

Recommended
More Related Content
What's hot
What's hot (20)
Viewers also liked
Viewers also liked (11)
Similar to Ch04
Similar to Ch04 (20)
Recently uploaded
Recently uploaded (20)
Ch04
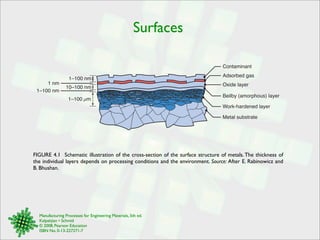
- 1. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Surfaces Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 FIGURE 4.1 Schematic illustration of the cross-section of the surface structure of metals.The thickness of the individual layers depends on processing conditions and the environment. Source: After E. Rabinowicz and B. Bhushan. Contaminant Adsorbed gas Oxide layer Work-hardened layer Metal substrate Beilby (amorphous) layer 1–100 nm 1 nm 1–100 nm 10–100 nm 1–100 mm
- 2. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Terminology for Surface Finish FIGURE 4.2 (a) Standard terminology and symbols used to describe surface finish. The quantities are given in µin. (b) Common surface-lay symbols. Maximum waviness height Maximum Ra Minimum Ra Lay 125 63 0.005 0.010 0.002-2 Maximum waviness width Roughness-width cutoff Maximum roughness width X Lay symbol Interpretation Examples P Lay parallel to the line representing the surface to which the symbol is applied Lay perpendicular to the line representing the surface to which the symbol is applied Lay angular in both directions to line representing the surface to which symbol is applied Pitted, protuberant, porous, or particulate nondirectional lay X P (a) (b) Surface profile Error of form Waviness Roughness + += Flaw Roughness height, Rt Waviness height Waviness width Roughness spacing Roughness-width cutoff Lay direction
- 3. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Surface Roughness FIGURE 4.3 Coordinates used for measurement of surface roughness, used in Eqs. (4.1) and (4.2). y a b c de f g h i j k l Digitized data Surface profile A Center (datum) line x B Ra Roughness Rq Roughness Ra = ya +yb +yc +···+yn n = 1 n n ∑ i=1 yi = 1 l Z l 0 |y| dx Rq = y2 a +y2 b +y2 c +···+y2 n n = 1 n n ∑ i=1 y2 i = Z l 0 y2 dx 1/2
- 4. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Stylus Profilometry FIGURE 4.4 (a) Measuring surface roughness with a stylus. The rider supports the stylus and guards against damage. (b) Path of the stylus in measurements of surface roughness (broken line) compared with the actual roughness profile. Note that the profile of the stylus' path is smoother than the actual surface profile. Typical surface profiles produced by (c) lapping, (d) finish grinding, (e) rough grinding, and (f) turning processes. Note the difference between the vertical and horizontal scales. (a) Rider Stylus Head Workpiece (b) Stylus Stylus path Actual surface 5 µm (200 µin.) (f) Turning 3.8 µm (150 µin.) (e) Rough grinding 0.5 µm (20 µin.) 0.4 mm (0.016 in.) (c) Lapping 0.6 µm (25 µin.) (d) Finish grinding
- 5. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Micro-Scale Adhesion FIGURE 4.5 (a) Schematic illustration of the interface of two contacting surfaces, showing the real areas of contact. (b) Sketch illustrating the proportion of the apparent area to the real area of contact. The ratio of the areas can be as high as four to five orders of magnitude. N Microweld Plastic Elastic F Projected contact patches
- 6. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Friction in Manufacturing FIGURE 4.6 Schematic illustration of the relation between friction force F and normal force N. Note that as the real area of contact approaches the apparent area, the friction force reaches a maximum and stabilizes.At low normal forces, the friction force is proportional to normal force; most machine components operate in this region. The friction force is not linearly related to normal force in metalworking operations, because of the high contact pressures involved. Ar <<A Ar <A Ar ~A F N Frictionforce,F Normal force, N Forging, extrusion Drawing, rolling Metal cuttingDeep drawing Stretch forming Bending Coulomb Friction Tresca Friction µ= F N = τAr σAr = τ σ m = τi k
- 7. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Coefficient of Friction in Metalworking Coefficient of Friction (µ) Process Cold Hot Rolling 0.05-0.1 0.2-0.7 Forging 0.05-0.1 0.1-0.2 Drawing 0.03-0.1 — Sheet-metal forming 0.05-0.1 0.1-0.2 Machining 0.5-2 — TABLE 4.1 Coefficient of friction in metalworking processes.
- 8. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Effect of Lubrication FIGURE 4.7 (a) The effects of lubrication on barreling in the ring compression test. (a) With good lubrication, both the inner and outer diameters increase as the specimen is compressed; and with poor or no lubrication, friction is high, and the inner diameter decreases.The direction of barreling depends on the relative motion of the cylindrical surfaces with respect to the flat dies. (b) Test results: (1) original specimen, and (2-4) the specimen under increasing friction. Source: A.T. Male and M.G. Cockcroft. (b) 1 2 3 4 Good lubrication Poor lubrication (a)
- 9. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Ring Compression Test FIGURE 4.8 Charts to determine friction in ring compression tests: (a) coefficient of friction, µ; (b) friction factor, m. Friction is determined from these charts from the percent reduction in height and by measuring the percent change in the internal diameter of the specimen after compression. Reduction in height (%) 70 60 50 40 30 20 10 0 210 220 Reductionininternaldiameter(%) 0 10 20 30 40 50 60 70 0.7 0.5 0.3 0.2 0.15 0.10 0.05 m = 1.0 Reduction in height (%) Original dimensions of specimen: OD = 3/4 in.= 19 mm ID = 3/8 in.= 9.5 mm Height =1/4 in.= 0.64 mm 0.40 0.30 0.20 0.15 0.12 0.10 0.08 0.09 0.07 0.06 0.05 0.04 0.03 0 ~0.02 0.055 240 250 230 220 210 0 10 Reductionininternaldiameter(%) 20 30 40 50 60 70 80 100 20 30 40 50 60 70 µ=0.577 (a) (b)
- 10. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Profile Evolution Due to Wear FIGURE 4.9 Changes in originally (a) wire-brushed and (b) ground-surface profiles after wear. Source: E.Wild and K.J. Mack. Scale: 25 µm 250 µm (a) Unworn Worn (b) Unworn Worn
- 11. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Adhesive Wear Model FIGURE 4.10 Schematic illustration of (a) asperities contacting, (b) adhesion between two asperities, and (c) the formation of a wear particle. (a) (b) (c) Plastic zone (microweld) Hard Soft Metal transfer (possible wear fragment) Archard Wear Law: V = k LW 3p Unlubricated k Lubricated k Mild steel on mild steel 10−2 to 10−3 52100 steel on 52100 steel 10−7 to 10−10 6040 brass on hardened tool steel 10−3 Aluminum bronze 10−8 Hardened tool steel on 10−4 on hardened steel 10−9 hardened tool steel Hardened steel 10−9 Polytetrafluoroethylene (PTFE) 10−5 on hardened steel 10−9 on tool steel Tungsten carbide on mild steel 10−6 TABLE 4.2 Approximate order of magnitude for the wear coefficient, k, in air.
- 12. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Abrasive and Other Wear FIGURE 4.11 Schematic illustration of abrasive wear in sliding. Longitudinal scratches on a surface usually indicate abrasive wear. Chip Hard particle FIGURE 4.12 Types of wear observed in a single die used for hot forging. Source: After T.A. Dean. CL 2 5 1 5 3 4 2 1 5 1 5 3 4 1 Top die Ejector Bottom die Erosion Pitting (lubricated dies only) Thermal fatigue Mechanical fatigue Plastic deformation 1 2 3 4 5
- 13. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Regimes of Lubrication FIGURE 4.13 Regimes of lubrication generally occurring in metalworking operations. Source: After W.R.D.Wilson. Boundary film (a) Thick film (b) Thin film (d) Boundary(c) Mixed Tooling Lubricant Workpiece
- 14. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Roller Burnishing FIGURE 4.14 Examples of roller burnishing of (a) the fillet of a stepped shaft, (b) an internal conical surface, and (c) a flat surface. Roller Workpiece (a) Roller Burnished surface (b) Roller (c)
- 15. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Thermal Wire Spraying FIGURE 4.15 Schematic illustration of thermal wire spraying. Wire or rod Oxygen Gas nozzle Air cap Combustion chamber Workpiece Molten metal spray Deposited coating High-velocity gas Fuel gas
- 16. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 ChemicalVapor Deposition FIGURE 4.16 Schematic illustration of the chemical vapor deposition process. Carrier gases TiCl4 Stainless steel retort Tools to be coated Graphite shelves Exhaust scrubber Exhaust Electric furnace
- 17. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Electroplating FIGURE 4.17 (a) Schematic illustration of the electroplating process. (b) Examples of electroplated parts. Source: Courtesy of BFG Electroplating. (a) (b) + - Sacrificial (copper) anode Cu++ Cu++ Cu++ Cu++Cu++ SO4 -- SO4 -- SO4 -- H+ H+ H+ H+ H+ SO4 -- SO4 -- SO4 -- Part to be plated (cathode) Agitator Heating coils
- 18. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Coordinate Measuring Machine FIGURE 4.18 (a) A coordinate measuring machine with part being measured; (b) a touch signal probe measuring the geometry of a gear; (c) examples of laser probes. Source: Courtesy Mitutoyo America Corp. Machine stand z-axis spindle Probe adapter Measuring table (b) (c) Probe Computer controller
- 19. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Dimensional Tolerancing FIGURE 4.19 (a) Basic size, deviation, and tolerance on a shaft, according to the ISO system. (b)-(d)Various methods of assigning tolerances on a shaft. Source: L.E. Doyle. (a) (b) (c) (d) Basicsize Minimum diameter Minimum diameter Maximum diameter Maximum diameter Basicsize Zero line or line of zero deviation Tolerance Tolerance Lowerdeviation Lowerdeviation Upperdeviation Upperdeviation Shaft Hole Bilateral tolerance mm in. 40.00 + 0.05 - 0.05 1.575 + 0.002 - 0.002 Unilateral tolerance mm in. 40.05 + 0.00 - 0.10 1.577 + 0.000 - 0.004 Limit dimensions mm in. 40.05 39.95 1.577 1.573
- 20. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Tolerances by Process FIGURE 4.20 Tolerances and surface roughness obtained in various manufacturing processes. These tolerances apply to a 25-mm (1-in.) workpiece dimension. Source: After J.A. Schey. 0.5 1 2 4 8 16 32 Surface roughness, Ra (µin.) 63 125 250 500 1000 0.005 0.01 0.05 0.1 0.5 1.0 2.0 0.025 0.05 0.1 0.2 0.4 0.8 1.6 3.2 6.3 12.5 25 50 µm 2000 N1 N2 N3 N4 N5 N6 N7 N8 N9 N10 N11 N12 ISO No. 0.100 0.010 0.001 0.0001 Tolerancerange(in.) mm Broach, reamFinish mill ECM-EDM Finish grind, finish turn, bore Rough, grind, turn Shape, plane, rough m ill Drill, punch Plaster Shell Sand cast Polish, lap, hone Precision blankCold draw Cold extrude, roll Investment cast Hot roll, extrude, forge Zn die Al-die cast Powder met Permanent mold
- 21. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Frequency Distribution FIGURE 4.21 (a) A plot of the number of shafts measured and their respective diameters.This type of curve is called a frequency distribution. (b) A normal distribution curve indicating areas within each range of standard deviation. Note: The greater the range, the higher the percentage of parts that fall within it. (c) Frequency distribution curve, showing lower and upper specification limits. (b)(a) (c) 99.73% 95.46 68.26 -4! +4!-3 -2 -1 +1 +2 +30 Frequencyofoccurrence 13.00 13.05 2 0 10 8 6 4 Diameter of shafts (mm) 12.95 Frequencyofoccurrence (numberofshafts) 13.00 13.05 2 0 10 8 6 4 Diameter of shafts (mm) 12.95 Frequencyofoccurrence Lower specification Upper specification
- 22. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Control Charts 0.12 0.08 0.06 0.04 0.02 0 LCLR UCLR0.10 Range,R(mm) R (average range) Time (a) 13.04 13.02 13.01 13.03 12.99 12.98 12.97 12.96 0 13.00 Averagediameter,x(mm) Average of 5 samples Average of next 5 samples Average of next 5 samples Time LCLx x (average of averages) (b) UCLx __ FIGURE 4.22 Control charts used in statistical quality control. The process shown is in good statistical control, because all points fall within the lower and upper control limits. In this illustration, the sample size is five, and the number of samples is 15.
- 23. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Constants for Control Charts Sample Size A2 D4 D3 d2 2 1.880 3.267 0 1.128 3 1.023 2.575 0 1.693 4 0.729 2.282 0 2.059 5 0.577 2.115 0 2.326 6 0.483 2.004 0 2.534 7 0.419 1.924 0.078 2.704 8 0.373 1.864 0.136 2.847 9 0.337 1.816 0.184 2.970 10 0.308 1.777 0.223 3.078 12 0.266 1.716 0.284 3.258 15 0.223 1.652 0.348 3.472 20 0.180 1.586 0.414 3.735 TABLE 4.3 Constants for Control Charts.
- 24. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Control Chart Trends Time (c) Time (b) Time Tool changed (a) x __ UCLx _ LCLx _ UCLx _ LCLx _ UCLx _ LCLx _ Averagediameter,x(mm) _ Averagediameter,x(mm)Averagediameter,x(mm) __ FIGURE 4.23 Control charts. (a) Process begins to become out of control, because of factors such as tool wear. The tool is changed, and the process is then in good statistical control. (b) Process parameters are not set properly; thus, all parts are around the upper control limit. (c) Process becomes out of control, because of factors such as a sudden change in the properties of the incoming material.
- 25. Manufacturing Processes for Engineering Materials, 5th ed. Kalpakjian • Schmid © 2008, Pearson Education ISBN No. 0-13-227271-7 Micrometers Display examplesDigital gages Floppy disk drive Bar-code reader CRT Printer (c) (a) (b) FIGURE 4.24 Schematic illustration showing integration of digital gages with a miniprocessor for real-time data acquisition and SPC/SQC capabilities. Note the examples on the CRT displays, such as frequency distribution and control charts. Source: Mitutoyo Corp.