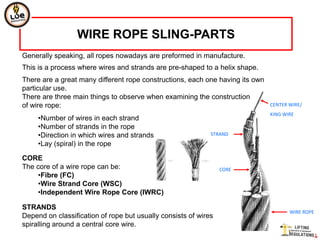
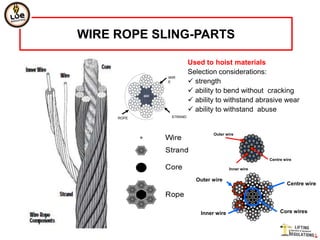
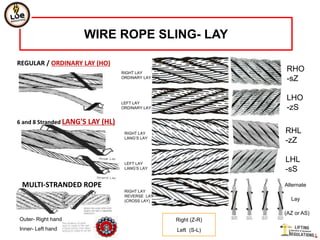
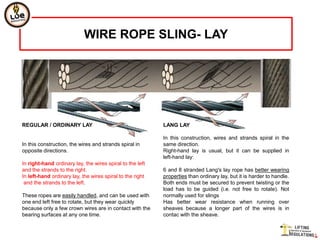
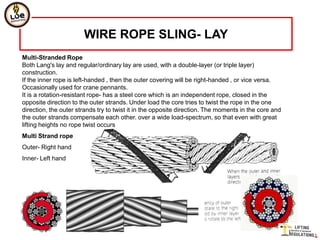
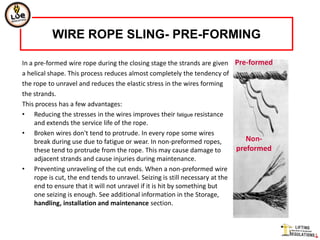
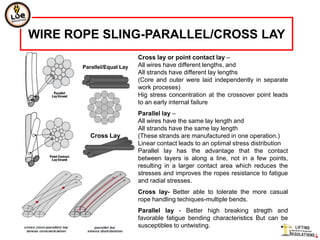
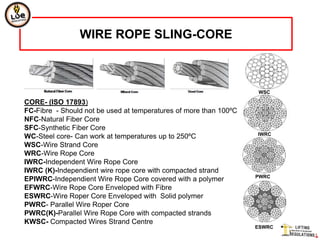
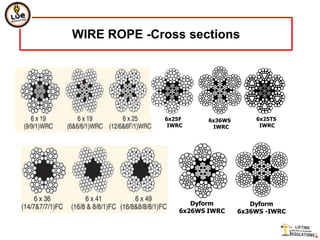
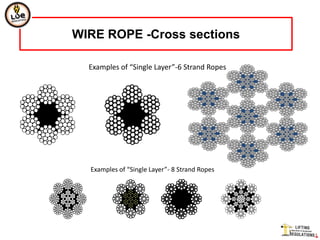
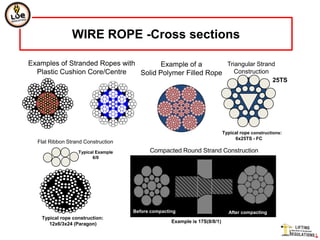
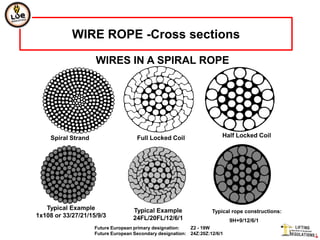
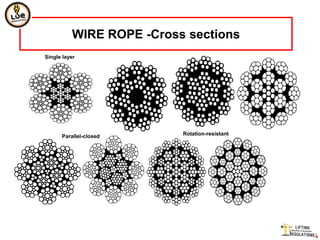
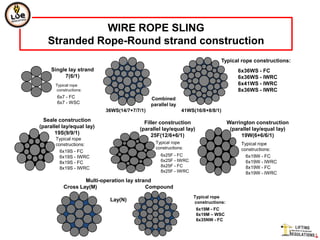
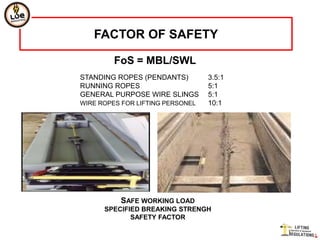
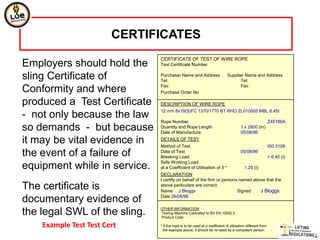
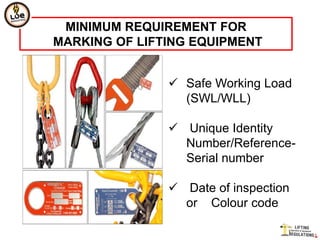
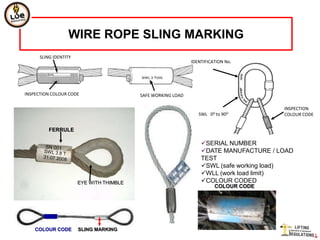
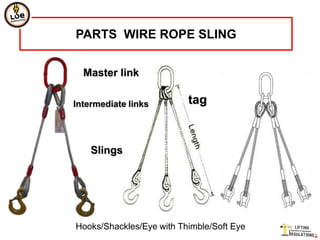
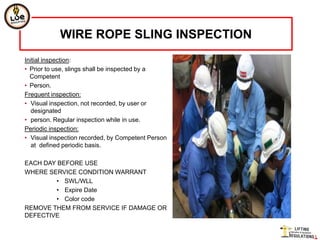
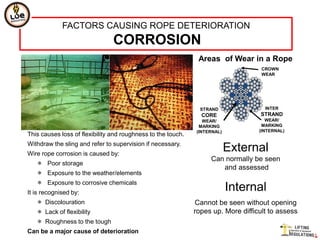
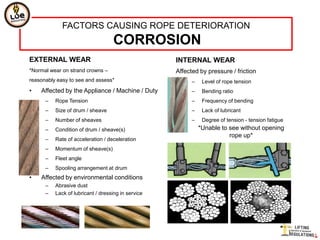
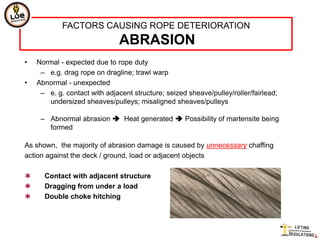
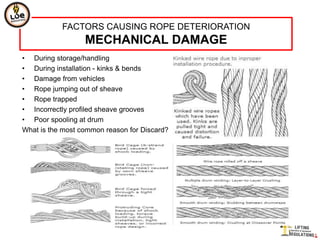
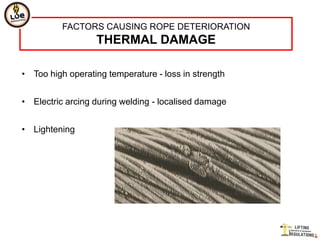
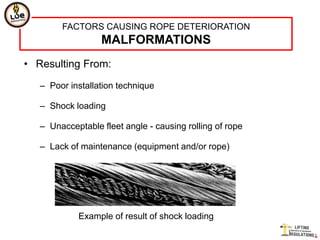
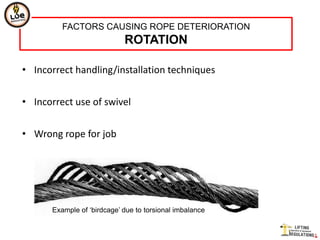
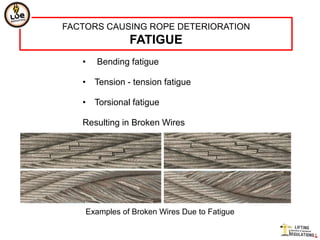





Wire rope slings are composed of steel wires woven together in strands around a core. The document discusses wire rope sling parts like strands, cores, and lays. It also covers factors that can deteriorate ropes like wear, corrosion, abrasion and mechanical damage. Proper inspection, storage, and use are important to maximize a sling's service life.