Cilindrmi petezimi-laminimi
•Download as PPT, PDF•
3 likes•2,076 views

Cilindrimi, petezimi, laminimi (rolling)

Recommended
Recommended
More Related Content
What's hot
What's hot (20)
More from Rrahim Maksuti
More from Rrahim Maksuti (20)
Cilindrmi petezimi-laminimi
- 2. Bazat e laminimit(cilindrimit-petëzimit) Përpjekjet e para për përftimin e produkteve të cilindruara (laminuara) datojnë që nga shek. XV. Në vitin 1495 Leonardo da Vinçi përmend për herë të parë pajisjen për laminimin e llamarinës së plumbit. Në vitin 1615 është përdorur pajisja për prodhimin me cilindrim të disa veglave muzikore. Pajisjet e këtilla primitive për cilindrim (laminim) janë vu në veprim (lëvizje) me dorë, ndërsa më vonë vehen në veprim me ndihmën e fuqisë së ujit.
- 3. Linja e parë e cilindrimit (laminimit) të çelikut ka startuar në vitin 1838 në Belgjikë dhe është shfrytëzuar për përftimin e shufrave dhe telave. Më vonë, diku kah viti 1873 fillon së funksionuari edhe linja e cilindrimit (laminimit) në Gjermani dhe në vitin 1861 ajo në Angli, që është shfrytëzuar për përftimin e llamarinës. Sot, ekzistojnë linja moderne (bashkëkohore) të laminimit me shkallë të lartë të mekanizimit dhe automatizimit të udhëheqjes së procesit teknologjik.
- 4. Rëndësia e laminimit në përpunimin e metaleve Laminimi është një prej metodave kryesore të përpunimit të metaleve me deformim plastik dhe përdoret për përftimin e gjysmëprodukteve dhe produkteve të gatshme, që gjejnë përdorim të gjerë në degë të ndryshme të industrisë. Asortimenti, gjegjësisht nomenklatura e gjysmëprodukteve dhe produkteve të laminuara përfaqësohet nga një spektër tepër i gjerë produktesh, duke filluar prej gjilpërës e deri te lokomotiva.
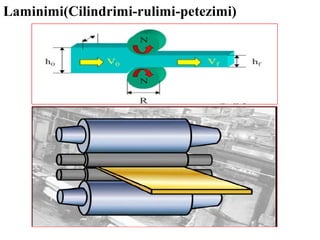
- 5. -Mbi 80% e prodhimtarisë së tërsishme të çelikut në botë, përpunohet me laminim. -Mbi 55% e prodhimtarisë së metaleve me ngjyrë poashtu përpunohen me laminim. Definicioni i procesit të laminimit Laminimi është proces i përpunimit të metaleve me deformim plastik që reqlizohet me hyrjen e lëndës së parë (metalit) në hapësirën ndërmjet dy cilindrave laminues që rrotullohen me kahje të kundërt me ç, rast deformohet duke u reduktuar, duke u zgjatur dhe duke u zgjeruar.
- 6. Gjatë laminimit, krahas ndryshimit të formës dhe përmasave gjeometrike të metalit që i nënshtrohet përpunimit, ndryshon edhe struktura dhe si rrjedhim edhe vetitë fiziko- mekanike. Mënyra më e thjeshtë dhe më e përhapur e laminimit është ajo që realizohet me ndihmën e dy cilindrave laminues.
- 8. Skema e kafazit cilindrik ELEKTROMOTORI
- 9. Klasifikimi i procesit të laminimit Në industri janë të njohura metoda të ndryshme të laminmit, varësisht nga faktorë të ndryshëm që merren si parametra për klasifikim: Në varësi të temperaturës në të cilën realizohet, dallohet: -laminimi në të nxehtë, -laminimi në të ftohtë Në varësi të trajtës (formës) së produkteve që përftohen, dallohet: -laminimi i sheshtë (rrafshtë-petëzimi), -laminimi me kalibra (kalibrimi).
- 10. Laminimi në të ftohtë Llaminimi në të nxehtë
- 12. Kalibrimi i një profili të përkulur
- 13. Në varësi të pozitës së vendosjes së cilindrave laminues, dallohet: -laminimi gjatësor, -laminimi tërthor, -laminimi i pjerrtë (kithtë). Në varësi të veprimit të forcave në zonën e deformimit, dallohet: -laminimi simetrik, -laminimi asimetrik.
- 14. Gjeometria e zonës së deformimit Gjatë realizimit të laminimit gjatësor, deformimi plastik i metalit nuk realizohet në mënyrë të përnjëhershme i tërë vëllimi i metalit, por vetëm një pjesë e caktuar e tij që gjendet në kontakt të drejtpërdrejt me cilindrat laminues.
- 15. Këndi i kapjes (përqafimit-α), paraqet këndin qëndror AOB që përkufizohet me dy rreze në pikat kontaktuese të metalit me cilindrat laminues në hyrje dhe në dalje, sipas figurës në vazhdim:
- 17. Harku i kapjes paraqet gjatësinë kontaktuese të metalit me cilindrat laminues. Gjatësia e harkut të kapjes (AB) mund të llogaritet me ndihmën e relacionit: Për kënde të vogla të kapjes, gjatësia e harkur AB merret e barabartë me gjatësinë e tetivës AB, a cila llogaritet në bazë të ngjashmërisë së trekandshave ABC dhe ABE.
- 18. Parametrat e deformimit gjatë laminimit Duke u nisur nga ligji për ruajtjen e vëllimit rrjedh se dhe gjatë laminimit vëllimi i metalit para deformimit plastik është i barabartë me vëllimin e metalit pas deformimit: Vo=V1
- 19. Zgjerimi gjatë procesit të laminimit Ndryshimi i gjerësisë së metalit pas deformimit (b1) dhe para deformimit (bo), paraqet zgjerimin absolut: �b=b1-bo (mm)
- 20. Zgjerimi i metalit gjatë laminimit është një dukuri mjaft e rëndësishme nga se ka ndikim përcaktues në zhvillimin e tërsishëm të procesit të laminimit dhe në përmasat gjeometrike dhe kualitetin e produktit të laminuar. Gjatë laminimit dallohen katër lloje të zgjerimit: -zgjerim i lirë, -zgjrimi i kufizuar, -zgjerim i detyruar, -zgjerim i penguar.
- 21. Procesi teknologjik i laminimit Procesi teknologjik i laminimit të metaleve përbëhet nga: -përgatitja e metalit për laminim, -laminimi, -përpunimi i mëtejmë pas laminimit. Për tu realizuar këto operacione, reparti i laminimit përbëhet nga këto linja: -linja e përgatitjes së metalit për laminim, -linja për nxehje, -linja e laminimit, -linja për përpunim të mëtejmë.
- 22. Pajisjet për laminim Kafazi cilindrik është pajisja kryesore e linjës së laminimit nga se këtu realizohet deformimi (laminimi) i metalit.
- 23. Llojet e kafazëve laminues Varësisht nga numri i cilindrave laminues, ekzistojnë disa lloje të kafazëve (agregatëve) laminues: kafaz me dy cilindra (duo-dysh), me tre cilindra (trio-tresh), me katër cilindra (kuatro-katërsh) e kështu me radhë.
- 24. Lloje të kafazëve laminues Kafaz laminues universal Kafaz laminues planetar
- 25. Kafazi laminues Sendzimir Kafazi laminues Sendzimir
- 27. Produktet e përftuara me laminim Me laminim(cilindrim) mund të përftohen: -gjysmëprodukte, -produkte të gatshme, Vlen të theksohet se të gjithë këto produkte mund të përftohen: -në gjendje të nxehtë -në gjendje të ftohtë
- 29. Laminimi i produkteve të gatshme Në grupin e produkteve të gatshme që përftohen me laminim, hyjnë të gjitha profilet, përkatësisht produktet me seksione të ndryshme të standardizuara dhe që shkojnë direkt në eksploatim. Produktet e gatshme të laminimit ndahen në: produkte, përkatësisht shufra me seksion të plotë,
- 30. profile të ndryshme të zakonshme: -shinat, -gypat (tubat) me dhe pa tegel, -telat, -llamarinat produktet speciale (bandazhe, unaza, rrota, sfera, profile me seksion tërthor periodik-të ndryshëm
- 31. Forma të produkteve të gatshme, të përftuar me laminim
- 32. Kalibrimi i llamarinave në të ftohtë Kalpakjian www.cometroll.com www.safeair-dowco.com
- 33. Kalibrimi i llamarinave në të ftohtë
- 35. Roll Forming (hot): I-beams Kalpakjian Lunchtime on a Crossbeam, Unknown, www.buffalogames.com www.civil.ubc.ca
- 36. Laminimi i telave (armaturës) të çelikut
- 40. -bulona-
- 42. Produkte speciale me seksion tërthor periodik
- 44. Laminimi i gypave pa tegel Metoda e Mannesmann-it Metoda e Stiefel-it
- 45. Linja automatike për laminimin gypave pa tegel
- 46. Linja kontinuale për prodhimin e gypave pa tegel
- 47. Prodhimi i gypave me laminim+saldim -gypa me tegel -
- 49. Drejtimi( rrafshimi) me cilindra laminues
- 50. Defektet e produkteve të laminuara
- 56. Slab Production: Hot Rolling www.labware.com www.falckacciai.it www.beautifuliron.com Color & Temp
- 57. Reparti i derdhjes dhe laminimit