Download as PDF, PPTX

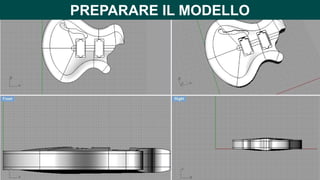
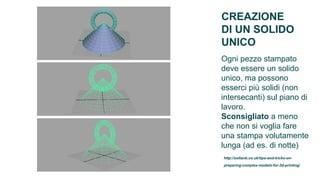
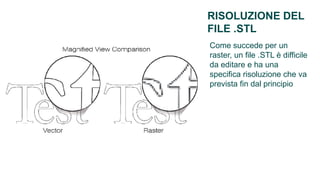
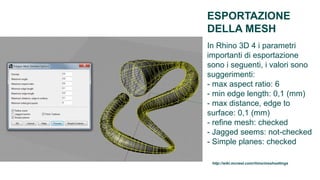
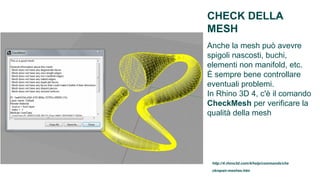
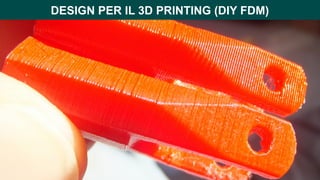









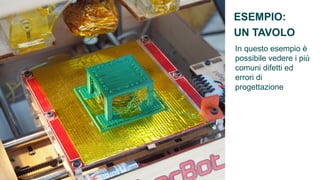





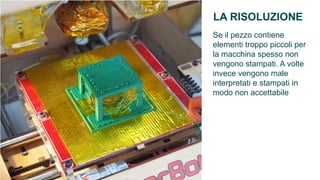



Questo tutorial si concentra sulla stampa 3D con tecnologia FDM, fornendo indicazioni sulla preparazione dei modelli e sulla gestione delle normali per garantire solidi 'manifold'. Viene discusso anche il design per la stampa, inclusi suggerimenti per evitare difetti durante il processo. Inoltre, il documento offre raccomandazioni sulla risoluzione del file STL e il controllo della qualità della mesh.
































































