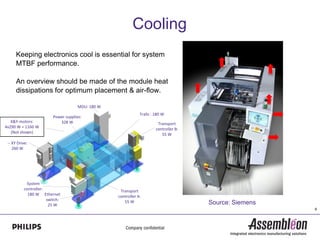
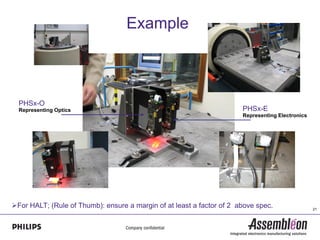
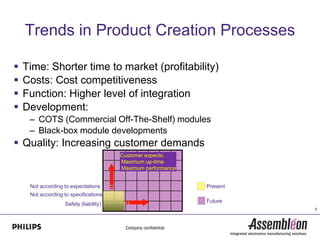
The document discusses trends in product creation processes towards shorter development times, higher integration, and more stringent quality demands. It emphasizes the importance of evaluating modules through environmental stress testing like HALT before system integration to ensure reliability in the intended system environment which can subject modules to heat, shock, vibration and other stresses. The results of HALT testing are presented as a case study that identified design flaws and led to modifications to improve the design margin and reliability of integrated systems.

![Arrhenius law in lifetime acceleration for electronics
Tacc =exp[(Ea/k)*(1/Ta - 1/T)]
Thermal acceleration of failure rate
1.0E-01
Factor 811
Factor 452
1.0E-02
Factor 244
Reaction rate
Factor 127
1.0E-03
Factor 31
Factor 6 Ea = 0.72
1.0E-04
K = Boltzmann’s constant
Factor 2,6
T = Kelvin
1.0E-05
20 40 60 80 100 120 140 160
Temperature oC 8](https://image.slidesharecdn.com/13-20hrbrett-100616020525-phpapp01/85/13-20-Ray-Brett-8-320.jpg)