14 Quality Principles Hindi .pptx
•Download as PPTX, PDF•
0 likes•1,232 views
14 Quality Principles
Report
Share
Report
Share
Recommended
My machine camp
Autonomous maintenance (AM) involves individual workers maintaining their own equipment through preventative measures like daily checks and correct operation. This represents a shift from a traditional model where production and maintenance were separate functions. AM aims to improve reliability by empowering workers and changing maintenance practices based on equipment changes. Key aspects of AM include preventative maintenance activities to avoid deterioration, regular inspections to detect issues, and prompt repairs to address problems. AM is implemented through a seven step process that establishes cleaning and lubrication standards for equipment.
One point lessons (OPLs)
One Point Lessons (OPLs) are short, visual presentations on a single task that can be explained in about 10 minutes. They are detailed on one or two pages using diagrams, photographs or drawings. OPLs are used to provide vital instructions for tasks at the workplace and are generated and used at the point of need. An example is provided of an OPL created to address frequent stoppages on a production line caused by operators not understanding how to change an empty cleaning fluid drum. The OPL clearly outlines the steps to acknowledge the error message and replace the empty drum. OPLs help improve performance, efficiency and quality by ensuring key work instructions are available when needed.
Quiz on World Quality Day - 2017
The document discusses quality standards and concepts. It provides information about ISO 9001, the most popular quality standard adopted by over 1.3 million companies worldwide. It was first introduced in 1987. Other topics covered include the PDCA cycle developed by W. Edwards Deming, the 80/20 rule by Vilfredo Pareto, the first quality award (Deming Prize in Japan), and concepts like continuous improvement (Kaizen), root cause analysis (5 whys method) and quality pioneers like Juran who wrote the book "Quality is Free".
Six Sigma- Define & Measure_Sudhanshu.pdf
1) Six Sigma is a data-driven approach to process improvement that aims to reduce defects to 3.4 parts per million. It involves defining customer needs, measuring processes, analyzing data for improvement opportunities, and controlling processes.
2) Quality is defined as meeting or exceeding customer requirements. Total quality cost includes prevention, appraisal, internal failure, and external failure costs. Understanding customer needs through methods like the KANO model is important for defining critical quality characteristics.
3) Measurement and statistics are essential for understanding process capability. Descriptive statistics summarize data while inferential statistics allow estimating population parameters from samples. Tools like histograms, box plots, and statistical parameters
Total Productive Maintenance
This document discusses equipment maintenance and total productive maintenance (TPM). It outlines the aims of equipment maintenance as keeping equipment ready for productive operation and defines failure as when equipment loses its prescribed function. It then lists common symptoms of failure-prone workplaces and ways to prevent failures through conducting preventive maintenance like routine cleaning, lubrication, and inspection. The document also discusses implementing preventive maintenance to minimize erratic failure intervals, extend equipment life, and predict failures. Finally, it introduces TPM, explaining that as machines become more advanced, products are made by equipment so failures cannot be allowed, and all departments must work together to properly maintain equipment through TPM's 12 step deployment program.
Autonomous Maintenance (AM)
TPM (Total Productive Maintenance) is a Japanese approach to equipment maintenance that focuses on minimizing breakdowns and maximizing equipment efficiency. It involves operators performing basic cleaning and inspections of equipment on a daily basis through autonomous maintenance. The goals of TPM and autonomous maintenance include eliminating equipment losses to improve overall equipment effectiveness (OEE) and increase productivity, quality and profitability through early problem detection and correction. Autonomous maintenance is carried out through a 7 step process that includes cleaning, inspection, identifying abnormalities, and standardizing maintenance procedures.
Fmea Final
Failure Modes and Effects Analysis (FMEA) is a technique used to evaluate potential failure modes within a design, process or service and assess their effects. It helps to identify actions that could eliminate or reduce risks. FMEA was developed by the aerospace industry in the 1960s and is now used in many industries. It involves analyzing possible failures, their causes and effects. Risks are prioritized based on severity, occurrence, and detection for improvement actions. FMEA can be used early in design or for existing processes to anticipate and address problems before they occur.
for quality month 2014
This document summarizes a presentation on supplier quality improvement. It discusses the need for outsourcing parts to reduce costs and focus on core competencies. It then provides statistics on the current level of outsourcing at AMD in Nasik. The presentation outlines AMD's current supplier quality assurance process and notes a need to provide quantitative metrics to suppliers. It proposes using a defect rate metric to classify defects and provide targets to suppliers to improve quality. The methodology for calculating and reviewing defect rates with suppliers is described along with potential pros and cons of the approach.
Recommended
My machine camp
Autonomous maintenance (AM) involves individual workers maintaining their own equipment through preventative measures like daily checks and correct operation. This represents a shift from a traditional model where production and maintenance were separate functions. AM aims to improve reliability by empowering workers and changing maintenance practices based on equipment changes. Key aspects of AM include preventative maintenance activities to avoid deterioration, regular inspections to detect issues, and prompt repairs to address problems. AM is implemented through a seven step process that establishes cleaning and lubrication standards for equipment.
One point lessons (OPLs)
One Point Lessons (OPLs) are short, visual presentations on a single task that can be explained in about 10 minutes. They are detailed on one or two pages using diagrams, photographs or drawings. OPLs are used to provide vital instructions for tasks at the workplace and are generated and used at the point of need. An example is provided of an OPL created to address frequent stoppages on a production line caused by operators not understanding how to change an empty cleaning fluid drum. The OPL clearly outlines the steps to acknowledge the error message and replace the empty drum. OPLs help improve performance, efficiency and quality by ensuring key work instructions are available when needed.
Quiz on World Quality Day - 2017
The document discusses quality standards and concepts. It provides information about ISO 9001, the most popular quality standard adopted by over 1.3 million companies worldwide. It was first introduced in 1987. Other topics covered include the PDCA cycle developed by W. Edwards Deming, the 80/20 rule by Vilfredo Pareto, the first quality award (Deming Prize in Japan), and concepts like continuous improvement (Kaizen), root cause analysis (5 whys method) and quality pioneers like Juran who wrote the book "Quality is Free".
Six Sigma- Define & Measure_Sudhanshu.pdf
1) Six Sigma is a data-driven approach to process improvement that aims to reduce defects to 3.4 parts per million. It involves defining customer needs, measuring processes, analyzing data for improvement opportunities, and controlling processes.
2) Quality is defined as meeting or exceeding customer requirements. Total quality cost includes prevention, appraisal, internal failure, and external failure costs. Understanding customer needs through methods like the KANO model is important for defining critical quality characteristics.
3) Measurement and statistics are essential for understanding process capability. Descriptive statistics summarize data while inferential statistics allow estimating population parameters from samples. Tools like histograms, box plots, and statistical parameters
Total Productive Maintenance
This document discusses equipment maintenance and total productive maintenance (TPM). It outlines the aims of equipment maintenance as keeping equipment ready for productive operation and defines failure as when equipment loses its prescribed function. It then lists common symptoms of failure-prone workplaces and ways to prevent failures through conducting preventive maintenance like routine cleaning, lubrication, and inspection. The document also discusses implementing preventive maintenance to minimize erratic failure intervals, extend equipment life, and predict failures. Finally, it introduces TPM, explaining that as machines become more advanced, products are made by equipment so failures cannot be allowed, and all departments must work together to properly maintain equipment through TPM's 12 step deployment program.
Autonomous Maintenance (AM)
TPM (Total Productive Maintenance) is a Japanese approach to equipment maintenance that focuses on minimizing breakdowns and maximizing equipment efficiency. It involves operators performing basic cleaning and inspections of equipment on a daily basis through autonomous maintenance. The goals of TPM and autonomous maintenance include eliminating equipment losses to improve overall equipment effectiveness (OEE) and increase productivity, quality and profitability through early problem detection and correction. Autonomous maintenance is carried out through a 7 step process that includes cleaning, inspection, identifying abnormalities, and standardizing maintenance procedures.
Fmea Final
Failure Modes and Effects Analysis (FMEA) is a technique used to evaluate potential failure modes within a design, process or service and assess their effects. It helps to identify actions that could eliminate or reduce risks. FMEA was developed by the aerospace industry in the 1960s and is now used in many industries. It involves analyzing possible failures, their causes and effects. Risks are prioritized based on severity, occurrence, and detection for improvement actions. FMEA can be used early in design or for existing processes to anticipate and address problems before they occur.
for quality month 2014
This document summarizes a presentation on supplier quality improvement. It discusses the need for outsourcing parts to reduce costs and focus on core competencies. It then provides statistics on the current level of outsourcing at AMD in Nasik. The presentation outlines AMD's current supplier quality assurance process and notes a need to provide quantitative metrics to suppliers. It proposes using a defect rate metric to classify defects and provide targets to suppliers to improve quality. The methodology for calculating and reviewing defect rates with suppliers is described along with potential pros and cons of the approach.
Process Capability - Cp, Cpk. Pp, Ppk
This document discusses process capability analysis and process analytical technology. It begins with an introduction to capability, including histograms and the normal distribution. It then covers capability indices like Cp, Cpk, Pp and Ppk and how to calculate sigma. It discusses using capability analysis with attribute data by calculating defects per million opportunities (DPMO). It concludes with a brief overview of process analytical technology (PAT).
Seven QC Tools Training; Quiz
Go through the seven quality tools training quiz and compare, how much you have learnt from this online training of 7QC tools? The quiz has 15 multiple choice questions based on seven quality tools. Choose one answer out of the given choices for every question write these choices on a paper. After completing the quiz compare yourself with answer key in the end of quiz. Find yourself where you are in learning of 7 QC Tools. If you find your performance is not up to the mark then go again for the training of seven QC tools. You may do it as many times as you want. Improve your performance every time you go through the training.
AUTONOMOUS MAINTENANCE
The 7 steps of autonomous maintenance are outlined, with a focus on steps 1 and 2. Step 1 involves thoroughly cleaning equipment, removing unnecessary items, and detecting abnormalities. Step 2 aims to eliminate sources of contamination, minimize inaccessible areas, and reduce cleaning time by improving problem areas identified in Step 1. Various problem solving methods are introduced, such as Ishikawa diagrams, Why-Why analysis, and the corrective action report process.
TPM Overview and AM Workshop
This document outlines the key concepts and implementation of Total Productive Maintenance (TPM). TPM aims to achieve maximum equipment effectiveness through employee involvement between operators and maintenance technicians. It focuses on autonomous maintenance activities performed by operators, such as daily cleaning, inspection and lubrication. The document details the eight pillars of TPM and how autonomous maintenance improves equipment uptime and saves costs when implemented successfully.
Autonomous Maintenance (Jishu Hozen) by Ketan Kumar (Raavinnovate)
This file contains brief introduction about Autonomous Maintenance (a pillar of TPM) which also known as My Machine my concept. In this the Goal for AM, History of AM, Benefits of AM, OEE, 7 basic types of abnormalities and steps of Autonomous Maintenance are discussed along with pictorial examples, CLIT, SOP, etc are also illustrated.
Poka yoke
Poka yoke is basically making such designs of implements or workplace that the minimizes the chances of mistakes or makes them easily detectable
Tpmjishu
The document discusses the eight pillars of Total Productive Maintenance (TPM), with an emphasis on autonomous maintenance (Jishu-Hozen). It provides details on implementing the first step of autonomous maintenance, which is initial cleaning. This involves thoroughly cleaning equipment to reveal potential defects, creating cleaning and abnormality plans, identifying issues, and developing countermeasures to address sources of problems and hard to access areas.
Autonomous maintenance Jishu Hozen
The document provides an overview of Jishu Hozen (Autonomous Maintenance), which involves operators performing basic maintenance tasks on their own equipment. It discusses how this helps free up skilled maintenance workers for more complex tasks. The goals of Jishu Hozen include preventing equipment deterioration and failures. It outlines the steps operators take, such as initial cleaning, identifying abnormalities, developing maintenance standards, and sustaining autonomous activities through training and audits. The overall approach is to train operators so they better understand their equipment and can conduct basic upkeep independently.
20141209_AM Pillar_Introduction
This document discusses the Autonomous Maintenance (AM) pillar of the LeanTPM program. The AM pillar aims to minimize equipment issues like short stops and breakdowns by maintaining equipment in optimal condition through operator cleaning and inspection. It describes implementing the AM pillar through a pilot program to prove the approach works before broader expansion. The document outlines the steps of AM implementation including initial cleaning, creating cleaning standards, general inspections, autonomous inspections, and standardizing the work to continuously improve and reduce losses.
Pdca presentation
Plan Do Check Act (PDCA) is a iterative four-stage model for continuous improvement involving planning a change, implementing it, evaluating the results, and acting on lessons learned. The document describes each stage of the PDCA cycle and provides an example of its use in a case study of a leather goods supplier to reduce defects. The case study demonstrated applying PDCA to identify causes of defects, implement a plan to sharpen machine blades, check the results showed reduced defects, and standardize the improvement.
Advanced Product Quality Planning presentation
This is very informative presentation on APQP and its importance as a Core tool in Quality Management System
Quality quiz 2013 operators & inspectors (2)
Quality quiz 2013 operators & inspectors (2)Venkateswara Steels & Springs (India) Pvt Ltd - Coimbatore
This document contains a quality quiz for operators and inspectors at Venkateswara Steels in Coimbatore, with questions in 5 rounds covering topics like quality tool names, expansions of abbreviations, anagrams to identify quality-related words, general quality questions, and properties of measurement instruments. The quiz was compiled by Murugesan A, who works in quality assurance at Venkateswara Steels.Failure mode
FMEA is a procedure for analyzing potential failures in a system. It helps identify failures, classify them by severity, and determine how failures affect the system. FMEA is used in manufacturing to design quality and reliability into products early in development. It involves identifying potential failure modes, studying their effects, and recommending actions to address failures with high risks. FMEA aims to improve reliability by analyzing failures before problems occur.
Training module 4 m change
The document discusses 4M change management processes. 4M refers to changes in man, material, machine, or method that can impact product quality. It defines the 4M categories and outlines procedures for planned, unplanned, and abnormal changes. For each change type, it specifies activities like set-up approval, retroactive inspection, and suspect lot checking to control the change and its effects on production. The goal is to effectively manage 4M changes to maintain product quality.
poka yoke
The document discusses the concept of Poka-Yoke, which aims to eliminate defects at their source by preventing mistakes from occurring. It was developed by Shigeo Shingo in the 1960s for Toyota's production system. Poka-Yoke focuses on identifying risks and managing mistakes before they can cause defects through methods like identification, prevention and detection. The document provides examples of how small design changes can make errors impossible, like using different sized holes to prevent inserting terminals incorrectly. It also explains that Poka-Yoke is needed to achieve zero defects and reduce costs from scrap and rework.
Best Practices in Maintenance and Reliability
This document contains a summary of a presentation on best practices in maintenance and reliability by Ricky Smith. It discusses key topics like reliability definitions, failure patterns, predictive maintenance, FRACAS systems, and reliability metrics. It emphasizes that most equipment failures are self-induced due to issues like improper installation, maintenance, or lubrication. It also outlines steps for improving reliability like prioritizing assets, identifying maintenance strategies, and using failure data for continuous improvement. The goal is to move from reactive to proactive maintenance through practices like condition monitoring and root cause analysis.
GMP Documents for Pharmaceutical Company
This PDF describes demo of GMP documents kit which are primary documentation requirements. This document is intended to provide guidance regarding Good Manufacturing Practice (GMP) for the manufacturing of active pharmaceutical ingredients (APIs) under an appropriate system for managing quality.
Fmea basics
Failure Modes and Effects Analysis (FMEA) and Failure Modes, Effects and Criticality Analysis (FMECA) are methodologies to identify potential failures, assess risk, and prioritize issues. They involve identifying items/processes, functions, failures, effects, causes, controls, and recommended actions. Risk is typically evaluated using Risk Priority Numbers (RPN), which considers severity, occurrence, and detection of failures, or Criticality Analysis, which considers probability of failure and loss. FMEA/FMECA are useful for improving reliability and safety.
Quality Quiz for operators 2014 12.11.2014
Quality Quiz for operators 2014 12.11.2014Venkateswara Steels & Springs (India) Pvt Ltd - Coimbatore
The document contains a quality assurance test for employees at Venkateswara Steels with multiple choice questions and answers related to quality control, process improvement tools, metrology, and other manufacturing and quality topics. Murugesan & Karthick from the quality assurance department compiled the test, which was administered on November 12, 2014 and contained over 50 questions.KAIZEN Technique
The term KAIZEN has been derived from two Japanese words KAI & ZEN which means Change for better, precisely which means Continuous Improvement with no cost/ negligible cost by thinking differently using creativity.
This presentation includes
1. Concept of KAIZEN
2. KAIZEN Vs innovation/ modernization
3. KAIZEN and different level of Management
4. Targets of KAIZEN
5. Sample of KAIZEN checklist
6. Poka-Yoke
7, Examples of KAIZEN & Poka-Yoke
et.
More Related Content
What's hot
Process Capability - Cp, Cpk. Pp, Ppk
This document discusses process capability analysis and process analytical technology. It begins with an introduction to capability, including histograms and the normal distribution. It then covers capability indices like Cp, Cpk, Pp and Ppk and how to calculate sigma. It discusses using capability analysis with attribute data by calculating defects per million opportunities (DPMO). It concludes with a brief overview of process analytical technology (PAT).
Seven QC Tools Training; Quiz
Go through the seven quality tools training quiz and compare, how much you have learnt from this online training of 7QC tools? The quiz has 15 multiple choice questions based on seven quality tools. Choose one answer out of the given choices for every question write these choices on a paper. After completing the quiz compare yourself with answer key in the end of quiz. Find yourself where you are in learning of 7 QC Tools. If you find your performance is not up to the mark then go again for the training of seven QC tools. You may do it as many times as you want. Improve your performance every time you go through the training.
AUTONOMOUS MAINTENANCE
The 7 steps of autonomous maintenance are outlined, with a focus on steps 1 and 2. Step 1 involves thoroughly cleaning equipment, removing unnecessary items, and detecting abnormalities. Step 2 aims to eliminate sources of contamination, minimize inaccessible areas, and reduce cleaning time by improving problem areas identified in Step 1. Various problem solving methods are introduced, such as Ishikawa diagrams, Why-Why analysis, and the corrective action report process.
TPM Overview and AM Workshop
This document outlines the key concepts and implementation of Total Productive Maintenance (TPM). TPM aims to achieve maximum equipment effectiveness through employee involvement between operators and maintenance technicians. It focuses on autonomous maintenance activities performed by operators, such as daily cleaning, inspection and lubrication. The document details the eight pillars of TPM and how autonomous maintenance improves equipment uptime and saves costs when implemented successfully.
Autonomous Maintenance (Jishu Hozen) by Ketan Kumar (Raavinnovate)
This file contains brief introduction about Autonomous Maintenance (a pillar of TPM) which also known as My Machine my concept. In this the Goal for AM, History of AM, Benefits of AM, OEE, 7 basic types of abnormalities and steps of Autonomous Maintenance are discussed along with pictorial examples, CLIT, SOP, etc are also illustrated.
Poka yoke
Poka yoke is basically making such designs of implements or workplace that the minimizes the chances of mistakes or makes them easily detectable
Tpmjishu
The document discusses the eight pillars of Total Productive Maintenance (TPM), with an emphasis on autonomous maintenance (Jishu-Hozen). It provides details on implementing the first step of autonomous maintenance, which is initial cleaning. This involves thoroughly cleaning equipment to reveal potential defects, creating cleaning and abnormality plans, identifying issues, and developing countermeasures to address sources of problems and hard to access areas.
Autonomous maintenance Jishu Hozen
The document provides an overview of Jishu Hozen (Autonomous Maintenance), which involves operators performing basic maintenance tasks on their own equipment. It discusses how this helps free up skilled maintenance workers for more complex tasks. The goals of Jishu Hozen include preventing equipment deterioration and failures. It outlines the steps operators take, such as initial cleaning, identifying abnormalities, developing maintenance standards, and sustaining autonomous activities through training and audits. The overall approach is to train operators so they better understand their equipment and can conduct basic upkeep independently.
20141209_AM Pillar_Introduction
This document discusses the Autonomous Maintenance (AM) pillar of the LeanTPM program. The AM pillar aims to minimize equipment issues like short stops and breakdowns by maintaining equipment in optimal condition through operator cleaning and inspection. It describes implementing the AM pillar through a pilot program to prove the approach works before broader expansion. The document outlines the steps of AM implementation including initial cleaning, creating cleaning standards, general inspections, autonomous inspections, and standardizing the work to continuously improve and reduce losses.
Pdca presentation
Plan Do Check Act (PDCA) is a iterative four-stage model for continuous improvement involving planning a change, implementing it, evaluating the results, and acting on lessons learned. The document describes each stage of the PDCA cycle and provides an example of its use in a case study of a leather goods supplier to reduce defects. The case study demonstrated applying PDCA to identify causes of defects, implement a plan to sharpen machine blades, check the results showed reduced defects, and standardize the improvement.
Advanced Product Quality Planning presentation
This is very informative presentation on APQP and its importance as a Core tool in Quality Management System
Quality quiz 2013 operators & inspectors (2)
Quality quiz 2013 operators & inspectors (2)Venkateswara Steels & Springs (India) Pvt Ltd - Coimbatore
This document contains a quality quiz for operators and inspectors at Venkateswara Steels in Coimbatore, with questions in 5 rounds covering topics like quality tool names, expansions of abbreviations, anagrams to identify quality-related words, general quality questions, and properties of measurement instruments. The quiz was compiled by Murugesan A, who works in quality assurance at Venkateswara Steels.Failure mode
FMEA is a procedure for analyzing potential failures in a system. It helps identify failures, classify them by severity, and determine how failures affect the system. FMEA is used in manufacturing to design quality and reliability into products early in development. It involves identifying potential failure modes, studying their effects, and recommending actions to address failures with high risks. FMEA aims to improve reliability by analyzing failures before problems occur.
Training module 4 m change
The document discusses 4M change management processes. 4M refers to changes in man, material, machine, or method that can impact product quality. It defines the 4M categories and outlines procedures for planned, unplanned, and abnormal changes. For each change type, it specifies activities like set-up approval, retroactive inspection, and suspect lot checking to control the change and its effects on production. The goal is to effectively manage 4M changes to maintain product quality.
poka yoke
The document discusses the concept of Poka-Yoke, which aims to eliminate defects at their source by preventing mistakes from occurring. It was developed by Shigeo Shingo in the 1960s for Toyota's production system. Poka-Yoke focuses on identifying risks and managing mistakes before they can cause defects through methods like identification, prevention and detection. The document provides examples of how small design changes can make errors impossible, like using different sized holes to prevent inserting terminals incorrectly. It also explains that Poka-Yoke is needed to achieve zero defects and reduce costs from scrap and rework.
Best Practices in Maintenance and Reliability
This document contains a summary of a presentation on best practices in maintenance and reliability by Ricky Smith. It discusses key topics like reliability definitions, failure patterns, predictive maintenance, FRACAS systems, and reliability metrics. It emphasizes that most equipment failures are self-induced due to issues like improper installation, maintenance, or lubrication. It also outlines steps for improving reliability like prioritizing assets, identifying maintenance strategies, and using failure data for continuous improvement. The goal is to move from reactive to proactive maintenance through practices like condition monitoring and root cause analysis.
GMP Documents for Pharmaceutical Company
This PDF describes demo of GMP documents kit which are primary documentation requirements. This document is intended to provide guidance regarding Good Manufacturing Practice (GMP) for the manufacturing of active pharmaceutical ingredients (APIs) under an appropriate system for managing quality.
Fmea basics
Failure Modes and Effects Analysis (FMEA) and Failure Modes, Effects and Criticality Analysis (FMECA) are methodologies to identify potential failures, assess risk, and prioritize issues. They involve identifying items/processes, functions, failures, effects, causes, controls, and recommended actions. Risk is typically evaluated using Risk Priority Numbers (RPN), which considers severity, occurrence, and detection of failures, or Criticality Analysis, which considers probability of failure and loss. FMEA/FMECA are useful for improving reliability and safety.
Quality Quiz for operators 2014 12.11.2014
Quality Quiz for operators 2014 12.11.2014Venkateswara Steels & Springs (India) Pvt Ltd - Coimbatore
The document contains a quality assurance test for employees at Venkateswara Steels with multiple choice questions and answers related to quality control, process improvement tools, metrology, and other manufacturing and quality topics. Murugesan & Karthick from the quality assurance department compiled the test, which was administered on November 12, 2014 and contained over 50 questions.KAIZEN Technique
The term KAIZEN has been derived from two Japanese words KAI & ZEN which means Change for better, precisely which means Continuous Improvement with no cost/ negligible cost by thinking differently using creativity.
This presentation includes
1. Concept of KAIZEN
2. KAIZEN Vs innovation/ modernization
3. KAIZEN and different level of Management
4. Targets of KAIZEN
5. Sample of KAIZEN checklist
6. Poka-Yoke
7, Examples of KAIZEN & Poka-Yoke
et.
What's hot (20)
Autonomous Maintenance (Jishu Hozen) by Ketan Kumar (Raavinnovate)
Autonomous Maintenance (Jishu Hozen) by Ketan Kumar (Raavinnovate)
14 Quality Principles Hindi .pptx
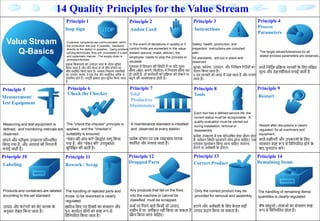
- 1. Value Stream Q-Basics Customer complaints are communicated within the production site and, if possible, displayed directly at the station in question. Using problem- solving techniques, they are processed in a fast and systematic manner. The supply chain is promptlyinformed. ग्राहक शिकायत ों क उत्पादन स्थल क े भीतर सूशित शकया जाता है और यशद सोंभव ह त सीधे स्टेिन पर सीधे प्रदशिित शकया जाता है। समस्या शनवारण तकनीक ों का उपय ग करक े , वे एक तेज़ और व्यवस्स्थत तरीक े से सोंसाशधत ह ते हैं। आपूशति श्रोंखला तुरोंत सूशित शकया जाता है Principle 2 Andon Cord Principle 1 Stop Sign In the event of deviations in quality or if control limits are exceeded in the value stream (source, make, deliver), the employee needs to stop the process or escalate. गुणवत्ता में शविलन की स्स्थशत में या यशद मूल्य सीमा (स्र त, बनाने, शवतररत) में शनयोंत्रण सीमा पार ह जाती है, त कमििारी क प्रशिया क र कने या बढ़ने की आवश्यकता ह ती है। Principle 3 Instructions Safety, health, production, and inspection instructions are complied with. 5S standards are put in place and observed. सुरक्षा, स्वास्थ्य, उत्पादन, और शनरीक्षण शनदेि ों का पालन शकया जाता है। 5 एस मानक ों क जगह में रखा जाता है और मनाया जाता है। Principle 4 Process Parameters The target values/tolerances for all stated process parameters are observed. सभी शनशदिष्ट प्रशिया मानक ों क े शलए लशक्षत मूल्य और सहनिीलता मनाई जाती है Principle 5 Measurement/ Test Equipment Measuring and test equipment is defined, and monitoring intervals are observed. मापने और परीक्षण उपकरण पररभाशित शकया गया है, और अोंतराल की शनगरानी मनाई जाती है। Principle 6 Check the Checker The “check the checker” principle is applied, and the “checker’s” suitability is ensured. "िेकर की जाोंि करें" शसद्ाोंत लागू शकया गया है, और "िेकर की" उपयुक्तता सुशनशित की जाती है। Principle 7 Total Productive Maintenance A maintenance standard is installed and observed at every station. प्रत्येक स्टेिन पर एक रखरखाव मानक स्थाशपत और मनाया जाता है। Principle 8 Tools Each tool has a defined service life; the current status must be recognizable. A quality evaluation must be carried out during installation, removal or disassembly. प्रत्येक उपकरण में एक पररभाशित सेवा जीवन ह ता है; वतिमान स्स्थशत पहिानने य ग्य ह ना िाशहए। एक गुणवत्ता मूल्याोंकन शकया जाना िाशहए स्थापना, हटाने या असेंबली क े दौरान। Principle 9 Restart Restart after disruptions is clearly regulated for all machinery and equipment. सभी मिीनरी और उपकरण ों क े शलए व्यवधान स्पष्ट रूप से शवशनयशमत ह ने क े बाद पुनरारोंभ करें। Principle 10 Labeling Products and containers are labeled according to the set standard. उत्पाद और क ों टेनर ों क सेट मानक क े अनुसार लेबल शकया जाता है। Principle 11 Rework / Scrap The handling of rejected parts and those to be reworked is clearly regulated. खाररज शकए गए शहस् ों का सोंिालन और पुन: कायिरत ल ग ों क स्पष्ट रूप से शवशनयशमत शकया जाता है। Principle 12 Dropped Parts Any products that fall on the floor, into the machine or cannot be classified must be scrapped. फिि पर शगरने वाले शकसी भी उत्पाद, मिीन में या` वगीक र त नहीों शकया जा सकता है स्क्र ै प शकया जाना िाशहए। Principle 13 Correct Product Only the correct product may be provided for removal and assembly. हटाने और असेंबली क े शलए क े वल सही उत्पाद प्रदान शकया जा सकता है। Principle 14 Remaining Items The handling of remaining items/ quantities is clearly regulated. िेि वस्तुओों / मात्राओों का सोंिालन स्पष्ट रूप से शवशनयशमत ह ता है। 14 Quality Principles for the Value Stream