Common failures and remedies for sheet Metal forming.pptx
1. INTRODUCTION
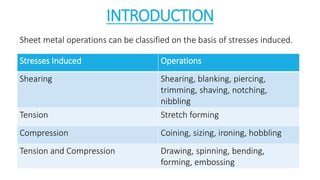
Sheet metal operations can be classified on the basis of stresses induced.
Stresses Induced Operations
Shearing Shearing, blanking, piercing,
trimming, shaving, notching,
nibbling
Tension Stretch forming
Compression Coining, sizing, ironing, hobbling
Tension and Compression Drawing, spinning, bending,
forming, embossing
2. INTRODUCTION
SHEET METAL OPERATIONS
SHEET METAL CUTTING SHEET METAL FORMING
Sheet metal operations can also classified on the basis of scrap-
Scrap is present
Shearing, blanking,
piercing, notching etc.
No scrap
Drawing, spinning,
bending, stretching etc.
3. Common failures for Sheet Metal Forming
Some common failure or defects for sheet metal forming operations are as
follows.
Wrinkling
Spring-back
Earing
Miss strike
Fracture
Cracks
Surface defects etc.
4. Wrinkling
Wrinkles appear both on the flange and on the wall during cup drawing and deep drawing
operation.
This is like ups and downs or waviness.
The tendency for wrinkling increases with
decreasing thickness, nonuniform thickness,
increasing length or surface area of sheet that
is not constrained or supported.
Remedies-
Wrinkles can be eliminated by increasing blank holding pressure.
But due to too high pressure, fracture may appear and in such case draw beads are used.
5. Spring-back
Springback is the geometric change made to a
part at the end of the forming process when
the part has been released from the forces of
the forming tool.
Its happen due to this elastic recovery.
It depends on material, thickness, hardness,
bend radius.
Remedies-
Overbending can perform to compensate spring-back.
Bending at elevated temperature decreases spring-back.
Apply tension during bending decreases spring-back.
6. Earing
Earing is a waviness in the top edge of a cup
drawn from sheet metal.
Due to anisotropy in sheet metal, lobes or ears
appear in the drawn cup.
Anisotropy means varying properties in different
directions.
No of ears=2n
, Where n=1,2,3,4,...…...
Remedies-
Earing can be reduced by modifying the initial blank shape such as use of non
circular blank as in present study.
Earing can also be reduced by Varying Blank Holding Force in Deep Drawing.
Ironing is performed to make the thickness of drawn cup uniform.
7. Fracture
In sheet metal forming, fracture usually occurs as ductile fracture rarely as brittle fracture.
In deep drawing this appear due to high blank holding pressure.
Remedies-
Forces should apply according to material strength.
In deep drawing fracture can also avoided by using draw beads.
8. Miss strike
Uneven flange appear due to misplacement of the
blank.
It occurs in deep drawing.
Remedies-
Proper alignment of workpiece.
9. Surfacedefects
Orange peel:
It is grainy surface appearance.
Due to overly grains or uneven flow.
Remedies-
ASTM grain size of no. 7 or finer is preferred.
Lueder’s bands:
Also called stretch-strain marks.
Exhibited by low carbon steels.
Remedies-
These marks cane be eliminated by reducing thickness of sheet from 0.5% to 1.5% by cold
rolling process