制がかかるように シュートの形状を一部変更。 44 シュート 未加工品 規制ガイド 流れない
45.
ポカヨケ 改善事例42: 内容:色による識別を使ったポカヨケ 改善前(Before) 改善後(After) 部品棚の保管場所を間違えて別な場所に置くミス が時々、発生。
図のように部品に色分けしたラベルを貼り、識別 45
46.
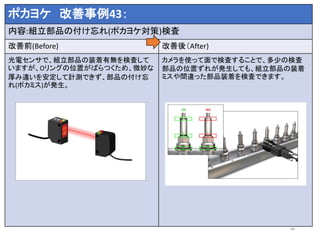
ポカヨケ 改善事例43: 内容:組立部品の付け忘れ(ポカヨケ対策)検査 改善前(Before) 改善後(After) 光電センサで、組立部品の装着有無を検査して いますが、Oリングの位置がばらつくため、微妙な 厚み違いを安定して計測できず、部品の付け忘 れ(ポカミス)が発生。 カメラを使って面で検査することで、多少の検査 部品の位置ずれが発生しても、組立部品の装着 ミスや間違った部品装着を検査できます。 46
47.
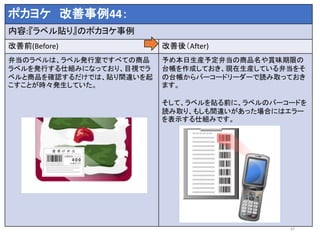
ポカヨケ 改善事例44: 内容:『ラベル貼り』のポカヨケ事例 改善前(Before) 改善後(After) 弁当のラベルは、ラベル発行室ですべての商品 ラベルを発行する仕組みになっており、目視でラ ベルと商品を確認するだけでは、貼り間違いを起 こすことが時々発生していた。 予め本日生産予定弁当の商品名や賞味期限の 台帳を作成しておき、現在生産している弁当をそ の台帳からバーコードリーダーで読み取っておき ます。 そして、ラベルを貼る前に、ラベルのバーコードを 読み取り、もしも間違いがあった場合にはエラー を表示する仕組みです。 47
48.
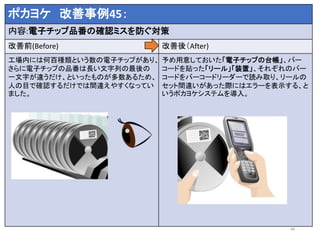
ポカヨケ 改善事例45: 内容:電子チップ品番の確認ミスを防ぐ対策 改善前(Before) 改善後(After) 工場内には何百種類という数の電子チップがあり、 さらに電子チップの品番は長い文字列の最後の 一文字が違うだけ、といったものが多数あるため、 人の目で確認するだけでは間違えやすくなってい ました。 予め用意しておいた「電子チップの台帳」、バー コードを貼った「リール」「装置」、それぞれのバー コードをバーコードリーダーで読み取り、リールの セット間違いがあった際にはエラーを表示する、と いうポカヨケシステムを導入。 48
49.
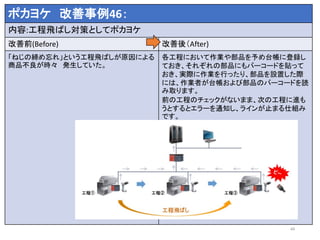
ポカヨケ 改善事例46: 内容:工程飛ばし対策としてポカヨケ 改善前(Before) 改善後(After) 「ねじの締め忘れ」という工程飛ばしが原因による 商品不良が時々
発生していた。 各工程において作業や部品を予め台帳に登録し ておき、それぞれの部品にもバーコードを貼って おき、実際に作業を行ったり、部品を設置した際 には、作業者が台帳および部品のバーコードを読 み取ります。 前の工程のチェックがないまま、次の工程に進も うとするとエラーを通知し、ラインが止まる仕組み です。 49
50.
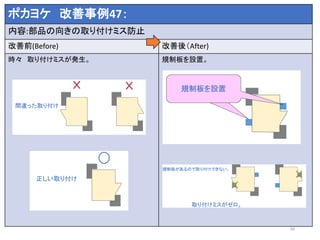
ポカヨケ 改善事例47: 内容:部品の向きの取り付けミス防止 改善前(Before) 改善後(After) 時々
取り付けミスが発生。 規制板を設置。 50
51.
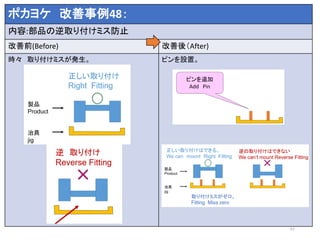
ポカヨケ 改善事例48: 内容:部品の逆取り付けミス防止 改善前(Before) 改善後(After) 時々
取り付けミスが発生。 ピンを設置。 51
52.
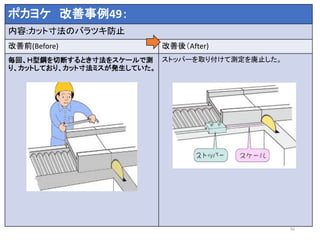
ポカヨケ 改善事例49: 内容:カット寸法のバラツキ防止 改善前(Before) 改善後(After) 毎回、H型鋼を切断するとき寸法をスケールで測 り、カットしており、カット寸法ミスが発生していた。 ストッパーを取り付けて測定を廃止した。 52
53.
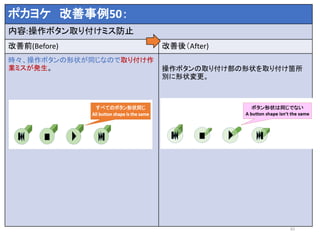
ポカヨケ 改善事例50: 内容:操作ボタン取り付けミス防止 改善前(Before) 改善後(After) 時々、操作ボタンの形状が同じなので取り付け作 業ミスが発生。
操作ボタンの取り付け部の形状を取り付け箇所 別に形状変更。 53
54.
ク コンサルティング クレイン テクノ
Crane Techno 54 参考文献: 1.源流検査とポカヨケ・システム―不良=0への挑戦 新郷 重夫 (著) 2.よくわかる「ポカヨケ」の本 (ナットク現場改善シリーズ) 3.ポケット図解 ポカヨケの基本がわかる本 長谷川 浩一 (著) 4. ポカヨケ大図鑑 工場管理編集部 (編集) 作成:2024年10月24日
Download