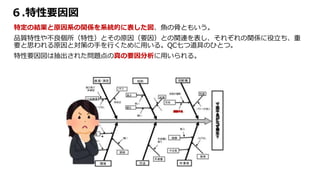
QC 七つ道具とは? 『事実に基づく管理』を具体化する基礎的手法ことで、 パレート図 特性要因図 ヒストグラム グラフ 管理図 チェックシート 散布図 層別の事を言う。 品質管理では「事実に基づく管理」といわれるものを非常に重要でこれを具体化する方法は特にポピュラーでわかりやすく、使いやすい基礎的手法の事を言う。